
Fターム[4E087DB12]の内容
鍛造 (11,151) | 他の加工処理との組合せ (1,433) | 非機械加工 (382) | 鋳造 (25)
Fターム[4E087DB12]に分類される特許
1 - 20 / 25
鍛造ビレット、鍛造ビレットの製造方法及びホイールの製造方法
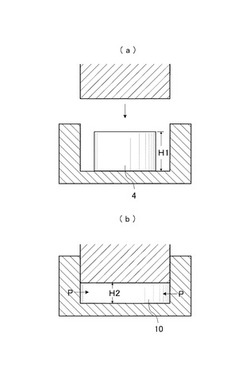
【課題】機械的強さに優れる鍛造ビレット及び鍛造ビレットの製造方法並びに軽量であり且つ機械的強さに優れるプレホイール及びホイールの製造方法を提供する。
【解決手段】軽金属合金を鋳造して鋳造ビレット4とし、該鋳造ビレット4を加圧圧縮して該鋳造ビレット4の金属組織を微細化した鍛造ビレット10であって、軽金属合金がジュラルミンであり、シャルピー衝撃値が30J/cm2以上である鍛造ビレット10である。
(もっと読む)
プレス金型、プレス金型の設計方法、サイジングプレス方法及びサイジングプレス機

【課題】 プレス金型に偏芯荷重が発生することを抑制して、プレス金型を支持する機構に対する負荷を低減する。
【解決手段】本発明のプレス金型1は、鋳片を所定の幅までプレスするサイジングプレス機2に備えられ、プレス金型1は鋳片Sの幅方向の両側に一対に配備されており、プレス金型1は鋳片Sの移送方向の出側に向かうにつれて徐々に互いの間隔が狭まるように傾斜したテーパ面状の第1プレス面4と、第1プレス面4の出側に連設して形成されると共に移送方向と平行な平面状の第2プレス面5と、を備えていて、0≦(L1+L2)-(L1+ΔWmax/2/tanθ)/2なる関係を満たすと共に|(L1+L2)-(L1+ΔWmax/2/tanθ)/2|が最小となるようなL1(プレス1回当たりの鋳片Sの送り量)、L2(クランク軸9の中心〜第1プレス面4と第2プレス面5との境界までの距離)を備える。
(もっと読む)
薄板状のSiC/Al系複合材の製造方法
【課題】ボイドが存在する恐れが少なく、製造コストが安価な薄板状のSiC/Al系複合材の製造方法を提供する。
【解決手段】溶融AlにSiC粉末と溶融Alに対して1〜3重量%のMgとを添加した溶湯Mを生成する工程と、溶湯Mを鋳造して中間板状体Cを形成する工程と、中間板状体Cを1MPa以下の加圧力で熱間鍛造して薄厚化し、厚さ2mm以下の薄板材を形成する工程とを備える。
(もっと読む)
アルミニウム合金鍛造材およびその製造方法
【課題】Feの含有量が0.4質量%以下のアルミニウム合金と同等の耐破壊靭性と疲労特性を有するアルミニウム合金鍛造材を提供する。
【解決手段】Si:0.4質量%以上1.5質量%以下、Fe:0.4質量%超え1.0質量%以下、Cu:0.40質量%以下、Mg:0.8質量%以上1.3質量%以下、Ti:0.01質量%以上0.1質量%以下で含有し、かつZn:0.05質量%以下に規制し、さらにMn:0.01質量%以上1.0質量%以下、Cr:0.1質量%以上0.4質量%以下、およびZr:0.05質量%以上0.2質量%以下の群から選択される少なくとも一つを含有するとともに、水素量を0.25ml/100gAl以下に規制し、残部が不可避的不純物およびAlからなり、平均結晶粒径が50μm以下、晶出物面積率が3%以下、平均晶出物サイズが8μm以下とした。
(もっと読む)
軽合金で作製され、中実部分または薄肉化部分を組み込んだ鍛造品を製造するためのプロセス
一又は二以上の凹みを備えた鋳造され鍛造される部品の製造方法
【課題】製造工程が少なく及び廉価のパーツの製造方法を提供することである。
【解決手段】一又は二以上の穴の開いた凹み1Cあるいは止まり穴の凹み1Cを含む鋳造プレフォーム1を形成する段階と、プレフォーム1を、該プレフォームの温度を一様に保持するトンネル炉に移動する段階と、鋳造プレフォーム1をプレス上に配備された圧造ダイに位置づける段階と、鍛造作業の前に、コマンドにより、一又は二以上の多方向ロッド2を鋳造プレフォーム1の凹み1Cあるいは空洞に一又は複数のロッド2を導入する段階と、形作られた凹み1Cの中にロッド2が一時的に位置付けられている間にロッド2を受けるプレフォーム1を所定の大きさにする段階と、上部鍛造ダイを持ち上げて鍛造されたプレフォーム1を自由にする段階と、凹み1Cに位置付けられたロッド2を引き出す段階と、鍛造されたプレフォーム1を取り外す段階とを実施する。
(もっと読む)
大断面鋼材の製造方法
【課題】
大断面丸鋼の製造において、1)連続鋳造スラブを素材とし、2)水圧プレスにより低コストで成形する。3)ESR鋼塊に代替可能とする。
【解決手段】
スラブ側面を熱間で水圧プレスにより圧下して断面を円に成形する際、該スラブを延伸拘束枠内で圧下することにより圧下歪みを全量拡幅歪みに移行させ、断面減少の無い加工を施す。圧下に伴う圧下方向の挫屈、軸方向の挫屈を防止するため該枠内に挫屈拘束ガードを設ける。スラブの製造には凝固組織が主に柱状晶から成る真空中空鋳片を圧接圧延して中実材とする連続鋳造方法を採用するとESR鋼塊と同様の均質性があり且つ該鋼塊よりも大断面の鋼材が製造可能になる。
(もっと読む)
耐食性及び加工性に優れた高強度Al合金鍛造材及びその製造方法
【課題】鍛造材の表層部に粗大な結晶粒が存在せず、所定の硬さ以上である、耐食性及び加工性に優れた高強度Al合金鍛造材を提供すること。
【解決手段】質量基準で、Mg:0.6〜1.2%、Si:0.4〜1.3%、Cu:0.03〜0.8%、Fe:0.04〜0.5%、及びTi:0.005〜0.10%を含有し、残部がAl及び不可避的不純物である合金組成のAl合金からなる鍛造材において、その任意の断面におけるビッカース硬さが110HV10以上で、且つその表層部における平均結晶粒径が150μm以下であり、金属間化合物の最大粒径が5μm未満となるように構成した。
(もっと読む)
マグネシウム合金、およびその製造方法
【課題】常温での加工性に優れ、かつ強度の高いマグネシウム合金の製造方法を提供する。
【解決手段】Zn,Al,Mgを少なくとも含むマグネシウム合金の製造方法は、原料を溶融して融液を形成する工程Aと、前記融液を鋳型に流し込み、固化させてインゴットを形成する工程Bと、前記インゴットを所定の温度において、その組成を均質化する工程Cと、前記インゴットを少なくとも3方向からそれぞれ順に押圧する多方向鍛造法を用い、第一のマグネシウム合金を形成する工程Dと、を少なくとも順に備えている。
(もっと読む)
エンジンまたはコンプレッサーのピストン用アルミニウム合金及びエンジンまたはコンプレッサーのピストンの鍛造方法
【課題】優れた鍛造性と、鍛造後の高温における優れた機械的特性とを備えるピストン用のアルミニウム合金及びピストンの鍛造方法を提供する。
【解決手段】アルミニウム合金は、7〜17重量%のSi、0.5〜3重量%のCu、0.4〜1.5重量%のMg、0.6〜1.2重量%のMn、0.8〜3重量%のNi、0.05〜0.3重量%のZr、0.15〜1.0重量%のFe、不可避的不純物を含むアルミニウム合金を、12〜50℃/秒の冷却速度で凝固させた鋳造体で、DASが2〜18μmである。0.01〜0.3重量%のTiを含んでもよく、0.01〜0.3重量%のSbまたは0.005〜0.1重量%のBeを含んでもよい。ピストンの鍛造方法は、前記鋳造体に対して、200〜240℃の温度で、20〜45%の加工率の予備加工を施して鍛造用アルミニウム合金素材を形成し、該鍛造用アルミニウム合金の再結晶温度を超える温度で鍛造加工を施す。
(もっと読む)
鍛造用マグネシウム合金
【課題】優れた機械的特性と鍛造性とを備える鍛造用マグネシウム合金及びその製造方法を提供する。
【解決手段】鍛造用マグネシウム合金は、全量に対し、6〜10重量%のAlと、0.4〜2重量%のZnと、0.05〜0.3重量%のMnと、0.4〜1.5重量%のCaと不可避的不純物とを含む鋳造体であって、デンドライトアーム間隔が0.5〜15μmであり、晶出物の粒子径が1〜10μmである。鍛造用マグネシウム合金は、全量に対し、0.01〜0.3重量%のSbまたは0.006〜0.2重量%のBeを含んでもよく、全量に対し、1.2重量%以下のCeを含んでもよい。鍛造用マグネシウム合金の製造方法は、全量に対し、6〜10重量%のAlと、0.4〜2重量%のZnと、0.05〜0.3重量%のMnと、0.4〜1.5重量%のCaと不可避的不純物とを含むマグネシウム合金を鋳造し、得られた鋳造体を12〜40℃/秒の速度で冷却する。
(もっと読む)
マグネシウム合金の鍛造方法
【課題】鍛造時に割れを発生せず、高精度に型充満することができ、優れた機械的強度を備える鍛造品が得られるマグネシウム合金の鍛造方法を提供する。
【解決手段】全量に対し、6〜10重量%のアルミニウムと、0.4〜2重量%の亜鉛と、0.05〜0.3重量%のマンガンと、0.4〜1.5重量%のカルシウムと不可避的不純物とを含むマグネシウム合金からなる鋳造体を12〜40℃/秒の速度で冷却して、樹脂状晶のデンドライトアーム間隔が0.5〜15μmであり、Mg−Al金属間化合物からなる晶出物の粒子径が1〜10μmである第1の鍛造用マグネシウム合金素材を形成する。第1の鍛造用マグネシウム合金素材に対して、250〜450℃の温度で、20〜70%の加工率の予備加工を施し、第2の鍛造用マグネシウム合金素材を形成する。第2の鍛造用マグネシウム合金素材に対して鍛造加工を施す。
(もっと読む)
鍛造ビレット及びホイール
【課題】機械的強度が優れ、しかも、機械的強度が均一な鍛造製品(ホイール等)を製造することができる鍛造ビレット及び該鍛造ビレットから得られるホイールを提供すること。
【解決手段】本発明は、軽金属合金を鋳造して鋳造ビレット4とし、該鋳造ビレット4を加圧圧縮して得られる鍛造ビレット10であって、金属結晶粒子のJIS H0542の切断法に基づく平均粒径が、30μm以下である鍛造ビレット10である。
(もっと読む)
ホイールの製造方法及びホイール
【課題】機械的強度が優れ、しかも、機械的強度が均一なホイールを製造することができるホイールの製造方法及びホイールを提供すること。
【解決手段】本発明は、軽金属合金を溶融し、溶融原料とする準備工程S1と、溶融原料を鋳造し、鋳造ビレットとする鋳造工程S2と、鋳造ビレット1を加圧圧縮し、鍛造ビレット2とする予備鍛造工程S3と、鍛造ビレット2を金型で加圧鍛造し、プレホイール3a,3bとする本鍛造工程S4と、該プレホイールを熱処理する熱処理工程S5と、プレホイール3a,3bに対し機械加工を施す成型工程S6と、を備えるホイールの製造方法である。
(もっと読む)
溶製軽金属部材およびその製造方法
【課題】低コストで生産可能な耐摩耗性に優れた第2種Al合金材を提供する。
【解決手段】本発明の溶製軽金属部材の製造方法は、ロール鋳造機(1)へAl合金等の軽金属溶湯(M)を供給し、回転する該鋳型部(11、12)で該軽金属溶湯を連続的に急冷凝固させつつ連続した板状素材(R)を鋳造する素材鋳造工程と、素材鋳造工程時の余熱によって少なくとも温間状態にある板状素材に塑性加工を加え所望形状に創成した素形材とする形状創成工程とを備えることを特徴とする。素材鋳造工程後の板状素材は急冷凝固により微細な組織を有すると共に、鋳造時の余熱によって少なくとも温間状態のまま形状創成工程で塑性加工される。このため本発明の製造方法によれば、わざわざ再加熱するまでもなく効率的で高品質な成形が可能となり、省エネルギー化と歩留りや生産効率の向上との両立を図れる。
(もっと読む)
マグネシウム合金、およびその製造方法
【課題】常温での加工性に優れ、かつ難燃性および強度の高いマグネシウム合金の製造方法を提供する。
【解決手段】溶体化処理を施したインゴットは、多方向からそれぞれ順に押圧し鍛造される。(多方向鍛造法)。この多方向鍛造法は、図2(a)に示すように、工程Cを経たインゴット10を例えば立方体とした時に、インゴット10に対して互いに直角を成すX軸,Y軸,Z軸の各軸方向から、それぞれ2回以上インゴットを押圧して鍛造する方法である。
(もっと読む)
連続鋳造用アルミニウム合金及び該合金からなる鍛造成形品
【課題】高比重で高剛性であると共に耐摩耗性にも優れた連続鋳造用アルミニウム合金を提供する。
【解決手段】この発明に係る連続鋳造用アルミニウム合金は、Si:13〜16質量%、Cu:10〜18質量%、Fe:0.2〜1質量%を含有し、残部がAl及び不可避不純物からなることを特徴とする。
(もっと読む)
高圧鋳鍛造機及び高圧鋳鍛造品の製造方法
【課題】鋳造工程と鍛造工程を一の装置でできるとともに、成形品の製造コストを削減でき、かつ、大量に製品を製造することのできる高圧鋳鍛造機及び高圧鋳鍛造品の製造方法を提供する。
【解決手段】内部空間を形成する複数の金型用部材を有し、高圧鋳造品を成形するための高圧鋳鍛造用金型を備え、前記複数の金型用部材が、上金型と、下金型と、第1の可動金型と、第2の可動金型と、第3の可動金型とを少なくとも備えたものであり、前記第1の可動金型を前記内部空間に押し込む方向に加圧する第1の加圧装置と、前記第2の可動金型を前記内部空間に押し込む方向に加圧する第2の加圧装置と、前記第3の可動金型を前記内部空間に押し込む方向に加圧する第3の加圧装置とをさらに備えている。
(もっと読む)
アルミニウム合金鍛造材およびその製造方法
【課題】自動車用足回り部品等の薄肉化に対応した、高い強度、靭性および耐食性を有するアルミニウム合金鍛造材およびその製造方法を提供することにある。
【解決手段】所定量のMg、Si、Mn、Fe、Zn、Cu、Cr、Zr、Tiを含み、残部がAlおよび不可避的不純物からなるとともに、水素ガス濃度が0.25ml/100gAl以下のアルミニウム合金から構成されるアルミニウム合金鍛造材であって、前記アルミニウム合金鍛造材において、最大長さ0.1μm以上のMg2Siの面積率が0.15%以下、アルミニウム合金の再結晶率が20%以下、アルミニウム合金の分散粒子のV/r(V:分散粒子の面積率[%]、r:分散粒子の平均半径[nm])で定義されるサイズ分布指標値が0.20以上であることを特徴とする。
(もっと読む)
マグネシウム合金材およびその製造方法
【課題】特殊な製造設備およびプロセスを使用することなしに、機械的性質に優れたマグネシウム合金材およびその製造方法を提供する。
【解決手段】必須成分としてZn:0.5〜3原子%、RE:1〜5原子%の範囲で含有し、残部がMgと不可避的不純物からなるMg−Zn−RE系合金から構成されるマグネシウム合金材であって、Mg−Zn−RE系合金の合金組織中に長周期積層構造とα−Mgとで形成されるラメラ相を有し、少なくとも一部の長周期積層構造が、湾曲部および屈曲部のうちの少なくとも一方を有し、かつ、分断部を有することを特徴とする。
(もっと読む)
1 - 20 / 25
[ Back to top ]