
Fターム[4E081DA30]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 溶接施工(突合せ溶接) (1,647) | 施工内容 (430) | 変形防止策 (26)
Fターム[4E081DA30]に分類される特許
21 - 26 / 26
建設機械の管状構造物の製造方法及び建設機械の管状構造物
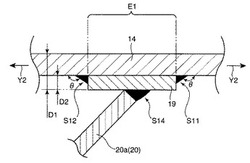
【課題】製造作業の作業性を維持しながら、充分な疲労強度及び優れた美観を有する建設機械の管状構造物を製造することができる方法及び疲労強度を充分に確保しながら美観にも優れた建設機械の管状構造物を提供すること。
【解決手段】板材14〜17同士を組み合わせて相互接合する工程と補強板20を板材14、15に連結する工程とを含む組立工程を行なう前に、補強板20と特定の板材14、15との連結箇所について、板材14、15の内側面上に補助板19を配置してこの補助板19の長手方向の両端面と板材14、15の内側面とを跨ぐように前記両端面に沿って隅肉溶接を施す両側溶接工程を行い、補強板連結工程においては、補助板19が設けられた連結箇所について、この補助板19の表面に補強板20の端部を当ててこの端部の片側面と補助板19の表面とを跨ぐように当該端部に沿って隅肉溶接を施すことにより補強板20を板材14〜17に連結する。
(もっと読む)
接合構造及び接合方法

【課題】 高力ボルト継手を使って桁部材どうしを良好に接合できる接合構造を提供する。
【解決手段】 第1の桁部材10及び第2の桁部材10のそれぞれの側面に当接する添接板と、第1、第2の桁部材のそれぞれと添接板3とを結合するボルト部材4とを備え、第1の桁部材の端面と第2の桁部材の端面とは所定の溶接材料を用いて溶接されており、溶接により生成される溶接金属5は、溶接後の冷却過程でマルテンサイト変態を起こし、マルテンサイト変態開始時における前記溶接金属の状態を第1状態とし、室温まで冷却された前記溶接金属の状態を第2状態としたとき、溶接金属の第1状態に対する第2状態の膨張量又は収縮量が予め定められた許容値以下となるように、該溶接金属の材料組成が設定される。
(もっと読む)
UOEパイプの製造におけるサブマージアーク溶接方法およびそれを用いたUOEパイプの製造方法
【課題】パイプ全長にわたって均一な溶け込み状態とすることで、溶込不良やスラグ巻き込み等の溶接欠陥が発生するのを抑制する。
【解決手段】溶接中、溶接電極とパイプの間の距離を測定し、溶接電極と前記パイプのなす角度を一定とすることを目標に、前記溶接電極の傾斜角度を調整する。
(もっと読む)
配管の溶接方法及び装置
【課題】 配管の厚さが大きい配管同士の溶接による接続において、配管内面の溶接金属部分に軸方向の圧縮残留応力を与え、耐食性を向上する。
【解決手段】 配管のルートパスだけを溶接した後、配管内面に冷却水を流して内面を冷却しながら、配管外面において、溶接を行うトーチの後方で、溶融金属が凝固した直後の高温の段階で冷却水を吹付けて表面を急冷し、配管の外面側に圧縮応力を発生させることにより、配管の周方向の収縮変形の発生を抑制し、配管内面の軸方向残留応力として圧縮残留応力を発生させる。
(もっと読む)
自動すみ肉溶接方法
【課題】 終端部の角巻き溶接におけるビード形状にばらつきがなく、溶接品質が安定する自動すみ肉溶接方法を提供する。
【解決手段】 溶接始端12にストレートトーチ9a及び9bを移動させ、始端側をセンシングして溶接線を補正する(ステップS1)。始端側のセンシングが終了した後、アークを点火し、始端側角巻き溶接を行う(ステップS2)。始端側角巻き溶接に引き続いて本溶接を行う(ステップS3)。本溶接を終端13の手前で一端停止し、アークを切り、その位置を記憶する(ステップS4)。ストレートトーチ9a及び9bを終端13のまで移動し、トーチ先端部の溶接ワイヤにより終端部をセンシングして溶接線を補正する(ステップS5)。次いで、終端13でアークを再開して終端角巻き溶接を行い、本溶接時にアークを切った終端の手前の位置14、15まで本溶接を行い、ビードを先のビードの端部につなぐ(ステップS6)。
(もっと読む)
鋼製セグメント及び鋼製セグメントの製造方法
【課題】欠損部を具備することなく縦梁の機能を奏する補強手段を有する鋼製セグメント、およびその製造方法を提供することを目的とする。
【解決手段】鋼製セグメント100は、主桁1a、1bと、継手板2a、2bと、スキンプレート4と、縦梁部材5とを有する。縦梁部材5は、主桁1aと主桁1bとを連結する縦部材52a、52bと、縦部材52a、52bを連結する横部材51a、51bと、横部材51a、51bを連結して縦部材52a、52bの外周側の端部に設置される外周部材54とから構成される。その製造方法は、スキンプレート4が設置された状態で、縦部材52a、52bと横部材51a、51bとをそれぞれ設置する工程と、前記枠に相当する範囲のスキンプレート4を撤去する工程と、該撤去工程の後、該撤去範囲を経由して外周部材54を設置する工程とを有する。
(もっと読む)
21 - 26 / 26
[ Back to top ]