
Fターム[4E081AA17]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 目的、効果(突合せ溶接) (656) | 環境改善と安全対策 (8)
Fターム[4E081AA17]に分類される特許
1 - 8 / 8
帯状ワークの突合せ接合装置
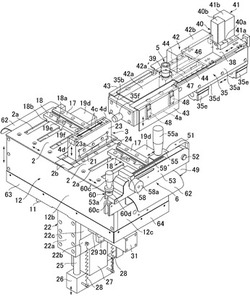
【課題】 帯状ワークの突合せ溶接時にアーク光を遮蔽し、又、帯状ワークの溶接開始位置や帯状ワークの溶接部の圧延開始位置が帯状ワークの幅に関係なく常時一定位置になり、然も、帯状ワークの溶接部の圧延加工を確実且つ良好に行える。
【解決手段】 先行及び後行の帯状ワークW1,W2を挾持固定してその端面同士を突き合せる左右のテーブル2,2と、両帯状ワークW1,W2を同時に切断する切断装置3と、両帯状ワークW1,W2を突合せ溶接する溶接装置5と、両帯状ワークW1,W2の溶接部を圧延加工する圧延装置6とから成る帯状ワークの突合せ接合装置であって、溶接装置5は、前後方向へ往復移動自在な上部フレーム35と、上部フレーム35に配設され、帯状ワークW1,W2の幅方向へ往復移動自在なトーチ走行台38と、トーチ走行台38に上下動自在に支持された溶接用トーチ39と、トーチ走行台38に溶接用トーチ39を覆う状態で取り付けられ、アーク光を遮蔽するトーチカバー42とを備えている。
(もっと読む)
治具ユニット及びこれを用いた円周溶接装置

【課題】 ドラム缶等の天板に口金をシールドガスの雰囲気中でアークにより円周溶接する際に、アークの強烈な光を遮蔽すると共に、溶接部のシールド効果を高められるようにする。
【解決手段】 ドラム缶等の天板50の開口50a周縁部に口金51をシールドガスGの雰囲気中でアークにより円周溶接する際に用いる治具ユニット2であって、治具ユニット2は、天板50及び口金51を支持する下部治具2′と、下部治具2′との間で天板50の開口50a周縁部近傍を挾持固定する上部治具2″とから構成され、上部治具2″は、天板50の開口50a周縁部近傍に当接する環状の上部クランプ16と、上部クランプ16内に水平回転自在に配設され、溶接用トーチ28の先端部が挿入されるトーチ挿入用穴17aを有し且つ天板50と口金51の溶接個所周辺に溶接用トーチ28から放出されるシールドガスGを溜めるためのシールドガス空間Sを形成する円盤状の蓋体17とから成る。
(もっと読む)
金属溶接管製造装置
【課題】従来の金属溶接管製造装置は、復路管の内側に電力供給線を挿入することで電力供給線を冷却するように構成しているので、内面溶接トーチを冷却するのに十分な第2冷却水の流量(流速)を確保するために、復路管の径を大きくする必要があり、小径の金属溶接管に適用できないという問題が生じる。
【解決手段】本発明による金属溶接管製造装置は、往路管130及び復路管131の少なくとも一方を内部に第2冷却水14が通される金属管で構成し、この金属管を電力供給線17として用いる構成としている。
(もっと読む)
配管内面の溶接ヘッド移送装置
【課題】配管の大きさによって上記固定部の長さを調節することができる配管内面の溶接ヘッド移送装置を提供する。
【解決手段】本体とするための連動チャック3と、本体を配管内に固定させるための固定部5と、配管1の周り方向への溶接のための動力を発生する回転駆動モータ13と、回転駆動モータの動力を伝達する回転駆動部15と、回転駆動部を保護し長さ方向の移送装置が取り付けられるように形成されて配管の周り方向に回転する回転カバー17と、配管の長さ方向への溶接のための動力を発生する前後移送モータ21と、溶接トーチ9とカメラが設けられており、配管の長さ方向に移動する溶接ヘッド部7と、溶接トーチの溶接状況と上記配管の内部状況を見せるためのディスプレイ部39とを含んで構成されることを特徴とする。
(もっと読む)
鋼管の突合せ溶接方法および溶接鋼管の製造方法
【課題】高周波誘導加熱を行いながら鋼管の突合せ溶接等をする際に、溶接ビード部の品質の安定化や加熱コイルと溶接ビード部との干渉による作業トラブルの防止を図ることができる鋼管の突合せ溶接方法および溶接鋼管の製造方法を提供する。
【解決手段】鋼管1の軸方向端面どうしを突合せた後、鋼管1を周方向に回転させつつサブマージアーク溶接を行い接合する方法であって、高周波誘導加熱コイル2を用いて鋼管突合せ部の内面および外面の少なくとも一方を予め加熱した後、サブマージアーク溶接を行うとともに、鋼管1の回転中に、高周波誘導加熱コイル2と鋼管突合せ部の内面または外面との間隔tがほぼ一定になるように、鋼管の内面または外面に対する高周波誘導加熱コイル2の垂直方向の相対位置を制御する。
(もっと読む)
溶接鋼管製造用の溶接装置
【課題】主として小径溶接鋼管を製造する際の突合せ部の溶接に際して、シールドガスのシールド機能に悪影響を及ぼさずに、溶接ヒュームを効果的に吸引可能にする。
【解決手段】溶接鋼管を製造する際に、MIG又はMAG溶接等により、かつ、溶接時に発生する溶接ヒュームを吸引しつつ、突合せ部の内面溶接を行う溶接鋼管製造用の溶接装置であり、溶接ヒュームを吸引するヒューム吸引口31aを、溶接部から立ち上がり管内天井面に突き当たって左右内面側壁に沿って降りてくる溶接ヒュームを吸引するように、溶接トーチ13の左右両側に概ね上向きに設ける。ヒューム吸引口31aが上向きなので、溶接トーチ13から下向きに放出されたシールドガスの流れがヒューム吸引により乱されることはなく、シールド機能を損なうことなく溶接ヒュームを吸引できる。
(もっと読む)
溶接鋼管製造用溶接装置
【課題】小径溶接鋼管を製造する場合における突合せ部の内面溶接を実際的に可能にする。
【解決手段】外径約200〜300mmの小径溶接鋼管を製造する際に、MIG又はMAG溶接等で突合せ部の内面溶接を行う溶接鋼管製造用溶接装置であり、管状材(溶接前のものを指す)2の後端側から挿入したブーム18の前端部に溶接トーチ13を取り付けるとともに、この溶接トーチ13のトーチ角度θを50〜70°とし、かつ、溶接トーチを後退させる後退法で突合せ部の溶接を行う。
(もっと読む)
フルフェイスホイール・コンベンショナルホイール共用ホイール製造ライン
【課題】 1つの製造ラインをフルフェイスホイールとコンベンショナルホイールの両方の製造に共用できるようにすること。
【解決手段】 共用リム搬送ライン21と、
共用ディスク搬送ライン22と、
共用リム搬送ラインに設けられたフルフェイスホイール用リム溶接開先切削装置101と、
ディスクのリムへの嵌入機23、およびフルフェイスホイール用のリムのディスクへの仮付け溶接機24と、
コンベンショナルホイールとフルフェイスホイールのリム・ディスク溶接に共用される本溶接機27が1以上配置された溶接ステーション28と、
嵌入機と仮付け溶接機から溶接ステーションまで延びるワーク搬送ライン29と、
を備えたフルフェイスホイール・コンベンショナルホイール共用ホイール製造ライン10。
(もっと読む)
1 - 8 / 8
[ Back to top ]