
Fターム[4E070DA02]の内容
Fターム[4E070DA02]に分類される特許
21 - 26 / 26
ばね製造装置
【課題】ばね形成体の自由長を正確に測定し得るばね製造装置を提供する。
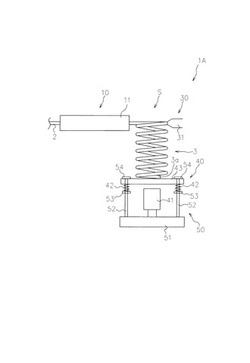
【解決手段】線材供給部材と、ピッチ荷重付与部材と、成形部材と、ばね検長機構と、切断部材とを備える。前記ばね検長機構は、ばね形成体の軸線方向に関し移動可能且つ軸線回りに関し移動不能とされた被検出部材であって、少なくとも該ばね形成体が基準巻き数に達した状態においては、該ばね形成体の自由端部と係合する被検出体の軸線方向位置を検出するように構成されている。
(もっと読む)
線材移送切断機

【課題】線材を切断する際、端面に擦り傷を生じることがなく、高い寸法精度で短寸材及び長寸材の双方を検出することのできる線材移送切断機を提供する。
【解決手段】本発明の線材移送切断機1は、基部に配設され線材を一定長ずつ移送する移送手段と、該線材の移送長を測定する測長手段と、移送された該線材を切断するカッターと、該移送手段及び該測長手段及び該カッターの動作を制御する制御手段と、を備える線材移送切断機であって、移送される該線材に押圧されることにより該基部9に対して変位するストッパ部材4を備え、該測長手段(リニアエンコーダ5)は該ストッパ部材4の変位量を測定することを特徴とする。また、前記ストッパ部材4を前記線材の移送方向と反対向きに付勢する付勢手段(コイルばね7)を備えることが好ましい。前記ストッパ部材4は複数あって前記線材に押圧される被押圧面43の形状が異なり、かつ取り替え可能であってもよい。
(もっと読む)
線材供給装置および線材の供給方法
【課題】 線材送出手段から軸周りに回転しながら送出される線材の軸周りの回転を許容しながら線材の送出先端部を線材送出方向へ位置決めすることを可能にする。
【解決手段】 コード供給装置80には、コード製造ライン10から軸周りに回転しながら送出されるコード20Aの送出先端部を保持した状態で線材送出方向(X方向)に移動する先端保持部82が設けられている。この先端保持部82は、コード製造ライン10から軸周りに回転しながら送出されるコード20Aの送出先端部と同軸上に配置された磁気吸着手段Mを有し、この磁気吸着手段Mでコード20Aの送出先端部を吸着することによりコード20Aの軸周りの回転を許容しながらコード20Aの送出先端部を保持可能に構成されている。
(もっと読む)
線状部材の定長切断方法及び装置
【課題】 線状部材の先端を掴み、定長の往復運動を行いながら定長切断を行うときの時間的ロスを低減して高速化する。
【解決手段】 前方チャック1で線状部材Cの先端部を保持する。前方チャック1を前方へ、線状部材Cの切断長L1の1/2移動させると共に、カッタ2及び後方チャック3を後方へ、前方チャック1と等距離移動させる。後方チャック3で線状部材Cを掴み、受取装置のチャック4、5で線状部材Cを掴んだ後に、カッタ2で線状部材Cを切断する。カッタ2を後退させて前方チャック1の掴み代を確保した後に、前方チャック1、カッタ2及び後方チャック3を最初の位置に戻す。
(もっと読む)
異形断面コイルの製造方法
【課題】特別な工程を設けることなく、スプリングバックによるコイルの変形を防止することができる異形断面コイルの製造方法を提供する。
【解決手段】線材3を芯材31に略螺旋状に巻回して形成したコイル連接体21をプレス成形する際に生じる線材3の変形度合いを調節することにより、線材3を略螺旋状に巻回した際に生じる線材3のスプリングバックを低減する。線材3の各部のプレス成形による厚みの最大加工率が、所定の基準値以上になるように設定される。
(もっと読む)
溶接式ワイヤネットの連続製造用機械
連続して機械に供給される単一のフレキシブルメタルワイヤ(20)を用いてワイヤネット(100)の連続帯材を製造する機械において、前記ワイヤネット(100)はメタルワイヤの同一模様の平面内反復によって構成され、それぞれの模様はメタルワイヤ帯材製造軸心方向に一定ピッチでずらして前のものに重ねられ、メタルワイヤ貯蔵段階、メタルワイヤの機械への連続供給段階、前記メタルワイヤを同一模様の連続に配置する形成段階、メタルワイヤ帯材形成面に向けた前記メタルワイヤ模様を連続して移動するための移送段階、それぞれの模様を平面内に維持し、次の模様の到着までに一定ピッチでそれをずらす段階と、模様を相互に固定する段階、を含むことを特徴とする機械。本発明は、形成されたワイヤネット(100)の帯材およびその製造方法にも関するものである。 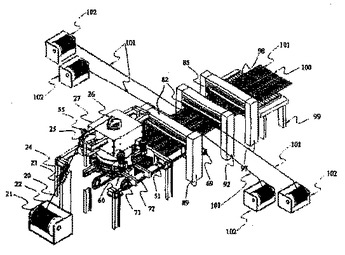 (もっと読む)
(もっと読む)
21 - 26 / 26
[ Back to top ]