
Fターム[4E087DB04]の内容
鍛造 (11,151) | 他の加工処理との組合せ (1,433) | 機械加工 (447) | 切削、研削加工 (124)
Fターム[4E087DB04]に分類される特許
121 - 124 / 124
波動歯車装置の剛性内歯歯車の製造方法

【課題】 波動歯車装置の剛性内歯歯車を、異なる素材の内歯形成部分と歯車本体部分からなる複合構造とし、これらの部分を確実に一体化できる製造方法を提案すること。
【解決手段】 第1のアルミニウム合金粉末を用いて、歯車本体部分を形成するための歯車本体用リング11をプレ成形し(工程ST1、3)、第1のアルミニウム合金粉末に比べて、加工性および靭性が低く、耐磨耗性および硬度が高い第2のアルミニウム合金粉末を用いて、内歯形成用リング12Aをプレ成形し(工程ST2、4)、歯車本体用リング11Aの内側に内歯形成用リング12Aを嵌めた状態でこれらを粉末鍛造して一体化し(工程ST5)、得られたリング状の鍛造品に歯切り加工を含む後加工を施して(工程ST6)、波動歯車装置の剛性内歯歯車を製造する。
(もっと読む)
スパッタターゲット及び回転軸方向鍛造によるその形成方法
回転軸方向鍛造を用いてスパッタターゲットを作製する方法が記載される。当該鍛造工程の前及び/又は後に他の熱機械加工工程を用いることができる。特有の粒子サイズ及び/又は結晶構造を有することができるスパッタターゲットがさらに記載される。 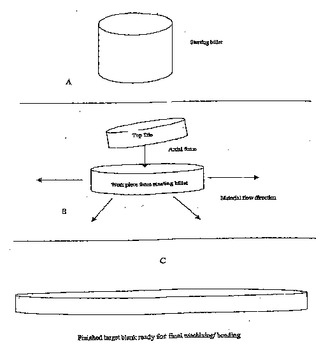 (もっと読む)
(もっと読む)
クランクシャフトの耐久限度、特に曲げ強さ及びねじり強さを向上させる方法及び装置

本発明は、溝、孔の口、及び断面遷移部等の高応力領域での局所限定的なハンマリングによって、クランクシャフトの曲げ強さ及び耐久限度を向上させる方法に関し、この方法では、打撃工具を備える圧力衝撃機又は打撃装置が用いられる。圧力衝撃機又は打撃装置は、打撃工具と加工すべきクランクシャフト部分の上記表面との間に圧縮応力が導入されるときに、加工すべきクランクシャフト部分の表面に対する打撃工具の相対変位のみを行う。本発明は、クランクシャフトの耐久限度を向上させる装置にも関する。 (もっと読む)
部材の成形方法、バルブガイド及びその成形方法、筒状部材の成形方法
【課題】 内周部にアンダーカット部を有する部材を簡単に成形できる方法を提供する。
【解決手段】 スウェージング加工装置を用いて凹部2とアンダーカット部3を形成した素材1を成形するには、先ずクランパ11で素材1を把持するとともに、素材1の凹部2内にマンドレル12を挿入する。このマンドレル12の外径は目的とする製品(燃料噴射ノズル)の袋穴の内径と等しいものを用いる。そして、マンドレル12で素材1をストッパ13に当接する位置まで押し込み、スウェージング金型8によって素材1の外面を叩いてスウェージング加工を施す。このスウェージング加工により凹部2の内径はマンドレル12の外径まで縮径されるが、アンダーカット部3は残る。
(もっと読む)
121 - 124 / 124
[ Back to top ]