
Fターム[4E087HA53]の内容
Fターム[4E087HA53]の下位に属するFターム
特殊形状のもの (17)
Fターム[4E087HA53]に分類される特許
1 - 20 / 31
ボルト用アルミニウム合金線及びボルト並びにそれらの製造方法
【課題】ボルトに加工する際の加工性に優れ、十分な強度のボルトが得られるボルト用アルミニウム合金線を提供する。
【解決手段】このボルト用アルミニウム合金線は、質量%で、Si:0.60〜1.5%、Fe:0.02〜0.40%、Cu:0.50〜1.2%、Mn:0.50〜1.1%、Mg:0.70〜1.3%、Cr:0.01〜0.30%、Zn:0.005〜0.50%、Ti:0.01〜0.20%、Zr:0.05〜0.20%を含み、残部がAl及び不可避的不純物からなる。Si及びMgの一部がMg2Siとして含まれ、Mg2Siの含有量と、MnとCrの合計含有量との比率Mg2Si/Mn+Crが1.0〜2.1である。
(もっと読む)
ボルト刻印工具の強化方法及びボルト刻印工具
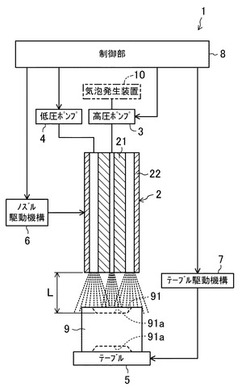
【課題】ボルトの頭部にマークを刻印するためのボルト刻印工具の寿命を延ばす。
【解決手段】高圧水を噴射する円筒状の高圧ノズル部21と、該高圧ノズル部21の周囲に同心状に配設され、低圧水を噴射する円筒状の低圧ノズル部22とを有し、キャビテーション噴流を噴射する噴射ノズル2を準備する。噴射ノズル2の軸心とボルト刻印工具9の凹部の中心とを合致させて噴射ノズル2からキャビテーション噴流をボルト刻印工具9に向けて噴射し、キャビテーション噴流の低圧水側をボルト刻印工具9の凹部91外周側に吹き付ける。これにより、ボルト刻印工具9の刻印部に圧縮残留応力を付与する。
(もっと読む)
ネジ山付留め具のための渦巻型駆動システム

【課題】ネジ山付留め具を駆動するシステムであって、従来技術によるものよりも相反する特性が妥協されることがより少なくしながらも、ネジ山付留め具用の駆動システムの望ましい特性の多くのものを確保できるシステムを提供する。
【解決手段】ネジ山付留め具10のためのスパイラル状の駆動システムであって、留め具10の頭部側の端16のどが係合できる表面を含むものであり、ドライバーにより係合できる表面の少なくとも1つは応力の大きな領域が発生するリスクを減少させるために駆動荷重をドライバーと留め具との間の広範囲の境界部分に分散させながらトルク伝達を最大にするような形状になったスパイラルの一部分により画成される。
(もっと読む)
圧造金型
【課題】安価で簡易な構成で、圧造工具の疲労破壊を抑制し、長時間の連続使用を可能とし、高強度素材のねじ圧造用工具寿命の向上を可能とする。
【解決手段】圧造工具30の内部に、圧造工具30の押圧部30aの弾性変形を積極的に促進し、加圧軸方向へのたわみにより、圧造および除荷時の圧造工具先端の十字穴成形部の疲労破壊部に作用する応力振幅を低減させる円筒状の溝空間50または複数の穴空間を、圧造工具の押圧部30aの押圧部端面30a1から圧造工具内部へ加圧軸と平行に形成した。また、円筒形状の溝空間50または複数の穴空間に、溝空間50または複数の穴空間と同形状の充填材料51を挿入し、圧造工具の押圧部30aの弾性変形を積極的に促進し、たわみにより圧造および除荷時の圧造工具先端の十字穴成形部の疲労破壊部に作用する応力振幅を抑制させる。
(もっと読む)
非磁性高強度成形品とその製造方法
【課題】 コスト上昇及び製造工程の複雑性を解消して、塑性加工により非磁性で高強度・高降伏点を有するオーステナイト系ステンレス鋼からなる成形品を、金型負荷を抑制しつつ製造する技術を提供する。
【解決手段】 化学成分組成が、C=0.005〜0.08質量%、Si=0.15〜1.00質量%、Mn=0.30〜2.00質量%、P≦0.035質量%、S≦0.015質量%、solAl=0.005〜0.040質量%、Ni=8.00〜10.50質量%、Cr=18.00〜20.00質量%およびCu=0〜4.0質量%を含有し、残部がFe及び不可避不純物からなる非磁性高強度成形品であって、透磁率が1.02以下であって、硬さがビッカース硬さで250以上500以下であることを特徴とする。
(もっと読む)
鋼線、鋼線の製造方法、鋼線を用いたネジ又はボルトの製造方法、及び、鋼線を用いて製造されたネジ又はボルト
【課題】熱処理も表面処理も施すことなく硬度及び延性に優れるネジ又はボルトを鋼線を素材として用いて製造する。鋼線を加工してネジ又はボルトを製造する際に生じる加工硬化に起因して工具寿命が短くなる問題を抑制する。
【解決手段】炭素含有量が0.06質量%以下、引張強さが800〜1220MPa、絞りが70%以上、ビッカース硬さが250〜435、長手方向に垂直な断面におけるフェライト組織の平均結晶粒径が5μm以下である鋼線を素材として用い、該鋼線を加工することにより、強度区分が8.8(引張強さ800MPa、降伏荷重640MPa)〜12.9(引張強さ1220MPa、降伏荷重1100MPa)であるネジ又はボルトを製造する。前記鋼線は、炭素含有量が0.06質量%以下の鋼製線材を減面率が85〜99%に伸線及び/又は減面率が93〜99%に圧延して加工硬化させることにより製造する。
(もっと読む)
アルミニウム基合金製締結部品の製造方法及びアルミニウム基合金製締結部品
【課題】熱処理を施すタイミングを変えることで、従来には無い引張り強度等の強度特性を持った高強度アルミニウム基合金締結部品及びその製造方法を提供する。
【解決手段】アルミニウム基合金製の材料を溶体化処理し、次に時効硬化させた後に、さらに圧造工程にて軸部を絞り加工することで加工硬化させ、その後、前記軸部におねじの転造加工を行なうことを特徴とする。
(もっと読む)
安定した係合及びスティックフィットを伴う締結システム
ここに記載されている様々な実施例は、確実なスティックフィットの特徴を提供し、かつシステムコンポーネント間の係合の安定性を改善する直線壁構造の駆動面を有する締結システムを提供する。かかる新規なシステムの特徴は、既存の標準の直線壁構造のドライバが当該新規なシステムに係合することを許容することである。 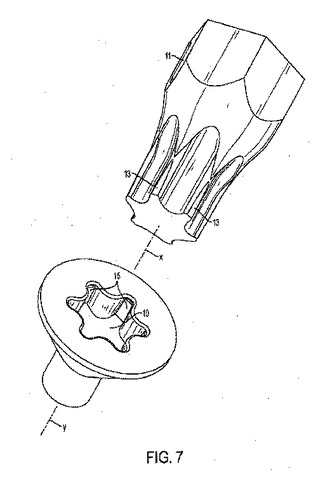 (もっと読む)
(もっと読む)
スタッド溶接方法
【課題】マグネシウム又はその合金からなるスタッド及び母材を、十分な接合強度を有して溶接するスタッド溶接方法を提供する。
【解決手段】マグネシウム又はマグネシウム合金製の母材14に、マグネシウム又はマグネシウム合金製のスタッド15を溶接する方法であって、先端に突起28を備えたスタッド15を母材14に対して0.5〜12mmのギャップを開けて配置する第1工程と、スタッド15を急速に下げる第2工程と、スタッド15の急速下降で表面の酸化皮膜が破れた母材14及びスタッド15間に、コンデンサー11に充電させた電荷を放電させて、スタッド15の先端を母材14に溶接する第3工程とを有し、しかも、コンデンサー11の放電は、コンデンサー11の放電のスイッチとなるサイリスタ13のゲートに溶接開始の信号と共に0.1秒を超え2秒以下の期間の長いパルス信号を用いて行う。
(もっと読む)
中空金属被加工物上に外側ネジ山を無切削で形成するための方法および装置
本発明は、安定した連結または締結要素としての中空ネジ、中空シャフト、ネジ込みスリーブまたは継手として使用するための中空の、特に壁の薄い金属被加工物上に外側ネジ山を無切削で形成するための方法およびこの方法を実施するのに適した装置に関する。移動可能なキャリッジ(21)および固定式被加工物キャリヤユニット(22)を含む多段プレス(20)の内部で、プレハブ中空ブランク(4b)は段VIにおいて、キャビティを有する多部品分割冶具(1、8)内に挿入され、このキャビティの内部壁には切り込みネジ山付きプロファイルが具備されている。分割冶具(1、8)の閉鎖状態において、少なくとも1つのマンドレル(6)がブランク(4b)の中央開口部内に挿入され、ブランク(4b)は広げられ、ここでネジ山付きプロファイルの輪郭は、半径方向材料流により充填され、続いて完成した被加工物(4)が取り出される。 (もっと読む)
半径方向外側輪郭を有する締付具または固定具、特に、ねじまたはねじ付きボルトを製造するための方法および装置
【課題】半径方向外側輪郭を有する締付具または固定具、特に、ねじまたはねじ付きボルトを、多段プレス機でより経済的に製造するための方法および装置の提供。
【解決手段】工程段階IIIにおいて、一定の半径方向距離で軸方向に延びる複数の凹部13を素材8bの軸部分に形成する。工程段階IVにおいて、凹部13を有する素材8bを多部品分割モールド4に挿入する。多部品分割モールド4の金型ストック15、16は、外側輪郭を成形する内側プロファイル18を有し、かつ開始位置において開放されており、素材8bを金型ストック15、16の開放箇所に凹部13が存在するように挿入する。金型ストック15、16の閉鎖移動によって半径方向外側輪郭が素材8bの軸部分にプレスされ、その際、軸方向に延びる凹部13がプレス加工中における金型ストック15、16間での材料の逃げを防止する。
(もっと読む)
ボルトの製造方法、ボルト製造装置およびボルト製造用金型
【課題】熱処理を行うことなく必要な機械的性質を備えたボルトを製造可能にすることにより、ボルトの製造に掛かる時間的および経済的負担を軽減することができるボルトの製造方法を提供する。
【解決手段】所定の長さに切断された軸状のワークWKは、ボルト製造用金型10によりワークWKの上端部にボルトの頭部Tが予備成形されるとともに、同頭部Tの下方が絞られることにより小径化して首下部Nが予備成形される。次に、ワークWKは、ボルト製造用金型20により首下部Nの外径が更に絞られて外径の拡大が規制された状態で頭部Tが更に予備成形される。さらに、ワークWKは、ボルト製造用金型30により首下部Nの外径が更に絞られて外径の拡大が規制された状態で頭部Tが最終成形される。これにより、バウシンガー効果を抑えた状態で頭部Tの成形が行われる。そして、予備成形された首下部Nに雄ネジ部が転造加工または切削加工により整形される。
(もっと読む)
オーステナイト300シリーズを材料とする嵌合部品の超高強度冷間鍛造工法
【課題】オーステナイト300シリーズを材料とする嵌合部品の超高強度冷間鍛造工法の提供。
【解決手段】オーステナイト300シリーズを材料とする嵌合部品の超高強度冷間鍛造工法は、順番に原料準備ステップ、頭部成型ステップ、尾部成型ステップ、ネジヤマ成型ステップを含む。該原料準備ステップでは、オーステナイト300シリーズの未加工品を準備し、該未加工品には先ず冷間鍛造作業を行い、該未加工品の外径を15%以上縮小し、棒体を形成し、成型後の該棒体外径は加工時に必要とする外径と同等で、この時、該棒体の耐強度は元の未加工品の数値の少なくとも1/2以上増加している。該棒体はさらに頭部成型ステップ、尾部成型ステップ、ネジヤマ成型ステップを経るが、成型過程ではすべて冷間鍛造工法を利用するため、高強度で防サビ性能が高く、製造コストが低廉な嵌合部品を成型することができ、物件へのねじ込みを達成し、しかも螺設後の使用の安全性をも備える。
(もっと読む)
パーツ部品とワッシャーの製造方法
【課題】 一個の圧延材からワッシャーとパーツ部品を多段ホーマーを利用してスクラップレスにて生産でき、かつファイバーフローの流れの美しい端面をもつパーツ部品とワッシャーを得ること。
【解決手段】 第1工程S1で切断圧延材Bから円柱部C1とテーパー部C2と大径頭部C3とを成形する。第2工程S2で円柱部D1と不安定な圧延材のボリュームを吸収した頭部D2とを成形する。大径頭部C3の端面に残っているシャーカットで粒子の剥離された破断面のファイバーフローを半径方向外方に押し流してファイバーフローの流れの美しい球状凸面D3をもつ頭部D2の成形する。第3工程S3で円柱部D1を打ち抜き、ワッシャー2と正確なボリュームをもちかつファイバーフローの美しい球状端面E1をもつ円柱体Eとに分断し、その後円柱体Eのみを後工程にてパーツ部品にスクラップレスにて圧造成形する。
(もっと読む)
圧造成形用ダイス
【課題】高速圧造成形加工時にダイスの成形加工面の互いの衝突を解消するようにした圧造成形用ダイスを得る。
【解決手段】ドリル部4を成形する圧造成形用ダイスにおいて、成形凹面21の一方の周縁23に切り刃8を形成可能な成形刃24を設け、反対側の成形凹面21の周縁23に突状面22を形成し、前記周縁23から突状面22に沿って逃げ溝12を形成してダイス10の成形加工面20を形成し、ダイス10を突き合わせたときに成形刃24の先端縁が相手の逃げ溝12に入り込むようにした。
【効果】ねじ素材から周辺に飛び出したバリを鋭く押圧して成形でき、ドリル部に先鋭な切り刃の形成が可能になる。また、ダイスが空打ちすることが無く破損が減少する。更に、ダイスの最接近位置の調整も容易になり、段取り時間が短縮される。その上、ドリル部の切り刃の強度も向上する。
(もっと読む)
溝付きプラグの製造方法
【課題】 溝付きプラグを圧造成形により製造することができながら、周溝部分や頭部下面に分割ダイの合わせ面のツールマークのないプラグを得ること。
【解決手段】 前段側の圧造ステーションS3で、円柱状素材bを圧造加工して中実軸部2と該軸部2の一端に設けられた頭部3とからなる中間成形品1Cを形成する。後段の圧造ステーションS4で、筒状外側パンチ36と内側パンチ37とを備えたパンチ35の外側パンチ36により中間成形品1Cの頭部3外周を拘束すると共に、中間成形品1Cの頭部3と軸部2の境界部分を拘束する成形凹部24eを有する分割ダイ24,24により中間成形品1Cの上記境界部のやや下方を拘束した状態のもとで、パンチ35とダイ側成形ピン32とにより中間成形品1Cの軸部2先端側のみを圧造加工して膨大させることにより、ネジ形成用軸部2′と頭部3との境界部分に分割ダイ24,24によるツールマークのない断面凹形状の周溝4とを成形する。
(もっと読む)
ねじ軸形成方法
【課題】金属部材にねじ軸を一体的に形成できるようにする。
【解決手段】ねじ溝転写用の型穴3が形作ってあるダイ6に、ねじ軸1を形成すべき対象部材2の表面を向き合わせ、型穴3に挿入可能な形状のピン部10を有するツール本体7を、回転させながら対象部材2の裏面の型穴3中心に重なっている個所へ押し付ける。
更に、摩擦熱と塑性流動により軟化した対象部材2の材料をピン部10で撹拌しながら型穴3のねじ溝に入り込ませ、この後、ツール本体7を対象部材2から引き離し、型穴3に入り込んだ対象部材2の塑性変形部位を硬化させてねじ軸1を形作り、当該ねじ軸1に螺着した状態になったダイ6を螺合解除方向へ回して外す。
(もっと読む)
ボルトの圧造方法
【課題】高強度非調質アプセットボルトの耐遅れ破壊性をボルト成形面から検討し、遅れ破壊防止に有効なボルトの圧造方法を提供することである。
【解決手段】ボルト素材8を予備成形ダイス孔型1に挿入し、予備成形パンチ2で押圧してボルト予備成形材12を形成した後、仕上げ成形ダイス孔型3に挿入して仕上げ成形パンチ4で膨出部12dをボルト頭部13dに成形してボルト仕上げ成形材13を形成するボルトの圧造方法で、ボルト予備成形材12の軸部体積を、ボルト仕上げ成形材13の軸部体積よりも大きく形成して、ボルト予備成形材12の膨出部12dと大径軸部12aとの境界の部位が、仕上げ成形ダイス孔型3の外側に位置してその端縁R部9aで加工を受けないようにしたのである。ボルト仕上げ成形材13の首下R部に予備成形で生じた歪が蓄積されず、硬度上昇が抑制され、遅れ破壊の発生を防止することができる。
(もっと読む)
螺子用金型の製造方法及び螺子の製造方法
【課題】
ビットの回転力が螺子の十字穴の内壁に直角に作用する螺子を製造することができる金型は形状が複雑であるがこれを容易に精度よく製造することが出来る製造方法を提供する。
【解決手段】先端に行くに従って幅が狭くなっている羽根を4個十字状に有し、羽根と羽根との間に溝を有する先端先細りのマスタ棒状体を用いて、金型14上面に形成した凸部13に十字穴16を形成し、次いで、前記羽根によって形成された前記十字穴の傾斜面を、マスタ電極17、18を用いて放電加工によって切除し、十字穴の軸心に平行な垂直壁を形成する。
(もっと読む)
螺子用金型の製造方法と螺子用金型と螺子の製造方法及び螺子
【要 約】
【課 題】 螺子を製造する場合に使用する雄型(パンチ)は螺子を多数個製造するにつれて、一部分が磨耗し下端部に凹部が出来る。このような雄型(パンチ)で製造された螺子は十字穴の下端部に凸部が出来る。この螺子にビットを挿入して、螺子を回転させようとしたとき、ビットの先端部が凸部に当り、ビットを十字穴の最奥部まで挿入することができない。このような状態では、ビットが十字穴の壁面に食い付かず、良好に螺子を回転させることができない。
【解決手段】頭部に十字穴を形成し、この十字穴の開口部から底面に至る相対向する一対の壁面4組を垂直壁とし、前記十字穴の相隣合う壁面の間に形成されており、前記開口部から底面に向かって十字穴が狭まるように傾斜した4つの稜線部を備え、これらの稜線部の下端からさらに下方に向かって垂直な稜線部が形成されていることを特徴とする。
(もっと読む)
1 - 20 / 31
[ Back to top ]