
Fターム[4E089FC01]の内容
Fターム[4E089FC01]に分類される特許
1 - 20 / 46
電動サーボプレス機械
【課題】 急停止の際にクラッチ機構により電動サーボモータを動力伝達経路から切り離した場合に、再びクラッチ機構により電動サーボモータを動力伝達経路に接続する際に、電動サーボモータ側とスライド側との間の位相のずれを無くすことができるようにする。
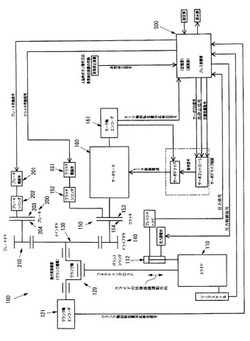
【解決手段】 本発明に係る電動サーボプレス機械は、電動サーボモータ160とスライド110の間にクラッチ機構150を介装すると共に、クラッチ機構150により電動サーボモータ160と動力伝達経路との連結が切断された切断状態においてスライド110に制動を掛けることができるブレーキ機構200が備えられ、急停止要求に応じてクラッチ機構150を切断状態にしブレーキ機構200により制動を掛ける一方、復帰させる際に、クラッチ機構150を接続した状態において、電動サーボモータ160と、スライド110側の動力伝達経路と、の間の位相ずれが無い状態とされる。
(もっと読む)
サーボトランスファプレスシステム

【課題】干渉回避ができかつ操作性の優れたサーボトランスファプレスシステムを提供する。
【解決手段】マスター位相信号に同期させたプレス用個別位相信号およびトランスファ用個別位相信号を生成可能で、プレス用個別位相信号に基づく基準プレスモーションでプレス運転可能かつトランスファ用個別位相信号に基づく基準トランスファモーションでトランスファ運転可能に形成され、基準干渉線図作成手段と基準干渉線図記憶手段と運転干渉線図作成手段と干渉発生有無比較判別手段と個別位相信号相対関係調整手段とを設け、モーション変更に対して自動的なモーション間位相調整を行うことで干渉がないトランスファプレス運転ができる。
(もっと読む)
プレス機械およびその上死点検出方法
【課題】上死点位置を簡単、かつ正確に検出できるプレス機械を提供すること。
【解決手段】プレス機械の制御装置40は、メインシャフトの正回転側および逆回転側のうちの一方側の所定位置に位置したスライドを、前記スライド位置と同じ位置となるように上死点側を越えて他方側に移動させるとともに、該移動中に角度検出器から出力されたパルス数の半分のパルス数分だけ他方側の位置から再度正転側に移動させることで上死点を検出する上死点検出部44を有している。
(もっと読む)
電動プレス成形機の制御方法及び樹脂成形体の製造方法
【課題】設定型締め力が小さい場合であっても金型の型閉じ速度を安定させる。
【解決手段】本発明に係る電動プレス成形機1の制御方法は、サーボモーター7,8を駆動源とする直圧式の電動プレス成形機1を用い、金型2A,2Bに加わる型締め力が設定型締め力Gに達するまで金型2A,2Bを閉じて熱可塑性樹脂を賦形する賦形工程と、賦形工程の後に、設定型締め力Gによる金型2A,2Bの型締めを行う型締め工程とを備え、賦形工程では、金型2A,2Bの型閉じ速度が予め設定された設定速度Vに達するまでサーボモーター7,8の定格トルクの100%以上のトルクである速度安定トルクTvを制御許容値としてサーボモーター7,8を駆動させて金型2Aの位置制御を行う。
(もっと読む)
電動式成形加工機及び、電動式成形加工機の作業原点確立方法
【課題】電動式成形加工機において、成形品の高い加工精度を低コストで実現するための技術を提供する。
【解決手段】電動式プレス加工機1は、上金型6と、上被支持部8と、を含む上金型ユニット2と、上金型6と対向する下金型9を含む下金型ユニット3と、下金型ユニット3に取り付けられると共に、下金型ユニット3に対して上金型ユニット2を相対的に移動させる、複数の加圧ユニット4と、を備える。各加圧ユニット4は、上押圧部18と下押圧部20を有するねじ軸17と、ねじ軸17を駆動することで上金型ユニット2を下金型ユニット3に対して相対的に移動させる駆動源としてのサーボモータ12と、を含んで構成されている。上押圧部18と下押圧部20は、上金型ユニット2がねじ軸17に支持された状態で、上金型ユニット2の上被支持部8が上押圧部18と下押圧部20の間で移動自在となるように配置されている。
(もっと読む)
サーボプレスシステム
【課題】高い生産性と確実な干渉回避を担保した円滑運転ができるようにする。
【解決手段】第1搬送運転指令情報生成手段28と、第2搬送運転指令情報生成手段25と、反転領域内動作判別手段34と、搬送運転指令情報切替出力手段46とを設け、振り子モーションでのプレス運転中に、プレス構成要素の現在動作状態が運動方向反転領域内での動作状態でないと判別された場合はプレス構成要素の機械的動作状態に依存して生成された第1搬送運転指令情報を利用し、運動方向反転領域内での動作状態であると判別されたときにはそれに依存せずに生成されかつ連続性が担保された第2搬送運転指令情報を利用して、サーボ搬送装置50を搬送運転可能に形成されている。
(もっと読む)
プレス装置およびプレス方法
【課題】上型と下型との平行度を保障できるプレス装置およびプレス方法を提供する。
【解決手段】上型30と下型40との間に挟まれたワークをプレス成型するプレス装置10であって、プレス装置10は、複数の駆動ユニット20と、コントローラ70と、を具備し、各駆動ユニット20は、上型30の一部と下型40の一部と支持し、上型30の一部を上下移動させることによって上型30を下型40に近接または離間させ、コントローラ70は、ワークを挟むことなく上型30と下型40とを嵌合させた上型30の位置を基準位置D0とし、ワークを上型30と下型40との間に挟んだ状態で、基準位置D0に基づいて、複数の駆動ユニット20を同期して駆動制御し、上型30と下型40とを互いに近接させ、ワークをプレス成型する。
(もっと読む)
プレス装置
【課題】プレス成型時のワークに作用する最大荷重を低減できるプレス装置を提供する。
【解決手段】上型30と下型40とに挟まれたワークをプレス成型するプレス装置10であって、プレス装置10は、複数の駆動ユニット20と、コントローラと、を具備し、駆動ユニット20は、上型30の一部と下型40の一部と支持し、上型30の一部および/または下型40の一部を上下移動させることによって上型30と下型40とを近接または離間させ、コントローラは、複数の駆動ユニット20をそれぞれ独立して駆動制御し、ワークのプレス成形時において、ワークが上型30と下型40とに当接したときには、上型30および/または下型40を揺動させながら、上型30と下型40とを互いに近接させ、上型30と下型40とに挟まれたワークをプレス成型する。
(もっと読む)
サーボプレスの制御装置及び制御方法
【課題】プレスの圧力能力と駆動系のトルク能力に対する過負荷を防止した、サーボプレスの制御装置及び制御方法を提供する。
【解決手段】サーボモータの駆動力を駆動機構を介してスライドに伝達することでプレス成形を行うサーボプレスの制御装置において、スライド目標位置データを算出するモーション演算部と、スライド目標位置データに基いてプレス成形に必要な加工トルクとサーボモータの速度変化に必要な制御トルクに分割するトルク分割部と、分轄された加工トルクを所定の加工制限トルクに制限する加工系制限部と、加工制限トルクと制御トルクとの合成トルクを所定の駆動制限トルクに制限する駆動系制限部を設け、駆動制限トルクの指令に基いて前記サーボモータが駆動されることを特徴とする。
(もっと読む)
サーボプレスによる鋼板のホットプレス方法及びサーボプレス
【課題】スライドの下死点保持時にサーボモータに保持トルクがかからない、サーボプレスによる鋼板のホットプレス方法及びサーボプレスを提供する。
【解決手段】第1,2,3,4サーボモータ21a,21b,21c,21dによって駆動される第1,2,3,4スライド駆動機構22a,22b,22c,22dに第1,2,3,4コンロッド31a,31b,31c,31dを含み、第1,2,3,4コンロッド31a,31b,31c,31dの脚部33a,33b,33c,33dの下端側に第1,2,3,4スライド調整装置37a,37b,37c,37dが配置されているサーボプレス100による鋼板18のホットプレス方法であって、スライド12の下死点で、これらのコンロッドの脚部が垂直状態に所定時間t保持され、上型13と下型15で鋼板18が成形加工されるとともに焼き入れが行われるサーボプレス100による鋼板18のホットプレス方法。
(もっと読む)
ダイクッション制御装置
【課題】スライド速度を計算するための明確な手法を提供する。
【解決手段】指定されたモーションデータを基にマスター角度の単位変化量に対する目標メインギア角度の変化量をメインギア速度として算出すると共に、目標メインギア角度の単位変化量に対する目標スライド位置の変化量を仮スライド速度として算出し、当該算出したメインギア速度及び仮スライド速度と目標メインギア角度との対応関係を示す速度変換テーブルを作成する速度変換テーブル作成部と、更新周期毎に角度センサから得られる現メインギア角度に対応するメインギア速度及び仮スライド速度を速度変換テーブルから求め、当該求めたメインギア速度と仮スライド速度とを乗算することで単位時間当たりのスライド移動量を示すスライド速度を算出するスライド速度算出部とをダイクッション制御装置に設ける。
(もっと読む)
ダイクッション制御装置
【課題】スライド速度を計算するための明確な手法を提供する。
【解決手段】指定されたモーションデータを基にマスター角度の単位変化量に対する目標スライド位置の変化量を仮スライド速度として算出し、当該算出した仮スライド速度とマスター角度との対応関係を示す速度変換テーブルを作成する速度変換テーブル作成部と、プレス制御装置から更新周期毎に入力されるマスター角度に対応する仮スライド速度を速度変換テーブルから求め、指定されたマスター速度を単位時間当りのマスター角度の変化量に換算して仮スライド速度に乗算することにより、単位時間当たりのスライド移動量を示すスライド速度を算出するスライド速度算出部とをダイクッション制御装置に設ける。
(もっと読む)
複数モータ駆動のサーボプレス装置
【課題】簡単な構造で、高効率、低トルク脈動の駆動ができる複数モータ駆動の大容量サーボプレス装置を提供すること。
【解決手段】複数のクランク構造(偏心リング2a、2b、コンロッド3a、3b)により昇降されるスライド1と、前記複数のクランク構造を駆動するメインギヤ11a、11bと、メインギヤ11a、11bと直接、または、間接に接続される複数のドライブギヤ12a、12bと、前記複数のメインギヤ11a、11bを直接、または、間接に接続する中間ギヤと、前記ドライブギヤ12a、12bを駆動する駆動軸に接続されるサーボモータ群21a、21bをもつサーボプレスにおいて、前記サーボモータ群21a、21bの各サーボモータ軸には複数のサーボモータが直接接続される。
(もっと読む)
プレス機械およびプレス機械の制御方法
【課題】電動モータを大型化することなく下死点からの脱出能力を向上できるプレス機械およびプレス機械の制御方法を提供すること。
【解決手段】電動モータでエキセンシャフトを回転駆動してスライドを昇降させるプレス機械は、スライドの位置を出力するスライド位置出力装置と、スライド位置出力装置から出力されたスライドの位置に基づいて電動モータの駆動を制御する制御装置とを備え、制御装置は、スライドが下死点近傍に到達したか否かを判定する下死点到達判定部と、スライドが停止したか否かを判定するスライド停止判定部と、スライドが下死点近傍で停止したときに電動モータの正転および逆転を繰り返す振動成分を電動モータの制御指令に付与する振動成分付与部とを備える。
(もっと読む)
電動シリンダの制御方法及び電動シリンダの制御システム
【課題】 加圧荷重が目標荷重を超過することを防ぎ、かつ、加圧処理時間を短縮することができるサーボモータで駆動される電動シリンダの制御方法及び電動シリンダの制御システムを実現する
【解決手段】サーボコントローラ17は、ロッド11の駆動速度と、加圧荷重Pmが目標荷重Ptを超えないようにロッド11を停止させる判定を行うために用いる停止荷重Psと、を設定可能に構成されており、ロッド11の速度制御による駆動を行い、荷重検出器13によって検出された加圧荷重Pmが停止荷重Ps以上であるか否かを判定し、加圧荷重Pmが停止荷重Ps以上であると判定した場合に、サーボアンプ16にロッド11の駆動速度が0になる停止信号を出力し、加圧荷重Pmが停止荷重Psに到達するまではロッド11を減速せずに、ロッド11を目標荷重Ptで停止させることができる。
(もっと読む)
プレス機械及びその制御装置
【課題】第一の金型群を搭載しこの第一の金型群を所定角度ずつ回転させる回転プレートと、回転プレートに向かって往復移動する第二の金型群を搭載したプレートとを備え、第一の金型群と第二の金型群とを用いて素材からワークを成型するプレス機械において、機械構造を簡単化し、機械の信頼性向上、小トルク作動化、複数作動化、制御の柔軟化、低消費電力化を可能にする。
【解決手段】第一の金型2群を搭載しこの第一の金型2群を所定角度ずつ回転させる回転プレート1に向かって往復移動する第二の金型5群の内、作動させる金型を実装したスライドの番号を設定する駆動ブロック番号設定手段、第二の金型2群の各金型をそれぞれ独立にサーボモータにより駆動する駆動機構及びこの駆動機構をサーボ制御する制御装置を設け、第二の金型5群については駆動ブロック番号設定手段で設定された番号の金型のみを作動させるようにした。
(もっと読む)
プレス加工機および速度制御方法
【課題】プレス加工におけるパンチ及びダイの形状変化を用いてプレス速度の制御を行うことで、パンチ及びダイの寿命を自動的に把握すると共に、製品の加工精度を向上させることができるプレス加工機および速度制御方法を提供する。
【解決手段】プレス加工時のせん断荷重に基づいて該プレス加工に用いるパンチ及びダイの形状変化を推定する形状推定手段と、算出された上記パンチ及びダイの形状変化に基づいてプレス速度の制御を行う速度制御手段と、を備えるようにする。
(もっと読む)
ゼロ点設定に基づくワークの溶接管理方法
【課題】ゼロ点設定に基づく溶接管理において、より精密に加工できるようにするとともに、加工具側の損耗や締め付けの弛みや破損等についても管理できるようにし、また、ゼロ点設定を効率的に行うことができるようにする。
【解決手段】下部電極5の貫通孔を通して上部に突出する位置決めピン8に板状ワークWやナットNをセットし、ナットNを上から押さえ付けて位置決めピン8のゼロ点を設定し、このゼロ点に基づいて、ナットNの姿勢の異常や機種の異常等を判断するような溶接方法において、下部電極5上にワークをセットした後、上部電極11の降下、ワークの加圧、(通電)、加圧開放の一連のサイクルを自動的に行わせるとともに、そのサイクル中、ワークの姿勢が基準姿勢になったときに、自動的にゼロ点を測定し設定できるようにする。
(もっと読む)
縦型ホットプレス装置
【課題】板材や熱板の自重等に因ることなく、加熱圧着後の被処理体ひいては各板材を均一の厚さに成形し得る縦型ホットプレス装置を提供する。
【解決手段】縦型ホットプレス装置1は、被処理体Wの上側及び下側の少なくとも一方の側に配置され、上下方向に移動可能な押圧盤13と、押圧盤13の押圧面13aに対して互いに異なる複数の位置に配置され、その押圧盤13を介して被処理体Wを上下方向に押圧する押圧シリンダ16L,16Rと、押圧シリンダ16L,16Rによる押圧下での押圧盤13の基準位置に対する上下方向の位置ずれ量を検出する押圧シリンダ用リニアエンコーダ41L,41R(位置ずれ量検出手段)と、検出される押圧盤13の位置ずれ量が設定範囲内に収まるように押圧シリンダ16L,16Rを個別に駆動制御する制御基板60及び電磁切換弁53L,53R(シリンダ制御手段)とを備える。
(もっと読む)
縦型コールドプレス装置
【課題】常温状態での押圧による被処理体を均一の厚さに成形することで、完成品としての積層合板を均一の厚さに成形し得る縦型コールドプレス装置を提供する。
【解決手段】縦型コールドプレス装置1は、被処理体Wの上側及び下側の少なくとも一方の側に配置され、上下方向に移動可能な押圧盤13と、押圧盤13の押圧面13aに対して互いに異なる複数の位置に配置され、その押圧盤13を介して被処理体Wを上下方向に押圧する押圧シリンダ16L,16Rと、押圧シリンダ16L,16Rによる押圧下での押圧盤13の基準位置に対する上下方向の位置ずれ量を検出する押圧シリンダ用リニアエンコーダ41L,41R(位置ずれ量検出手段)と、検出される押圧盤13の位置ずれ量が設定範囲内に収まるように押圧シリンダ16L,16Rを個別に駆動制御する制御基板60及び電磁切換弁53L,53R(シリンダ制御手段)とを備える。
(もっと読む)
1 - 20 / 46
[ Back to top ]