
Fターム[4E087HA52]の内容
Fターム[4E087HA52]の下位に属するFターム
Fターム[4E087HA52]に分類される特許
1 - 9 / 9
銅合金製の転造加工用素材及び転造加工品
【課題】強度及び耐食性に優れた転造加工品を得るための銅合金製の転造加工用素材を提供する。
【解決手段】転造加工用素材は、被転造加工部分が、Cu:73.5〜79.5mass%、Si:2.5〜3.7mass%、Zn:残部及び不可避不純物からなり且つ63.0≦[Cu]−3.6×[Si]≦67.5の関係(構成元素xの含有量を[x]mass%とする)を有する合金組成をなし、α相マトリックスに少なくともκ相を含み且つ60≦[α]≦84、15≦[κ]≦40、[α]+[κ]≧96、0.2≦[κ]/[α]≦0.65、[β]≦2、[μ]≦2、[β]+[μ]≦2、[γ]≦2、[β]+[μ]+[γ]≦4の関係(含有相yの面積率を[y]%とし、含有しない相yについては[y]=0とする)を有する金属組成をなすと共に、HV1:125〜165の硬度を有するCu−Zn−Si合金であるものである。
(もっと読む)
熱間および冷間での加工性に優れた高強度α+β型チタン合金及びその製造方法並びにチタン合金製品
【課題】ボルト、ナット等のファスナー類や、自動車エンジン周りの強度部品などの用途に最適な熱間・冷間加工性に優れたチタン合金を提供する。
【解決手段】質量%で、1.0〜3.5%のAl、0.5〜1.4%のFe、0.2〜0.5%のO、0.03%以下のNを含有し、残部Tiおよび不純物からなる室温での全伸びが22%を超えることを特徴とする、熱間加工性及び、冷間加工性に優れた高強度チタン合金、および、上記組成範囲のチタン合金をβ変態点−120℃からβ変態点−20℃の範囲に加熱保持して水冷相当の速度にて冷却することを特徴とする熱間加工性及び、冷間加工性に優れた高強度チタン合金の製造方法、および、上記高強度チタン合金に対し、熱間加工、あるいはさらに、冷間加工を行うことにより製造したボルト、ナットなどのファスナー、ならびに、コネクティングロッドやエンジンバルブなどの自動車エンジン周り部材などの強度部品。
(もっと読む)
フォーマーにおける線材端末処理装置
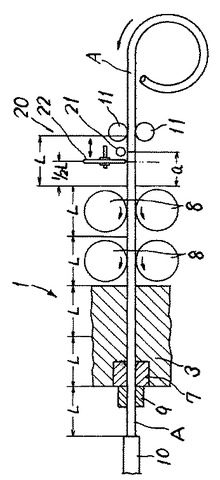
【課題】線材の端末の切断時、カッターとクイルの間に噛み込みが発生するのを防止する線材端末処理装置の提供。
【解決手段】フォーマーの線材端末処理装置であって、素材供給機構8の線材供給方向後方側に、供給される線材Aの端末を検出する端末探知センサー21と、線材供給方向に移動可能で任意の位置にて線材端末を切断排除するノコ切断機22を設けると共に、端末探知センサー21からの端末検出信号に基づいて残余の線材長さXを検知すると同時にこの線材長さXを切断する長さLにて割り、割った残りの数値aが線径Dの二分の一以下の場合は、フォーマー1と素材供給機構8を停止させると共に、ノコ切断機22を割り切れた最終の端末部分から切断する長さLの約二分の一の位置まで移動させて余った端末を切断排除するように制御するコンピューター23を設けた。
(もっと読む)
高強度で且つ冷間圧造性に優れた鋼及び強度に優れたねじ及びボルト等の締結部品又は軸類等の成形品
【課題】鋼線又は鋼棒に加工した後、これに熱処理を施さずに冷間圧造及び転造若しくは切削加工又は切削主体の加工等によりねじ及びボルト等の締結部品又は軸類等の成形品に成形しても、リセス割れないしその類似欠陥が発生することなく、しかもこの冷間圧造等による成形後のねじ及びボルト等の締結部品又は軸類等の成形品に調質処理を施さなくても、鋼線又は鋼棒の段階で既に所望の高水準強度を有するという線材又は棒材、更に広範囲に当該棒材又は線材を含む鋼を提供する。
【解決手段】セメンタイトの体積分率が0%であるフェライト組織であって、前記フェライト組織は、圧延方向に垂直な断面の平均粒径が1μm以下のフェライト組織であり、引張強さTSが600MPa以上で且つ絞りRAが70%以上の機械的性質を有し、球状化焼なまし処理が行なわれていないことを特徴とする冷間圧造用鋼。
(もっと読む)
高速冷間加工用鋼、並びに高速冷間加工部品およびその製造方法
【課題】加工中は冷間加工性に優れ、加工後は良好な硬さを示す高速冷間加工用鋼を提供すること。
【解決手段】C:0.03%〜0.6%、Si:0.005〜0.6%、Mn:0.05〜2%、P:0.05%以下、S:0.05%以下、N:0.008〜0.04%、をそれぞれ含有し、残部は鉄及び不可避的不純物からなり、該不純物において、Al:0.001%以下、Ti:0.002%以下、Nb:0.001%以下、V:0.001%以下、Zr:0.001%以下、B:0.0001%以下、Ta:0.0001%以下、Hf:0.0001%以下を満たし、かつ、14[Al]/27+14[Ti]/47.9+14[Nb]/92.9+14[V]/50.9+14[Zr]/91.2+14[B]/10.8+14[Ta]/180.9+14[Hf]/178.5≦0.002%を満足する高速冷間加工用鋼を製造する。
(もっと読む)
高強度チタン合金製冷間鍛造用素材

【課題】円柱形を成す冷間鍛造用素材であり、廉価な強化元素の添加によって700MPa以上の引張強さを有し、且つより優れた冷間鍛造性(変形能、メタルフローの等方性)を有することを特徴とする円柱形の高さ方向に圧縮加工が加わる高強度チタン合金製冷間鍛造用素材を提供する。
【解決手段】廉価な強化元素であるFe,O,N,Cの含有量と酸素等価量Qを所定の範囲にすることによって700MPa以上の引張強さを確保する。且つ、Fe含有量を0.5〜1.3質量%とすることによって多くのすべり系を有する体心立方晶からなるβ相をある程度存在させるとともに、主な相であるα相の集積結晶方位をそのすべり系と冷間鍛造方向を考慮して所定の関係にすることによって、従来よりも優れた冷間鍛造性が得られる。
(もっと読む)
高速冷間加工用鋼及びその製造方法、並びに高速冷間加工部品の製造方法
【課題】加工中は冷間加工性に優れ、加工後は良好な硬さを示す冷間加工用鋼を提供すること。
【解決手段】C:0.03〜0.15%(質量%の意味、以下同じ)、Si:0.005〜0.6%、Mn:0.05〜2%、P:0.05%以下(0%を含まない)、S:0.05%以下(0%を含まない)、および、N:0.04%以下(0%を含まない)、を含有し、残部は鉄および不可避的不純物からなり、鋼中の固溶窒素量が0.006%以上であることを特徴とする高速冷間加工用鋼を製造する。
(もっと読む)
機械要素接合方法
【課題】機械要素を対象部材に強固に接合できるようにする。
【解決手段】一端からボルト1が突出し且つ他端に突起4が形作ってある台座3を、突起4形成端がボルト1を取り付けるべき対象部材2の表面に向き合うように配置し、ツール本体7を回転させながら対象部材2の裏面に押し付け、摩擦熱によって軟化した対象部材2に台座3の突起4をめり込ませ、対象部材2の表面に台座3を拡散接合する。
更に、ツール本体7を対象部材2から引き離し、突起4がめり込んだ対象部材2の塑性変形部位を硬化させる。
(もっと読む)
機械要素接合方法
【課題】機械要素を対象部材に強固に接合できるようにする。
【解決手段】一端からボルト1が突出し且つ他端に接合穴4が形作られている台座3を、接合穴4形成端がボルト1を取り付けるべき対象部材2の表面に向き合うように配置し、次いで、ツール本体7を回転させながら対象部材2の裏面に押し付け、摩擦熱と塑性流動により軟化した対象部材2の材料をツール本体7で撹拌しながら台座3の接合穴4へ押し込み、この後、ツール本体7を対象部材2から引き離し、接合穴4に入り込んだ対象部材2の塑性変形部位を硬化させる。
(もっと読む)
1 - 9 / 9
[ Back to top ]