
Fターム[4E081BB01]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 溶接用材料(突合せ溶接) (172) | 溶加材(フィラーメタル) (87)
Fターム[4E081BB01]の下位に属するFターム
被覆アーク溶接棒 (2)
溶接ワイヤ (70)
インサート材(溶加リングを含む) (12)
消耗ノズル
帯状電極
Fターム[4E081BB01]に分類される特許
1 - 3 / 3
溶接方法および被溶接体
【課題】溶接金属に欠陥が発生するのを抑制すること。
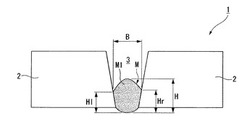
【解決手段】鋼材2同士を互いに突き合わせてMAG溶接する溶接工程を有する溶接方法であって、溶接工程の際、(1)式で示される溶接金属の表面張力推定値γが、1.26以上で、かつ(2)式を満たすように鋼材2同士をMAG溶接する溶接方法を提供する。
[数1]
ただし、(1)式中のSは、溶接金属M中の硫黄の含有比率(重量%)を表すとともに、(1)式中のOは、溶接金属M中の酸素の含有比率(重量%)を表し、S>0.001、かつO>0.01とする。
(もっと読む)
鋼管矢板の2電極ガスシールドアーク溶接方法

【課題】 鋼管矢板の本管と各種連結継手用鋼の2電極ガスシールドアーク溶接方法において、目標とする溶接金属のビード幅、ビード厚およびすみ肉溶接金属の脚長が得られる健全な溶接部を安易に高能率に溶接することができる鋼管矢板の2電極ガスシールドアーク溶接方法を提供する。
【解決手段】 鋼管矢板の本管とP−P形またはP−T形連結継手用の鋼管とを溶接する2電極ガスシールドアーク溶接方法において、本管と鋼管のフレア継手部に鋼粒または鉄粉をフレア開先幅10〜12mmの高さまで充填し、電極トーチを鋼管方向に先行電極:0〜25°、後行電極:0〜10°傾斜させ、電極間距離を先行電極および後行電極のワイヤ間で15〜40mm、ワイヤ径1.6mmで溶接電流を先行電極:490〜580A、後行電極:460〜560Aとし、ワイヤ狙い位置をフレア開先のほぼ中央にして溶接速度を1m/min以上で溶接することを特徴とする。
(もっと読む)
溶接方法及びその方法で溶接された溶接構造体
【課題】溶接方法において、溶接部の溶接状態を目視で容易に外観検査できることである。
【解決手段】第一金属部材10と第二金属部材12とを重ね合わせて溶接する溶接方法であって、第一金属部材10に開口を形成する開口形成工程と、第一金属部材10に形成した開口を第二金属部材12に重ね合わせて凹部18を形成し、凹部18に金属片を挿入して溶接予備基体16を組み立てる溶接予備基体組立工程と、凹部18をレーザ光を照射して加熱して、第一金属部材10と、第二金属部材12と、金属片と、を溶融凝固して接合する接合工程と、を備える。
(もっと読む)
1 - 3 / 3
[ Back to top ]