
Fターム[4E082FA11]の内容
Fターム[4E082FA11]に分類される特許
1 - 14 / 14
溶接用電源装置
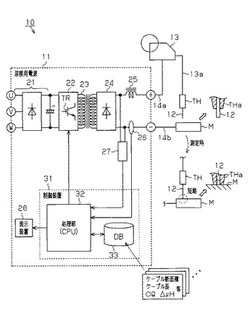
【課題】設置状態に対応して発揮可能な性能を容易に把握することができる溶接用電源装置を提供すること。
【解決手段】コンタクトチップTHaを溶接対象Mに接触させ、パワーケーブル14a,14bを含み整流回路24の出力電力を伝達する経路における合計抵抗値と合計インダクタンス値を算出する。記憶装置33に格納したテーブルから抵抗値とインダクタンス値と性能指数を読み出し、算出した合計抵抗値と合計インダクタンス値に対応する性能指数を算出し、その算出した性能指数を表示装置28に表示する。
(もっと読む)
加工装置

【課題】個々のスイッチ類に幾つかの複合した機能を持たせることによって、部品を削減した加工装置を提供する。
【解決手段】被加工材とトーチを相対的に移動させるための加工装置であって、一つの押ボタンスイッチ5と、被加工材とトーチとの相対的な移動方向を設定するための第1の指標設定点を有する一つのボリューム6と、走行台車Aが停止しているときに第1の指標設定点からの信号を受けたとき被加工材とトーチとの相対的な移動方向を切り替え且つ被加工材とトーチが相対的に移動しているときボリューム6からの信号に応じて相対的な移動速度を変更するように制御する制御装置25と、を有し、走行台車Aが停止しているときにボリューム6を操作して第1の指標設定点からの信号を制御装置25に伝えて相対的な移動方向を設定すると共に押ボタンスイッチ5を操作して相対的に移動させるように構成したものである。
(もっと読む)
溶接シミュレータ
【課題】簡易な構成でより効率的な溶接作業の学習が可能な溶接シミュレータを提供する。
【解決手段】溶接シミュレータ1は、3つのターゲット22a,22b,22cを有する溶接トーチ20と、ターゲット11a,11b,11cを有し溶接対象Mを表示するモニタ10と、溶接トーチ20のターゲット22a,22b,22c及びモニタ10のターゲット11a,11b,11cを検知して溶接トーチ20のモニタ10に対する位置及び角度を検出するカメラセンサ30と、モニタ10上の表示を制御する制御部40と、を備えている。ここで、制御部40は、使用者がモニタ10上の溶接対象Mに溶接トーチ20を当てるようにして溶接作業を模擬した場合に、カメラセンサ30により検出された位置及び角度に応じてモニタ上の溶接対象Mに溶接部をリアルタイムで表示させる。
(もっと読む)
交流パルスアーク溶接方法、交流パルスアーク溶接装置および交流パルスアーク溶接システム
【課題】ワークへの入熱の調整を適切に行うことができる交流パルスアーク溶接方法、溶接装置および溶接システムを提供する。
【解決手段】逆極性にてピーク電流Ippを通電するピーク期間Tppと逆極性にてベース電流Ibpを通電するベース期間Tbpとを含む逆極性パルスを第1の所定回数繰り返す逆極性期間と、正極性にてピーク電流Ipnを通電するピーク期間Tpnと正極性にてベース電流Ibnを通電するベース期間Tbnとを含む正極性パルスを第2の所定回数繰り返す正極性期間と、を1周期として繰り返して溶接を行うものであって、ピーク期間Tpnはピーク期間Tppより短く、ピーク電流Ipnの絶対値はピーク電流Ippの絶対値より小さいことを特徴とする。
(もっと読む)
熔接プロセスを制御する方法及び熔接プロセスを行なうための熔接装置
【課題】熔融する電極を用いて、熔接プロセスを制御及び/又は調整するための方法及び装置を提供する。
【解決手段】アークを点火したあと、異なった熔接パラメータに基づいて調整された熔接プロセスは、熔接電源2によって実行される。当該プロセスは制御デバイス4によって制御される。上記プロセスを行うための装置に関する。ワークピース16に熱を導入するために熱を少なくすることが制御される。少なくとも二つの異なったプロセス相が周期的に組み合わされている。パルス電流相27及び冷間金属移行の相28のような、異なった材料移行及び/又はアークタイプによって、プロセス相はエネルギの異なった入力を持っている。
(もっと読む)
溶接機および溶接装置および溶接条件設定方法
【課題】例えば、定格溶接電流が500Aである溶接機に、定格電流が350Aである溶接用トーチを接続し、溶接電流を500Aに設定して溶接を行ったとすると、定格電流が500Aである溶接トーチを接続して溶接を行う場合に比べて溶接用トーチの温度上昇が高くなる。
【解決手段】溶接を行う際の溶接電流値を設定する溶接電流設定モードと設定可能な溶接電流値の上限値である溶接電流上限値を設定する溶接電流上限値設定モードとを切り替えて選択する選択部と、前記選択部により選択されたモードの値を表示する表示部と、前記表示部に表示された値を変更して設定するための設定部とを備え、前記溶接電流上限値設定モードにおいて、前記溶接電流上限値は可変設定可能であり、前記溶接電流設定モードで設定可能な溶接電流値は、前記溶接電流上限値設定モードで設定された溶接電流上限値以下とするものである。
(もっと読む)
溶接電源装置
【課題】複数の溶接電源に記憶されている各溶接条件パラメータの設定及び管理を一台のフロントパネルで行うこと。
【解決手段】 溶接電源と溶接電源に設けられ複数の選択手段及び表示器を有するフロントパネルとを備えた溶接電源装置において、フロントパネルは溶接方法に応じて適正な溶接条件を選択する複数の選択手段と、所定の長さを有する多芯ケーブルと選択手段によって選択された溶接条件を溶接電源に伝送するフロントパネル制御回路とで形成し、溶接電源は伝送された各溶接条件を溶接条件パラメータにして記憶する主制御回路を有し、多芯ケーブルを溶接電源に接続するとフロントパネル制御回路は記憶されている溶接条件パラメータを読み込んで表示器に表示し、選択手段で溶接条件を選択すると主制御回路は伝送されてくる各溶接条件を新たな溶接条件パラメータとして記憶する溶接電源装置である。
(もっと読む)
手動で操作される器具に接続された電源の遠隔制御のための方法および装置
ユーザに手動で操作される器具(4)に接続された電源(1)を操作する方法および装置であって、前記電源(1)のパラメータを、前記電源(1)上の操作・表示ユニット(2)の操作要素(3)によって設定し、空間内での前記器具(4)の移動を、前記電源(1)に配設した評価ユニット(9)によってキャプチャーする。存在するユーザの保護着衣を取り外す必要がない、前記電源(1)の早くて急な操作を可能にするために、前記電源(1)において有効化されるべき操作機能を提供し、それによって、前記空間(6)内での前記器具(4)の移動がキャプチャーされ、前記移動の結果の前記器具(4)の位置が前記操作・表示ユニット(2)に関連付けられる。 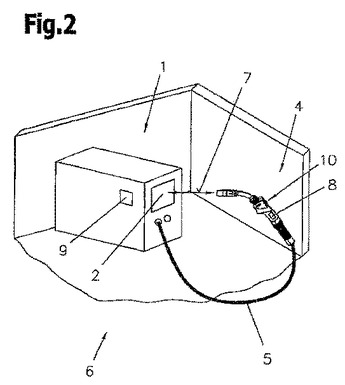 (もっと読む)
(もっと読む)
アーク溶接機
【課題】溶接条件に関する知識をあまり有しない作業者でも、容易に溶接条件の設定を行うことができる溶接機を実現する。
【解決手段】第2の記憶部に予め複数の溶接条件を記憶させておき、第2の記憶部には複数の溶接条件の各々に対応付けられた番号と名称も記憶されており、ダイヤル部および/またはスイッチ部を操作することで表示部に溶接条件に対応付けられた番号と名称を順次表示して作業者に視認可能とすることで作業者による溶接条件の選択を容易にし、ダイヤル部および/またはスイッチ部の操作により選択された溶接条件を第2の記憶部から第3の記憶部に読み出して溶接を行う。
(もっと読む)
非消耗電極アーク溶接装置
【課題】 溶接作業者が手動で行う非消耗電極アーク溶接において、アーク長が常に適正値になるように溶接トーチを維持して溶接を行うためには熟練した技能が必要である。さらに、ワーク形状の制約からアーク長を目視で確認しづらい場合もある。本発明は、アーク長を容易に適正値に維持することができる非消耗電極アーク溶接装置を提供する。
【解決手段】 非消耗電極1と母材2との間にアーク3を発生させるための溶接電流Iw及び溶接電圧Vwを出力する非消耗電極アーク溶接装置において、前記溶接電圧Vwを検出する電圧検出手段VDと、この溶接電圧検出値Vdを入力として前記溶接電圧値Vwに応じて増加又は減少するサウンドの周波数Frを設定するサウンド周波数設定部FRと、この設定された周波数Frを有するサウンドを鳴らすサウンド出力手段SDと、を備えている。
(もっと読む)
管端シール溶接方法および管端シール溶接装置
【課題】溶接作業の放置化と溶接不良の低減とを図ることができる管端シール溶接方法および管端シール溶接装置を提供する。
【解決手段】鉛直に設けられた管板4の各管穴41に水平に伝熱管5を挿入し、その管穴41周りの管端51をティグ溶接する管端シール溶接方法において、予め上記管端51に対する電極21の距離を設定すると共に、その電極位置でのアーク電圧を基準アーク電圧として記憶し、その後、溶接時に、アーク電圧をサンプリングすると共に、そのサンプリングしたアーク電圧と上記基準アーク電圧とを比較し、両アーク電圧の差が所定の判定電圧差を超えるときに、溶接を中断するものである。
(もっと読む)
アーク溶接機の表示装置
【課題】 長寿命化を目的とし溶接待機中は表示器を消灯していた。しかし、再点灯するには作業者が溶接電源の場所に戻り、何等かの制御スイッチを操作する必要があった。
【解決手段】 負荷に予め定めた電力を供給する主電源回路と、起動/停止を指令するトーチスイッチと、作業者がトーチスイッチを押す時間が予め定めた判別時間以上のとき起動指令信号を出力し、判別時間未満のとき表示指令信号を出力する起動・表示判別回路と、起動指令信号が入力されると主電源回路を制御して出力を開始する主制御回路と、溶接条件を表示する表示器と、起動指令信号が入力されている期間中は上記表示器を点灯させ、起動指令信号が入力されていない期間中は消灯させ、表示指令信号が入力されると所定時間の間表示器を点灯させる表示駆動回路と、を具備したアーク溶接機の表示装置である。
(もっと読む)
溶接方法及び溶接装置
【課題】溶接異常を検知することができ、しかも、その異常の発生位置及び長さを検出することができ、また、溶接異常部の補修を行うことができる溶接方法及び溶接装置を提供する。
【解決手段】溶接開始信号を入力した後、溶接電流・電圧検出手段1にて検出した溶接電流及び溶接電圧が設定範囲外であるときを異常識別手段2でもって溶接異常とする。開始信号入力タイミングを時間軸基準にして、異常発生時刻及び異常終了時刻を時刻算出手段3にて算出する。これらのデータとロボット位置情報から異常発生位置11及び異常終端位置12を演算手段8にて演算する。
(もっと読む)
溶接機用電源装置
【課題】 溶接作業に先立って毎回行われる煩雑な各種溶接条件の設定を省略する。
【解決手段】
溶接プロセス、各種のパラメータの値を含む各種の溶接条件を操作パネル部分96において設定する。メモリ105は、操作パネル部分96で設定された溶接条件を記憶し、主電源スイッチ1のターンオフ後もそれを保持する。溶接を行うために主電源スイッチ1をターンオンすると、メモリ105に記憶された溶接条件が呼出されて、その溶接条件が溶接用電源装置に設定される。
(もっと読む)
1 - 14 / 14
[ Back to top ]