
Fターム[4F074BA33]の内容
多孔性物品の製造及び廃物の回収・処理 (66,590) | 発泡剤 (9,592) | 物理的発泡剤、揮発性発泡剤 (6,368) | 窒素 (447)
Fターム[4F074BA33]に分類される特許
201 - 220 / 447
未架橋ポリエチレン押出発泡体
【目的】溶融張力が高く、耐熱性、発泡特性に優れたエチレン系重合体からなる未架橋ポリエチレン押出発泡体を提供する。
【解決手段】下記(A)〜(H)の要件を満足することを特徴とするエチレン系重合体からなる未架橋ポリエチレン発泡体を用いる。
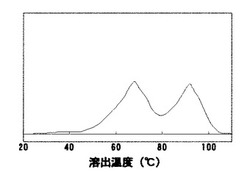
(A)密度(kg/m3)が910以上940未満、(B)MFR(g/10分)が0.1以上20以下、(C)末端ビニル数が1,000炭素原子当たり0.2個以下、(D)160℃で測定した溶融張力[MS160(mN)]とMFRの関係がMS160>90−130×log(MFR)、(E)190℃で測定した溶融張力[MS190(mN)]とMS160の関係が、MS160/MS190<1.8、(F)流動の活性化エネルギー[Ea(kJ/mol)]と密度の関係が、127−0.107d<Ea<88−0.060d、(G)連続昇温溶出分別法による溶出温度−溶出量曲線にピークが複数個存在、(H)50℃におけるn−ヘプタン抽出量が0.2重量%以下
(もっと読む)
ポリプロピレン系樹脂発泡シート
【課題】
帯電防止性能に優れ、かつ、薄く、剛性のある、自動包装ラインに好適に利用できる発泡シートを提供する。
【解決手段】
メルトフローレート(MFR)が1〜5g/10min、融点が150℃以上のポリプロピレン系樹脂100重量部に対して、メルトフローレート(MFR)が1〜15g/10min、融点が150℃以上の高分子型帯電防止剤を10〜25重量部含むポリプロピレン系樹脂組成物を押出発泡させたポリプロピレン系樹脂発泡シートである。そしてその発泡シートは、密度が0.05〜0.1g/cm3、厚みが0.5〜2mm、厚み方向の気泡数が1〜3個/mm、表面固有抵抗値が1×1013(Ω/□)未満であることを特徴とする。
(もっと読む)
プラスチック系有孔三次元構造体を製造するための方法およびこの方法を実施するための装置
非晶質および半晶質のポリマーから選択される少なくとも1種の熱可塑性ポリマー(P)をベースとする組成物の平板構造体(5)を連続的に押出加工する工程(1)と;工程(1)によって生じる平板構造体(5)を、有孔三次元構造体の形態で加工する工程(2)と;−有孔三次元構造体を、構造体の側面の両端に適用される2対のジョー(6,6')を含む把持手段を使用して構造体の両側面で把持する工程であって、各対は構造体に制御された圧縮比を適用するために互いから所定の距離でそのジョー(6,6')を有する工程(3)と;−押出し方向に対して垂直な方向に2対のジョー(6,6')を互いに対して相対的に移動させることによって、および同一対のジョー(6,6')間の距離を一定にしておくことによって、有孔三次元構造体を延伸させる工程(4)とを含む、プラスチック系有孔三次元構造体を製造するための方法。 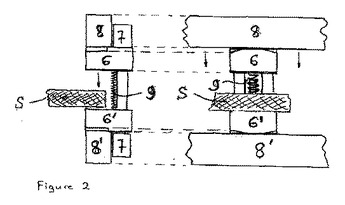 (もっと読む)
(もっと読む)
ポリオレフィン系樹脂予備発泡粒子
【課題】 複雑な形状を有するような型内発泡成形法において、型内発泡成形体の表面が美麗で、型内発泡成形体が破壊されない融着力を有する型内発泡成形体を提供すること。
【解決手段】 固定型と移動型を備えてなる型内発泡成形装置を用いて、前記固定型と前記移動型から構成される成形空間に、0.12MPaの内圧が付与されたポリオレフィン系樹脂予備発泡粒子を充填し、予備加熱工程、一方加熱工程、逆一方加熱工程、両面加熱工程からなる加熱工程を行う際の逆一方加熱工程終了時における金型内面にかかる圧力(A)と、
前記成形空間にポリオレフィン系樹脂予備発泡粒子を充填せずに、同時間、同加熱温度で予備加熱工程、一方加熱工程、逆一方加熱工程、両面加熱工程を行う際の逆一方加熱工程終了時における金型内面にかかる圧力(B)が、(A)/(B)≦2.5の関係を満たすことを特徴とするポリオレフィン系樹脂予備発泡粒子。
(もっと読む)
ポリプロピレン系樹脂発泡粒子

【課題】 収縮率が小さい型内発泡成形体を与えるポリプロピレン系樹脂発泡粒子と提供すること、特に30倍以上の高発泡倍率であって収縮率が小さい型内発泡成形体を与えるポリプロピレン系樹脂発泡粒子と提供すること。
【解決手段】 ポリスチレン換算重量平均分子量(Mw)が10万以上であり、メルトフローレート(MFR)が1g/10分以上7g/10分未満であって、且つ、下式を満たすポリプロピレン系樹脂を用いることを特徴とするポリプロピレン系樹脂発泡粒子によって上記課題が解決される。
MFR(g/10分)≦16−2.5×10-5Mw
式中、Mwはポリプロピレン系樹脂のポリスチレン換算重量平均分子量を表す。
(もっと読む)
ポリオレフィン系樹脂発泡粒子
【課題】本発明は、ポリオレフィン系樹脂発泡粒子に高分子型帯電防止剤を配合したときに見られる発泡粒子の収縮が抑制され、発泡粒子同士の融着性が良好で型内成形性に優れたポリオレフィン系樹脂発泡粒子、及び該発泡粒子を使用した帯電防止性能を有し、表面状態が良好で、機械的強度に優れた型内成形体が得られるポリオレフィン系樹脂発泡粒子を提供することを目的とする。
【解決手段】ポリオレフィン系樹脂により構成される芯層と、ポリオレフィン系樹脂により構成される該芯層を被覆する被覆層とからなる複合樹脂粒子を発泡させた、発泡粒子であり、前記芯層を構成するポリオレフィン系樹脂が結晶性ポリオレフィン系樹脂であり、前記被覆層を構成するポリオレフィン系樹脂が、前記芯層を構成するポリオレフィン系樹脂の融点(A)よりも低い融点(B)を有し、かつ該融点(B)と芯層を構成するポリオレフィン系樹脂の融点(A)との差[(A)−(B)]が0℃を超え80℃以下である結晶性ポリオレフィン系樹脂、又は芯層を構成するポリオレフィン系樹脂の融点(A)よりも低い軟化点(C)を有し、かつ該軟化点(C)と芯層を構成するポリオレフィン系樹脂の融点(A)との差[(A)−(C)]が0℃を超え100℃以下である非晶性ポリオレフィン系樹脂であり、前記被覆層に高分子型帯電防止剤が10重量%以上50重量%未満配合されているポリオレフィン系樹脂発泡粒子。
(もっと読む)
ポリプロピレン系樹脂予備発泡粒子
【課題】 幅広い温度範囲において良好な型内発泡成形体を得ることができるポリプロピレン系樹脂予備発泡粒子を提供すること。
【解決手段】 40℃から220℃まで昇温する示差走査熱量測定により求められるDSC曲線において低温側と高温側に2つの吸熱ピークを持ち、220℃から一旦40℃まで温度を下げた後再度、220℃まで昇温したときの示差走査熱量測定により得られるDSC曲線において、吸熱ピークの高温側にショルダーピークを有し、該ショルダーピークの面積が該吸熱ピークの0.5%以上あることを特徴とするポリプロピレン系樹脂予備発泡粒子。
(もっと読む)
ポリプロピレン系樹脂発泡粒子の製造方法
【課題】 より低い温度でポリプロピレン系樹脂発泡粒子間の融着を達成出来、高い機械強度を有する型内発泡成形体を与えることができるポリプロピレン系樹脂発泡粒子の製造方法を提供すること。
【解決手段】 ポリプロピレン系樹脂発泡粒子を加熱処理する工程を含む、ポリプロピレン系樹脂発泡粒子の製造方法であって、得られたポリプロピレン系樹脂予備発泡粒子が示差走査熱量分析において2つの吸熱ピークを有し、かつ、Qtはポリプロピレン系樹脂発泡粒子のDSC比Qtとポリプロピレン系樹脂発泡粒子表面部DSC比Qfが次の2式を満たすポリプロピレン系樹脂発泡粒子の製造方法。
Qf<20% (1)
Qf/Qt<90% (2)
(もっと読む)
スチレン改質ポリエチレン系樹脂予備発泡粒子の製造方法及び発泡成形体
【課題】 予備発泡粒子の表面洗浄を行うことなく、型内発泡成形時に優れた融着性を有するスチレン改質ポリエチレン系樹脂予備発泡粒子の製造方法を提供すること。
【解決手段】 スチレン改質ポリエチレン系樹脂粒子を耐圧容器中に分散剤とともに水系分散媒に分散させ、前記耐圧容器内に発泡剤を入れてスチレン改質ポリエチレン系樹脂粒子の軟化点以上の温度に加熱し、前記発泡剤の蒸気圧以上の加圧下でスチレン改質ポリエチレン系樹脂粒子に発泡剤を含浸させた後、耐圧容器内の温度および圧力を一定に保ちながらスチレン改質ポリエチレン系樹脂粒子と水系分散媒の混合物を耐圧容器内よりも低圧域に放出することを特徴とするスチレン改質ポリエチレン系樹脂予備発泡粒子の製造方法において、分散剤として微粒状の珪酸塩鉱物を使用することを特徴とするスチレン改質ポリエチレン系樹脂予備発泡粒子の製造方法。
(もっと読む)
ポリプロピレン系樹脂発泡粒子、及びその発泡粒子成形体
【課題】 ポリプロピレン系樹脂発泡粒子成形体の特徴である靭性、耐熱性、易焼却性、易リサイクル性などの優れた性質を損なうことなく、低い加熱温度における型内成形でも優れた物性を有するポリプロピレン系樹脂発泡粒子成形体を安定的に得ることが可能なポリプロピレン系樹脂発泡粒子を提供する。
【解決手段】 発泡粒子1〜3mgを試験片としてJIS K7121(1987年)に記載されている熱流束示差走査熱量測定法に基づいて、10℃/分の昇温速度で200℃まで昇温した後に、10℃/分の冷却速度で30℃まで降温し、再度10℃/分の昇温速度で30℃から200℃まで昇温した際に得られるDSC曲線により定まる樹脂融点が120℃以上140℃未満のポリプロピレン系樹脂発泡粒子であって、該発泡粒子を耐圧容器内で前記樹脂融点より5℃低い温度の飽和水蒸気により10秒間加熱した際に、加熱前後の発泡粒子の見かけ密度比[(加熱前の発泡粒子の見かけ密度)/(加熱後の発泡粒子の見かけ密度)]が1.5を超えない、ことを特徴とするポリプロピレン系樹脂発泡粒子。
(もっと読む)
発泡成形体
【課題】軽量で強度に優れる発泡成形体を提供する。
【解決手段】プロピレン系重合体(A)と、ポリ乳酸系樹脂(B)と、エポキシ基を含有するエチレン系重合体(C)及び/又はα,β−不飽和グリシジルエステルがグラフトされてなる変性プロピレン系重合体(D)と、を含有する樹脂組成物を成形してなる発泡成形体であって、密度が0.95g/cm3以下であり、かつ、表裏2層のスキン層と、これらのスキン層との間に配置され、複数の気泡を有する発泡層と、からなり、前記スキン層の単層の厚さは100μm以上であり、前記発泡層中の前記複数の気泡の平均気泡径は、500μm以下であり、前記発泡層中の気泡密度は、5×104個/cm3〜1×107個/cm3である。
(もっと読む)
発泡成形体の製造方法
【課題】軽量で機械強度に優れる発泡成形体の製造方法を提供する。また、金型汚染の少ない発泡成形体の製造方法を提供する。
【解決手段】プロピレン系重合体(A)と、ポリ乳酸系樹脂(B)と、エポキシ基を含有するエチレン系重合体(C)及び/又はα,β−不飽和グリシジルエステルがグラフトされてなる変性プロピレン系重合体(D)と、を含有する樹脂組成物を射出成形してなる発泡成形体の製造方法であって、発泡剤として物理発泡剤である不活性ガスや揮発性有機化合物からなる群から少なくともいずれか1種類を用いる。
(もっと読む)
射出発泡成形用熱可塑性エラストマー組成物、発泡体および発泡体の製造方法
【課題】発泡セルの微細性および発泡セルの均一性に優れる発泡体が射出発泡成形により得られるスチレン系の射出発泡成形用熱可塑性エラストマー組成物、該熱可塑性エラストマー組成物を射出発泡成形してなる発泡体、および、該熱可塑性エラストマー組成物を射出発泡成形する発泡体の製造方法を提供すること。
【解決手段】下記成分(A)、成分(B)および成分(C)を含有し、成分(A)100重量部あたり、成分(B)の含有量が5〜150重量部であり、成分(C)の含有量が5〜300重量部である射出発泡成形用熱可塑性エラストマー組成物。
(A):芳香族ビニル化合物ブロックと共役ジエン化合物ブロックとを含有するブロック共重合体の水素添加物であって、重量平均分子量20万以上の水素添加物
(B):メルトフローレートが2〜300g/10分であり、メルトテンションが3cN以上であるプロピレン系樹脂
(C):鉱物油軟化剤
(もっと読む)
押出発泡成形用樹脂組成物および押出発泡成形体
【課題】独立気泡率の高い押出発泡成形体の製造に適した押出発泡成形用樹脂組成物、独立気泡率の高い押出発泡成形体およびその製造方法を提供する。
【解決手段】下記成分(A)および成分(B)を含有し、成分(A)と成分(B)の合計量を100重量%として、成分(A)の含有量が80〜20重量%であり、成分(B)の含有量が20〜80重量%である押出発泡成形用樹脂組成物。
(A):エチレンに基づく単量体単位と炭素原子数3〜20のα−オレフィンに基づく単量体単位とを有し、メルトフローレート(MFR)が0.01〜5g/10分であり、ゲル・パーミエーション・クロマトグラフィー(GPC)により測定される分子量分布(Mw/Mn)が5以上であり、流動の活性化エネルギーが40kJ/mol以上であるエチレン系共重合体。
(B):高圧法低密度ポリエチレン
(もっと読む)
ポリプロピレン系樹脂組成物およびその製造方法、ならびに、発泡成形体
【課題】シルバーストリークが少ない発泡成形体、前記発泡成形体を与えるポリプロピレン系樹脂組成物およびその製造方法を提供すること。
【解決手段】プロピレン単独重合体(A−1)および/またはプロピレン−エチレン共重合体(A−2)を含むプロピレン重合体(A)を40〜94質量%、下記のエチレン−α−オレフィン共重合体(B)を5〜30質量%、ならびに、無機充填材(C)を1〜30質量%含む樹脂組成物(ただし、(A)、(B)および(C)の合計を100質量%とする)を含有することを特徴とするポリプロピレン系樹脂組成物。エチレン−α−オレフィン共重合体(B):α−オレフィンの炭素数が4〜20であり、密度が0.85〜0.89g/cm3であり、メルトフローレート(190℃、2.16kg)が10g/10分よりも大きく、40g/10分以下であるエチレン−α−オレフィン共重合体。
(もっと読む)
ポリプロピレン系樹脂組成物およびその製造方法、ならびに、発泡成形体
【課題】比重が低く、剛性が高く、シルバーストリークが少ない発泡成形体、比重が低く、剛性が高く、前記発泡成形体を与えるポリプロピレン系樹脂組成物およびその製造方法を提供すること。
【解決手段】プロピレン単独重合体(A−1)および/またはプロピレン−エチレン共重合体(A−2)を含むプロピレン重合体(A)を40〜94質量%、下記のエチレン−α−オレフィン共重合体(B)を5〜30質量%ならびに繊維状フィラー(C)を1〜30質量%含む樹脂組成物100質量部を含有することを特徴とするポリプロピレン系樹脂組成物。エチレン−α−オレフィン共重合体(B):α−オレフィンの炭素数が4〜20であり、密度が0.85〜0.89g/cm3であり、メルトフローレート(190℃、2.16kg)が10g/10分よりも大きく、40g/10分以下であるエチレン−α−オレフィン共重合体。
(もっと読む)
熱可塑性ポリエステル樹脂発泡シートの製造方法
【課題】シートの場所による不活性ガスのシートへの浸透ムラの発生を抑制することにより、微細な気泡を含有し、機械的強度が高く、しかも表面が美麗な熱可塑性ポリエステル樹脂発泡シートを安定にかつ経済的に量産できる方法を提供する。
【解決手段】熱可塑性ポリエステル樹脂シートとセパレータとを重ねて巻くことによりロール10を形成し、このロールを加圧不活性ガス雰囲気中に保持して熱可塑性ポリエステル樹脂シートに不活性ガスを浸透させる工程において、ロールを回転させながら熱可塑性ポリエステル樹脂シートに不活性ガスを浸透させる。
(もっと読む)
ポリプロピレン系樹脂予備発泡粒子、その製造方法、および、型内発泡成形体
【課題】 従来よりも成形時加熱蒸気圧力が低く、且つ割れにくい型内発泡成形体を得ることができ、型内発泡成形体としたときに表面および薄肉部位の美麗性が優れ、とりわけ箱型形状のような内倒れの起こりやすい形状の型内成形体で短時間の乾燥でも内倒れが起こりにくいポリプロピレン系樹脂予備発泡粒子を提供すること。
【解決手段】 ポリプロピレン系樹脂100重量部に対し、α−オレフィン・プロピレン共重合体ゴム1重量部以上5重量部以下、石油樹脂および/またはテルペン系樹脂1重量部以上20重量部以下を含んでなるポリプロピレン系樹脂組成物を基材樹脂とするポリプロピレン系樹脂予備発泡粒子。
(もっと読む)
難燃性発泡性ポリスチレン系樹脂粒子の製造方法
【課題】 本発明は、樹脂粒子中に難燃剤を均一に含浸させることができ、型内発泡成形により、ニクロムカットした際に良好な切断面が得られるポリスチレン系樹脂発泡成形体を得ることができる難燃性発泡性ポリスチレン系樹脂粒子の製造方法を提供する。
【解決手段】 本発明の難燃性発泡性ポリスチレン系樹脂粒子の製造方法は、水性懸濁液中に分散させたポリスチレン系樹脂粒子に発泡剤を含浸させる前又は含浸中に、可塑剤100重量部に粉末状の難燃剤14〜200重量部を加熱して溶解させた後に冷却して難燃剤を析出させてなる難燃剤分散液を上記水性懸濁液中に供給して、上記ポリスチレン系樹脂粒子中に上記難燃剤を含浸させることを特徴とする。
(もっと読む)
摩擦音のしないポリプロピレン系樹脂予備発泡粒子
【課題】 型内成形時の成形圧力の上昇や、発泡成形体の寸法精度の悪化、機械的強度の低下を引き起こすことなく、予備発泡粒子同士、発泡成形体同士、あるいは、発泡成形体と他のプラスチック製品、金属製品等との間で摩擦が生じたときに、周波数の高い耳障りな摩擦音(キュッキュッ音)が発生しないポリプロピレン樹脂発泡予備発泡粒子及びポリプロピレン系樹脂発泡成形体を提供すること。
【解決手段】 JIS K7171に準拠して測定した曲げ弾性率が1300MPa以上1700MPa以下のポリプロピレン系樹脂100重量部に対して、融点100℃以上130℃以下のポリエチレンワックスを2重量部以上12重量部以下含有する。
(もっと読む)
201 - 220 / 447
[ Back to top ]