
Fターム[4E094DD01]の内容
Fターム[4E094DD01]に分類される特許
1 - 9 / 9
抜枠鋳型造型装置
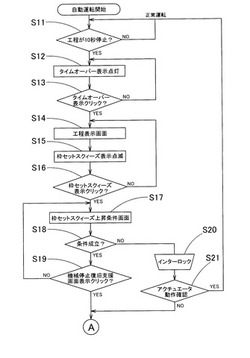
【課題】抜枠鋳型造型装置において、停止した機械の復旧を迅速に行うことを可能にすること。
【解決手段】シーケンサ200は、可動部材(下スクィーズボード4、下盛枠6、上枠10、マスタープレート22、押出プレート32)、シリンダ(枠セットスクィーズシリンダ2、下盛枠シリンダ5、上枠シリンダ9、パターンシャトルシリンダ21、モールド押出シリンダ31)及びシリンダ駆動機構(枠セットスクィーズシリンダ駆動機構400等)の各作動状態を監視し、当該抜枠鋳型造型装置100の作業工程において作動開始から所定位置に到達するまでの作動時間が異常動作時間設定値を経過したとき、操作パネル(タッチパネル300)における表示画面の表示及び入力スイッチの入力操作を介して機械停止復旧支援を行う。
(もっと読む)
鋳型造型方法及び装置

【課題】鋳枠背面の砂付量を容易かつ迅速に調整することができる鋳型造型方法及び装置を提供する。
【解決手段】マスタプレート42を、鋳枠30の下に重ねられた下補助枠28内の所定高さ位置に配置させるマスタプレート配置工程と、マスタプレート42が前記所定高さ位置に配置された重合枠12内に、鋳物砂18を投入させる鋳物砂投入工程と、昇降移動装置16を駆動させることにより、マスタプレート42を重合枠12に対して上方へ相対移動させて、投入された鋳物砂18の上面が少なくとも鋳枠30の上端を越えるまで鋳物砂18を移動させる鋳物砂移動工程と、スクイズヘッド62により、移動された鋳物砂18を鋳型24の背面側からスクイズさせる背面側スクイズ工程と、を備えていること。
(もっと読む)
鋳物砂導入式鋳型造型装置
【課題】鋳物砂を型枠内又は鋳枠内に圧縮空気を用いて導入し充填するようにして鋳型を造型する装置において、圧縮空気によるサンドタンク内の圧力変化を模型板の形状に合わせ最適に充填圧力を調整できる鋳物砂導入式鋳型造型装置を提供する。
【解決手段】鋳物砂を流動化する圧縮空気の噴射手段を備えかつ圧縮空気によって加圧するサンドタンク1と、サンドタンク1に連通接続された連通管2と、連通管2にその排出口が接続されて並列的に配設されかつその供給口が圧縮空気源4に接続され、圧縮空気の圧力、流量を調整する複数個の調整手段5と、その供給ポートが圧縮空気源4にかつその排出ポートが連通管2に連通された電空比例弁6と、サンドタンク1内の圧力を検出する圧力検出手段7と、複数個の調整手段5、電空比例弁6及び圧力検出手段7に電気的に接続されて複数個の調整手段5、電空比例弁6を制御するコントローラ8と、を具備したことを特徴とする。
(もっと読む)
上下鋳型造型装置の作動方法およびその装置
【課題】造型された鋳型に反りが発生したり、マッチプレートを破損したりするのを防止することができる上下鋳型造型装置の作動方法を提供する。
【解決手段】上および下押圧手段により上および下スクイズ部材をマッチプレートに向けてそれぞれ前進させるに際し、該上押圧手段による上スクイズ部材の上スクイズ力と下押圧手段による下スクイズ部材の下スクイズ力の大きさの差を所定範囲内の許容値に維持させるように、前記上スクイズ部材および/または下スクイズ部材の前進駆動を制御する。
(もっと読む)
抜型方法およびその装置
【課題】 鋳型を反転することなく、短時間で安全に、かつ安価にて抜型できるようにする。
【解決手段】 本発明の抜型方法は、模型定盤1の上に鋳枠3と模型2とを載置し、鋳型を造型した後、鋳型5から鋳枠3および模型2を抜型するもので、鋳枠3を分割した脱着式鋳枠4とし、鋳型を造型した後、鋳枠の一部を取り外し、近傍に備えたマニュピュレータ6により鋳型5を把持し、マニュピュレータ5または模型定盤1を移動させて抜型するものである。
(もっと読む)
鋳型造型方法及びその装置
【課題】ブローヘッド1の収容部2内に収容されたガス硬化性鋳物砂41を成形型35のキャビティ36内に吹き込み充填する場合に、その鋳物砂41をキャビティ36内に充填する前に硬化させることなく、良好で安定した充填性を確保する。
【解決手段】収容部2内の鋳物砂41のキャビティ36内への吹き込み充填前に、その鋳物砂41を、撹拌部材21によって、該撹拌部材21の撹拌抵抗値が所定範囲(鋳物砂がブローノズルから効率良く吹き出す最適な嵩密度範囲に対応する範囲)内になるまで撹拌する。
(もっと読む)
振動造型機
【課題】振動テーブルの空気ばねの変位量を検知する手段として極めて精度が高く、振動テーブルに敷設するのに適した小型で軽量の検知手段により振動モーターの制御を適正に行うようにすること。
【解決手段】基台に複数の空気ばねを介して振動テーブルを設け、該振動テーブルに振動モーター配置してなる振動造型機であって、前記空気ばねの少なくとも1つの圧縮変形を検知するレーザー距離検知手段と、該レーザー距離検知手段の検知結果に基づいて振動テーブルに加わる荷重を算定する演算装置を設け、該演算装置の出力を前記制御装置に入力して振動モーターを制御するように構成した。
(もっと読む)
鋳型造型装置の油圧ユニット
【課題】油圧シリンダの伸長作動によりスクイズ手段を前進させて鋳物砂をスクイズするに当たり、油圧シリンダに供給する高圧油の圧力の最小値を、アキュムレータの高圧油の保持圧力以下にすることができる鋳型造型装置の油圧ユニットを提供する。
【解決手段】油圧ポンプ10からの高圧油の流れを油圧シリンダ7に対して切り換える3位置4方口切換弁13を油圧配管に接続し、3位置4方口切換弁と油圧シリンダにおけるこれを伸長作動させる高圧油を供給する供給口を接続する油圧配管に、油圧配管内の高圧油の圧力を計測する圧力センサ19を設け、圧力センサに指令発信手段21を介して3位置4方口切換弁のパイロット部を電気的に接続し、これにより、油圧シリンダの伸長作動中、圧力センサの計測による高圧油の圧力がアキュムレータの高圧油の保持圧力以下の範囲内にある設定値まで上昇した時には、指令発信手段は、高圧油の油圧シリンダへの供給を中断するように3位置4方口切換弁のパイロット部に指令を発信することを特徴とする。
(もっと読む)
モールド台車の移送方法およびその装置
【課題】安価な空圧シリンダとオイルクッション付き空圧シリンダとを用いても、直列状に配置された複数のモールド台車を、1個のモールド台車のピッチで間歇的に移動させて、複数の前記モールド台車のそれぞれを所定位置に移送することができる方法を提供する。
【解決手段】直列状に配置された複数のモールド台車を、1個のモールド台車のピッチで間歇的に移動させて複数の前記モールド台車のそれぞれを所定位置に移送する方法でおいて、複数のモールド台車を速度制御された空圧シリンダの伸長作動により押動するとともにオイルクッション付き空圧シリンダによって受けて、複数のモールド台車を、1個のモールド台車の長さよりも若干長い距離移動させてモールド台車のそれぞれを所定位置を通過させたのち、当該複数のモールド台車のそれぞれを所定位置まで後退させることを特徴とする。
(もっと読む)
1 - 9 / 9
[ Back to top ]