
Fターム[4E087HA51]の内容
Fターム[4E087HA51]の下位に属するFターム
ボルト、ナット (91)
リベット (6)
ワッシャ (8)
フック、アンカー、ターンバックル (3)
Fターム[4E087HA51]に分類される特許
1 - 14 / 14
硬質の被打ち込み部材用締結ピン及びその成形方法
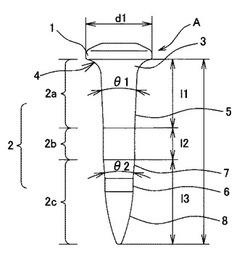
【課題】打ち込み時に曲がりにくく、硬質の被打ち込み部材に対して有効に打ち込む。
【解決手段】拡径頭部1と、拡径頭部1の下方の大径軸部2aと、大径軸部2aの下方の中間軸部2bと、中間軸部2bから先端部8までの小径軸部2cとからなり、上記拡径頭部1の下面と大径軸部2aの上端との境界の首下部3にはアール部4を形成し、上記大径軸部2aには、首下部3と中間軸部2bとの間に形成されたテーパ部5により首下部3側が大径になるように設けられ、上記中間軸部2bは同径のストレート部であり、上記小径軸部2cの先端側は砲弾状に形成されていることを特徴とする。
(もっと読む)
自動車用ドアヒンジの製造方法

【課題】鋼製の丸棒から熱間鍛造、パンチング等により、高い強度の自動車用ドアヒンジの製造を、安価な費用で行うことができるようにするものである。
【解決手段】鋼製の丸棒を熱間鍛造により取付部と、腕部と、水平断面が円形状の柱状部7aとを備えた鍛造品33aを成形するとともに、前記柱状部7aに軸心を貫通してヒンジ用ピンを挿入する軸孔6を特殊なダイス52aとパンチ51とを用いてパンチングで形成する際に、前記パンチ51が加工始端側から所定寸法までは形成される孔部が抜きカスとならずに前記柱状部7aが外方に膨出し、前記パンチ51が前記所定寸法から加工終端までは形成される孔部が抜きカスとなって排出される隙間を前記ダイス52aに形成して、前記軸孔6の高さを孔径の2倍以上に形成できるようにしたことにより十分な強度がありながら、製造費用の低減を図った自動車用ドアヒンジの製造方法である。
(もっと読む)
ねじ、当該ねじの製造方法および当該製造方法により製造したねじ
【課題】より防犯性を高めることのできるねじ、当該ねじの製造方法および当該製造方法により製造したねじを得る。
【解決手段】防犯ねじ1は、中心軸方向一端側に設けられた頭部2と、中心軸方向他端側に設けられる軸部3とを備えている。そして、頭部2の軸部3側端部の外周に環状の環状突部2bを形成することで、固定部材50に締結した防犯ねじ1の頭部2を挟持用工具60で挟持し難くした。
(もっと読む)
燐酸塩皮膜冷間圧造用のステンレス鋼線及びそれを利用した直結ネジ
【課題】燐酸塩皮膜冷間圧造用のステンレス鋼線及びそれを利用した直結ネジを提供する。
【解決手段】冷間圧造用のステンレス鋼線10であって、ステンレス鋼線の表面に燐酸塩皮膜12が形成されており、燐酸塩皮膜量は、4.0g/m2ないし14.0g/m2である冷間圧造用のステンレス鋼線である。これにより、ステンレス鋼線の表面に燐酸塩皮膜を形成させることによって冷間加工性を著しく向上させ、締結力を向上させ、かつ外観を改善して圧造後の後処理が不要である。
(もっと読む)
ボールねじ
【課題】作動音,摩耗,トルク変動が生じにくく長寿命なボールねじを提供する。
【解決手段】ボールねじ1は、ねじ軸3と、ナット5と、ねじ軸3のねじ溝3a及びナット5のねじ溝5aにより形成されるボール転動路7内に転動自在に装填された複数のボール9と、ボール9をボール転動路7の終点から始点へ戻し循環させるボール循環路11と、を備えている。このボール循環路11は、ナット5の円柱面状の内周面の一部を塑性加工により凹化させて形成した凹溝20からなる。また、ボール循環路11は、ボール転動路7に接続する両端部が直線状となっており、該両端部の間に位置する中央部が略S字状に湾曲した曲線状となっている。そして、ボール循環路11の両端部の溝幅ta、中央部の溝幅tb、及びボール9の直径Daが、1.05Da≦ta≦1.1Da、1.0Da<tb≦1.09Da、tb<0.99taなる3式を満足するようになっている。
(もっと読む)
クリンチピン式パネル固定装置
【構成】パネル固定装置のヘッドおよび変位機能部を形成する同じ鍛造工程時に同時にアンダーカットを形成することによってクリンチ式パネル固定装置を形成する。上部ダイおよび下部ダイとの間でパネル固定装置素材を連続的に圧縮し、素材の軸方向圧縮によって軸部をその正中線において外側に張り出す。同時に、軸部の曲線状張り出し部によってテーパー状端部点および接線方向締め代バンドが形成する。この張り出し部が形成している間に、張り出し部とパネル固定装置のヘッドから下向きに延長する肩部との間にアンダーカットが形成する。この形成方法、およびこの方法によって製作したパネル固定装置は、特に直径が1.0mmの小型のクリンチピンの製造に好適である。 (もっと読む)
金属加工方法及びボス形成冶具
【課題】美麗な外観が容易に得られ、且つ筺体との間の機械的強度が高いボスを形成できる金属加工方法及びボス形成冶具を提供する。
【解決手段】金属板30に加工冶具1を回転させながら押し当てて金属を塑性流動させ、加工冶具1の溝内に金属を進入させてボス(突起)31を形成する。加工冶具1の加工面の縁部には突出部1cを設ける。この突出部1cが壁となり、加工冶具1の側方に移動しようとする金属が押し戻される。その結果、バリや金属板30の裏面に窪みが発生することが抑制される。
(もっと読む)
高温強度特性、鍛造性および溶接性に優れた、蒸気タービンの鍛造部品用のNi基合金、蒸気タービンの動翼、蒸気タービンの静翼、蒸気タービン用螺合部材、および蒸気タービン用配管
【課題】高温強度特性、鍛造性および溶接性に優れた蒸気タービンの鍛造部品用のNi基合金、この蒸気タービンの鍛造部品用のNi基合金を用いて作製された、蒸気タービンの動翼、蒸気タービンの静翼、蒸気タービン用螺合部材、および蒸気タービン用配管を提供することを目的とする。
【解決手段】高温強度特性、鍛造性および溶接性に優れた、蒸気タービンの鍛造部品用のNi基合金は、質量%で、C:0.01〜0.15、Cr:18〜28、Co:10〜15、Mo:8〜12、Al:1.5〜2、Ti:0.1〜3、B:0.001〜0.006、Ta:0.1〜0.7を含有し、残部がNiおよび不可避的不純物からなる。
(もっと読む)
スタッド溶接のためのスタッド
本発明は、シャンク(12)と、シャンク(12)に対して軸方向に隣接する位置で半径方向に突出し、外周が、工具(40)を用いて試験用トルク(T)をスタッド(10)に印加することができるように多角形の設計であるフランジ(14)と、該フランジ(14)に対して軸方向に隣接する環状部分(16)とを有し、該環状部分(16)の半径方向に延びる前部環状面(19)が加工物(32)に溶接される溶接面として設計されているスタッド溶接のためのスタッド(10)であって、該環状部分(16)は該フランジ(14)の直ぐ隣に位置し、これら環状部分(16)及びフランジ(14)は、全体にわたって一様な外径(D)を有するヘッド部分(20)を形成し、フランジ(14)の多角形状(22)は、環状部分(16)上でその前部環状面(19)まで延びる、スタッド(10)に関する。 (もっと読む)
燐酸塩皮膜冷間圧造用のステンレス鋼線及びそれを利用した直結ネジ
【課題】 燐酸塩皮膜冷間圧造用のステンレス鋼線及びそれを利用した直結ネジを提供する。
【解決手段】冷間圧造用のステンレス鋼線であって、ステンレス鋼線の表面に燐酸塩皮膜が形成されており、燐酸塩皮膜量は、4.0g/m2ないし14.0g/m2である冷間圧造用のステンレス鋼線である。これにより、ステンレス鋼線の表面に燐酸塩皮膜を形成させることによって冷間加工性を著しく向上させ、締結力を向上させ、かつ外観を改善して圧造後の後処理が不要である。
(もっと読む)
鍛造方法、鍛造用金型および鍛造成形品
【課題】成形品の投影面積がより小さい方向からの鍛造成形が閉塞鍛造で可能となる鍛造方法、鍛造用金型および鍛造成形品を提供する。
【解決手段】本発明は、鍛造用素材から、成形方向に凸の部位および成形方向と反対方向に凸の部位の双方を部分的に有する形状の鍛造成形品を製造する鍛造方法において、成形孔とともにその上部に接続させて投入口が設けられた下金型202を用い、投入口は、成形方向に直角な方向の断面が成形孔入口より大きく、かつ成形孔入口に向けて斜面角度が5°〜60°の斜面211で成形孔入口に接続されるように形成され、鍛造用素材701は、成形方向に直角な投影面が成形孔入口よりも大きく、その投影面において成形孔入口に対する面積比が1.2〜4となるようにし、鍛造用素材を上金型201により成形孔内に流動させ、凸の部位は塑性流動によって充満させて閉塞鍛造を行うことを特徴とする。
(もっと読む)
挟持固定金具の製造方法
【課題】 ロール圧延を用いることなく、既存の加工設備を利用して簡易に且つコスト安にして強度の高い挟持固定金具(金具本体)を生産することが可能となる画期的な挟持固定金具の製造方法を提供すること。
【解決手段】 略コ字形を呈する金具本体1に固定手段2を備え、この金具本体1を取付対象物3に被嵌して前記固定手段2により挟持固定し得るように構成した挟持固定金具の製造方法であって、一塊の金属材料を、冷間鍛造若しくは熱間鍛造により最終形状である略コ字形に成形せずに、両端部を屈曲した一次形状に成形し、この鍛造工程により一次形状材10に生じたバリ10Cを除去した後、このバリ10Cを除去した一次形状材10を曲げプレス加工により最終形状である略コ字形の前記金具本体1に成形する。
(もっと読む)
シャーシ及びカシメ構造及びカシメ方法並びにシャーシの製造金型
【課題】 シャーシに被結合部材(部品)をカシメ結合により取り付けるためのカシメピンが、冷間鍛造法によって一体成形で突設されたシャーシを用い、このシャーシを1度の加工で容易に成形できるようにさせ、また、カシメ不良等が生じることがなく、また、簡単な手間で被結合部材をカシメ結合できるカシメ構造の提供。
【解決手段】 金属平板1にカシメピン2を一体成形で突設させたシャーシA上に、前記カシメピンを用いて被結合部材がカシメ結合されているカシメ構造であって、シャーシが、金属平板を冷間鍛造法で局部的に板厚方向に圧縮させることにより、金属平板からカシメピンが一体成形で打ち出されて形成され、被結合部材に形成した結合穴がカシメピンに嵌合した状態で、カシメピンの先端部が押し潰されて、その押し潰し部21で被結合部材が係止されることにより、被結合部材がシャーシにカシメ結合されている。
(もっと読む)
ボス部材の製造方法
【課題】所望の機能を有するボス部材を安価に製造可能なボス部材の製造方法を得る。
【解決手段】一端に軸部2より大径のセレーション部6を有する頭部3と、この頭部3と軸部2との間の首部に凹部5を設けてなるボス部材の製造において、素材10はあらかじめ熱処理され且つ所定硬度を有するアルミニウム合金熱処理材であって、これに圧造加工を行い、頭部3と締結部材が螺合される螺合部を形成した軸部2とを有する一次加工素材11を得、次のローリング工程40において、前記素材11の首部の外周に前記凹部5を形成してボス部材1を得るボス部材の製造方法であるので、素材の加工後に熱処理を加える必要がなく、そのため、加工工数が削減できコストが低減される。また、ボス部材はアルミニウム合金熱処理材製で、ワークもアルミニウム製であるので、これら部品を再生する場合に分別処理する必要がなく、そのまま再生することができる。
(もっと読む)
1 - 14 / 14
[ Back to top ]