
Fターム[4E087DB04]の内容
鍛造 (11,151) | 他の加工処理との組合せ (1,433) | 機械加工 (447) | 切削、研削加工 (124)
Fターム[4E087DB04]に分類される特許
61 - 80 / 124
中空バルブの製造方法
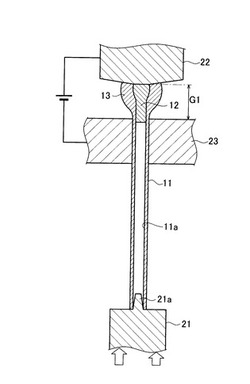
【課題】通電アプセット成形による厚肉なオニオン形部分に座屈によるしわが生じることを防止し、その後の傘部の成形不良を防止すること。
【解決手段】中空バルブの製造方法は、(1)第1工程で、一端部に所定長さだけ芯材を挿入したパイプ素材を準備し、(2)第2工程で、芯材が挿入されているパイプ素材の一端部を通電アプセット成形することで厚肉な中実オニオンに成形し、(3)第3工程で、厚肉な中実オニオンを熱間鍛造により一次傘形部に成形し(4)第4工程で、一次傘形部を切削加工により二次傘形部に整形し、(5)第5工程で、部品組み付けにより傘部端部に傘端部材を組み付け、パイプ素材の先端部に軸端部材を組み付け、(6)第6工程で、部品溶接により傘端部材と軸端部材をパイプ素材に溶接し、(7)第7工程で、粗製品を仕上げ加工することにより中空バルブの最終製品を得る。
(もっと読む)
等速ジョイントおよび等速ジョイント外輪の製造方法

【課題】 鍛造加工後の後加工を低減して加工工数の低減を図ると共に、歩留りの向上を図ることができ、かつ等速ジョイント外輪の剛性も確保できて、材質面からも実用化が可能であり、さらに外輪外径面のブーツ溝の加工等に際して切削工具の短寿命の問題のない等速ジョイントおよび等速ジョイント外輪の製造方法を提供する。
【解決手段】 炭素成分が0.37wt%以上0.61wt%以下である機械構造用炭素鋼に熱間鍛造または温間鍛造を施して、開口端に向けて広がりを持つカップ状の外輪前素材1Mを成形する外輪前素材成形過程と、外輪前素材1Mに冷間鍛造を施して、外輪1のカップ部分1aにおける外径面の表面硬度を250HV以上350HV以下に規定する冷間鍛造過程とを有する。
(もっと読む)
中空ラック軸の製造方法および製造装置
【課題】ねじれ角、ピッチ等の変化が大きなバリアブルステアリング装置用の中空ラック軸にも対応可能な中空ラック軸の製造方法および製造装置を提供する。
【解決手段】ラック歯11の諸元が一律でない中空ラック軸10を、成形型20およびマンドレル30を用いて塑性加工により製造する中空ラック軸の製造装置において、成形型のラック歯成形部位に対応する位置に着脱可能な着脱部20を有し、着脱部を取外した状態で、所定のラック歯に対してその一部を切除する加工工具25を備えた。
(もっと読む)
鍛造ピストン用ビレット、鍛造ピストン用ビレットの製造方法、鍛造ピストンの製造方法および内燃機関の製造方法
【課題】成形性(鍛造性)に優れたビレットを製造し得る鍛造ピストン用ビレットの製造方法を提供する。
【解決手段】本発明による鍛造ピストン用ビレットの製造方法は、アルミニウム合金の溶湯を濾過する工程と、濾過された溶湯を金型のキャビティに注ぐ工程と、キャビティに注がれた溶湯をキャビティの底面および側面から冷却することによって成形体を形成する工程とを包含する。
(もっと読む)
ロータハブ、スピンドルモータ、及びハードディスク駆動装置。
【課題】塑性加工と切削を併用して製造されたスピンドルモータ用のロータハブにおいて、塑性加工後の切削性を向上して生産性を高め、かつ、介在物による汚染を防止する。
【解決手段】素材としてフェライト系快削ステンレス鋼を用いることで切削性を改善する。塑性加工の条件を適切に選択することで、加工時の割れを回避する。同時に、塑性加工を利用して、鋼中の介在物を積極的に回転、変形、分断する。これにより、介在物の脱落が起こりにくくなる。
(もっと読む)
TiAl金属間化合物基合金の成型方法、及び、当該成型方法により成型した成型物
【課題】酸化による損耗を招くことなく、酸化層や母材変質層の除去並びに軟化熱処理を必要とせず、ニアネット成型が可能なTiAl合金の成型方法を提供する。
【解決手段】TiAl金属間化合物基合金の成型方法であって、Mn(マンガン)又はV(バナジウム)を含有する板状のTiAl金属間化合物基合金を真空又は不活性雰囲気下にて1150℃以上1250℃以下に所定の時間保持した状態でホットプレス装置により型材を用いてホットプレスして凹状に成型することを特徴とするTiAl金属間化合物基合金の成型方法。
(もっと読む)
スプライン部材の製造方法
【課題】バリ取り工程が不要であり、生産性の向上を図ることができるスプライン部材の製造方法を提供すること。
【解決手段】スプライン部材1の製造方法は、素材を塑性変形させる塑性加工を行い、先端面21を拘束することなく自由状態で延伸させてなる円筒状のボス部2を形成するボス形成工程と、ボス部2の先端面21のうちの内周側部分を軸方向に押圧して、基板部11からの距離を所定距離に調整してなるスプライン基点面22を形成するスプライン基点面形成工程と、ボス部2の内周面201に、スプライン基点面22から軸方向に沿ってスプライン部3を形成するスプライン形成工程と、ボス部2のスプライン形成領域30を切削しないように、ボス部2におけるスプライン形成領域30よりも先端側の不要部を切削する切削工程とを有する。
(もっと読む)
可変ケース深さの粉末金属歯車及びその製造方法
本発明は、複数の歯及び複数の歯に鍛造された可変ケース深さ分布を備える歯車、及び、その製造方法を提供する。複数の歯の各々は、第一表面部及び歯元を有している。可変ケース深さ分布は、複数の歯の各々に形成されており、第一表面部上に大きな耐磨耗性及び歯元内に大きな耐衝撃性を示す。  (もっと読む)
(もっと読む)
フランジ付きハウジング部材の成形方法及び装置
【課題】フランジ付きハウジング部材であっても、全体にわたり十分精度を確保でき、コスト的にも作業性の面でも有利なフランジ付きハウジング部材の成形方法及び装置を提供する。
【解決手段】フランジ付きハウジング部材である成形素材Wをパンチ10に保持した状態で、サイジングダイ15と加圧部材50とによりフランジ部Fを成形し、加圧部材50とパンチ10とにより成形素材Wを保持した状態で、サイジングダイ15をパンチ10に対し移動して成形素材Wの胴部1をしごき内外両周面を加工することを特徴とする。
(もっと読む)
エンボスソケットの製造方法
【課題】ソケットユニットにエンボス構造を作り出し、かつソケットの変形や損害を起こさないエンボスソケットの製造方法の提供。
【解決手段】本発明の『エンボスソケットの製造方法』は先ずソケットの連接孔に心棒を挿入し、それからエンボスステップを行い、ソケットの両側にそれぞれ標示エリアをエンボスし、それが完成してから心棒を引き出す。エンボスの動作はソケットに大きな力を施すので、心棒がソケットの連接孔に挿入されたら、ソケットが受けるエンボスの力は有効に心棒に伝え、心棒の反作用力はソケットに字形がエンボスされても変形して壊れることのない効果が得られ、このように、本発明はソケットユニットに直接エンボス動作を行うことができ、ソケットの変形破損の問題が起こらなくなる。
(もっと読む)
雌ねじの形成方法
【課題】筒状部材への雌ねじ形成を簡単に、かつねじ切り負荷を小さくできるようにする。
【解決手段】円形穴12を有する筒状部材1の6角形の外周11を、ダイス2の円弧溝21で押圧して円形に縮径すると、この円形穴が6角形穴12aに塑性変形する。次に6角形穴12aに内接する円の直径とほぼ同じ下径のタップで、雌ねじ13を形成する。雌ねじ13は、6角形穴12aの各辺の中央近辺にのみ形成されるので、ねじ切り負荷を小さくできる。なお6角形穴12aには、塑性変形によって加工硬化が期待される。
(もっと読む)
締結ナットの製造方法
【課題】材料の損失が発生することがなく、コスト高とならない締結ナットの製造方法を提供する。
【解決手段】金属板材を絞り加工により、有底筒状に形成し、逆絞りにより、底部から内側に向かって突出した内側円筒部4を形成し、内側円筒部4の底部4aを、ピアシングにより穿孔するとともに、内側円筒部の板厚4を、板厚増加加工により増加させて締結部を形成する。なお、板厚増加加工は、圧縮絞りパンチにより、内側円筒部4の外表面の表面積を減少させ、この表面積の減少に相応する体積を、塑性流動により内側円筒部4の厚さに遷移させる多段圧縮絞りにより行うことが好ましい。また、板厚増加加工はスエージングにより行うことが好ましい。
(もっと読む)
フランジ付き部材の製造方法およびこれに用いられるワーク部材
【課題】冷間鍛造によりワーク部材をプレス加工して底付きの円筒部とこの円筒部の外周にフランジ部とを形成する際の成形不良の発生を抑制する。
【解決手段】円柱端面の中心に穴部26Bが形成されると共に穴部26Bの底部に凹部28Bが形成された円柱状のワーク部材20Bを形成し、このワーク部材20Bの穴部26Bに嵌合して穴部26Bの底部を押圧可能な凸部とこの凸部の外周との間で環状の空間を形成しワーク部材20Bの円柱端面を押圧可能な凹部とを有する金型を用いてワーク部材20Bをプレス加工する。これにより、工程プロセス中にワーク部材20Bの穴部26Bに金属滓やボンデ滓などの滓や加工油などが付着した場合でも、凹部28Bを滓溜まりとして機能させることができる。この結果、滓や油などに起因する欠肉などの不具合の発生を抑制することができる。
(もっと読む)
圧縮鍛造方法
【課題】圧縮鍛造で鋼塊を素材として用いる場合に、ポロシティーを除去して、鋼製品の引張り強さ、延性、耐衝撃性、靭性を一定以上の水準に保持することが可能な圧縮鍛造方法を提供する。
【解決手段】素材として円筒状の鋼塊(いわゆる「丸ビレット」1)を型(下型22)に設置し、鍛造時に座屈しないように鍛造をおこない、かつ、圧下比および鍛造比が基準値以上となるように鍛造をおこなう。たとえば、鍛造比が1.2以上で横方向圧縮鍛造をおこない、その後、圧下比が1.7以上で軸方向圧縮鍛造がおこなわれる。
(もっと読む)
鍛造成形品およびその製造方法
【課題】貫通孔を有する鍛造成形品を製造する際の鍛造工程におけるワークピースの意図しない変形を抑制する。
【解決手段】本発明による鍛造成形品は、マグネシウム合金製の鍛造成形品であって、所定の方向Xに延びる貫通孔1aが形成された貫通孔形成部2aと、所定の方向Xに交差する方向に広がる底部3とを有する。貫通孔1aは、鍛造によって形成された第1の部分Aと、鍛造後に形成された第2の部分Bとを含み、貫通孔1aの第2の部分Bは、所定の方向Xにおける貫通孔1aの中央から底部3側にずれて位置している。
(もっと読む)
軌道輪部材の製造方法
【課題】外周面に軸方向外寄り部分に支持フランジ7aを、内周面に複列の外輪軌道5、5を、それぞれ有するハブ10の如き軌道輪部材の製造方法を改良し、これら両軌道輪5、5の転がり疲れ寿命を確保する。
【解決手段】(A)→(B)の第一の据え込み工程と、(B)→(C)の剪断・押し出し工程と、(C)→(D)の第二の据え込み工程と、(D)→(E)の打ち抜き工程を経て、素材16を第四中間素材20に加工する。上記剪断・押し出し工程では、軸方向他端面に開口する断面円形の凹孔37の周囲を主円筒部36とした第二中間素材18を得る。上記第二の据え込み工程では、一部の金属材料を径方向外方に移動させ、上記支持フランジ7aを形成する。上記第四中間素材20のうちで外輪軌道5、5を形成すべき部分に、上記素材16を構成する金属材料のうちで径方向中間部の金属材料13を存在させて、上記課題を解決する。
(もっと読む)
等速ジョイント用外輪部材の製造方法
【課題】カップ部の内球面に対する加工負荷を削減して研磨加工時間を短縮することにある。
【解決手段】後方押し出し成形を施して大径部14を後方に伸長させ、内壁面にボール転動溝17a〜17fを形成すると共にカップ部8の内球面74に対して凹部76を形成した後(2E参照)、前記カップ部8に対してしごき成形を遂行する(2F参照)。さらに、前記凹部76を残存させた状態で前記内球面74に対する研磨加工を遂行することにより、製品としての等速ジョイント用外輪部材100が得られる。
(もっと読む)
筒状のハウジングおよび該ハウジングを製造するための方法
筒状のハウジングが、円形の横断面を有する1つの同軸的な開口(2)と、筒状のハウジングの長手方向軸線に対して平行に延びる、楕円形の横断面を有する少なくとも1つの管路とを有している。円筒状のハウジングを製造するために、筒状のブランクに、大きな直径を有する1つの同軸的な開口(2)と、該開口(2)に対して平行に延びる、小さな直径を有する少なくとも1つの孔とが形成され、引き続き、同軸的な開口にマンドレルが導入され、その後に、筒状のハウジングを製造するために、穿孔された筒状のブランクの周面に力が加えられる。別の製造方法は、金属ストリップを膨出部が生じるように圧延し、該膨出部に孔を形成し、該膨出部を平らに均すために力を加えることにある。この場合、膨出部に延びる孔にそれぞれ楕円形の横断面が付与される。最後に、該金属ストリップがマンドレルに巻き付けられ、円形の横断面の同軸的な開口が形成される。  (もっと読む)
(もっと読む)
三次元ヒンジ金具の壁域を補強する方法
【課題】継手ヒンジ金具が継手ヒンジ金具の内歯部を支持する縁とつぼ状本体部分の間の壁域の破壊に対する格段に高い安全性をもって費用適切に使用され得るように、製造方法を改良する。
【解決手段】ヒンジ金具1の縁とつぼ状本体部分3の間の壁域10の壁厚は、少なくとも二段冷間鍛造の押圧過程よって生じた押圧方向に対して斜め反対方向の塑性流動が、変形により生じた材料流出を壁域内でほぼ補うことにより補強される。
(もっと読む)
圧縮機用シュー及びその製造方法
【課題】軽量化と実用的な強度とを両立し、かつ容易に製造可能な圧縮機用シューを提供する。
【解決手段】本発明の圧縮機用シュー21は、斜板8と摺接する斜板摺接面211aをもつ基部211と、基部211と一体をなし、ピストン10に球面で凹設された受け座10aと摺接する受け座摺接面212aをもつ半球部212とを有する。斜板摺接面211aは、半球部212の裏側に立設されたリブ214によって形成されている。また、受け座摺接面212aが基部211の表側に立設されたリブ214によって形成されていてもよい。
(もっと読む)
61 - 80 / 124
[ Back to top ]