
Fターム[4F074CC47]の内容
多孔性物品の製造及び廃物の回収・処理 (66,590) | 製造方法 (6,953) | 処理手段 (752) | 加熱、冷却手段 (750) | 流体によるもの (288) | 気体によるもの (193) | 水蒸気によるもの (109)
Fターム[4F074CC47]に分類される特許
61 - 80 / 109
発泡性スチレン系樹脂粒子
【課題】 含有されるスチレン系モノマー量が極めて少ないにも関わらず、優れた発泡性を有し、発泡成形体にした際に良好な機械的強度および外観を有する発泡性スチレン系樹脂粒子を、生産性を悪化させることなく提供する。
【解決手段】 発泡性スチレン系樹脂粒子の重量平均分子量Mwが20万以上32万未満、かつ、重量平均分子量Mwと数平均分子量Mnの比Mw/Mnが2.2以上2.9未満とすることにより、含有するスチレン系モノマーが1000ppm未満でありながら、上記特性を有する発泡性スチレン系樹脂粒子を得ることができる。さらに、該発泡性スチレン系樹脂粒子は、重合転化率が60%未満までの重合温度を80℃以上100℃未満とし、重合転化率が60%以上85%未満の間に重合温度を100℃以上130℃未満へ昇温を開始し、その後重合温度を100℃以上130℃未満で維持する懸濁重合にて製造することにより、効率的に得ることができる。
(もっと読む)
発泡性スチレン系樹脂粒子
【課題】 含有されるスチレン系モノマー量が極めて少ないにも関わらず、優れた発泡性を有し、発泡成形体にした際に良好な機械的強度および外観を有する発泡性スチレン系樹脂粒子を、生産性を悪化させることなく提供する。
【解決手段】 発泡性スチレン系樹脂粒子の重量平均分子量Mwが20万以上32万未満、かつ、重量平均分子量Mwと数平均分子量Mnの比Mw/Mnが2.2以上2.9未満とすることにより、含有するスチレン系モノマーが1000ppm未満でありながら、上記特性を有する発泡性スチレン系樹脂粒子を得ることができる。さらに、該発泡性スチレン系樹脂粒子は、重合転化率が60%未満までの重合温度を80℃以上100℃未満とし、重合転化率が60%以上85%未満の間に重合温度を100℃以上130℃未満へ昇温を開始し、その後重合温度を100℃以上130℃未満で維持する懸濁重合にて製造することにより、効率的に得ることができる。
(もっと読む)
吸音性改質ポリスチレン系樹脂発泡成形体とその製造方法
【課題】型内発泡成形において優れた熱融着性を発揮し、かつ空隙部分を多数有して吸音性に優れた吸音性改質ポリスチレン系樹脂発泡成形体の提供。
【解決手段】プロピレン系樹脂100質量部に対して、ポリスチレン系樹脂を100質量部以上400質量部未満含有する改質ポリスチレン系樹脂粒子に、炭化水素系発泡剤を含浸させた上で予備発泡させ、該予備発泡粒子に残存する発泡剤を強制的に減少させて、残存発泡剤量が0.0〜3.0質量%である発泡剤除去発泡粒子とし、次いで該発泡剤除去発泡粒子を型内発泡成形を行って、(a)密度が0.0166〜0.20g/cm3の範囲、(b)空隙率が10〜30%の範囲、(c)曲げの破断点変位量が10mm以上、(d)吸音率が0.5以上、の各条件を満たす吸音性改質ポリスチレン系樹脂発泡成形体を得る製造方法。
(もっと読む)
ポリフッ化ビニリデン系樹脂発泡粒子、及びポリフッ化ビニリデン系樹脂発泡粒子成形体
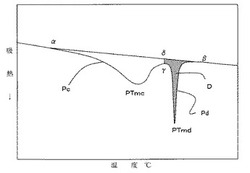
【課題】 ポリフッ化ビニリデン系樹脂発泡粒子を型内成形して、ポリフッ化ビニリデン系樹脂の優れた特性を損なうことなく、安定的に優れた機械的物性を有する発泡粒子成形体を得ることができる発泡粒子を提供することを目的とする。
【解決手段】ポリフッ化ビニリデン系樹脂発泡粒子であって、該発泡粒子1〜3mgを熱流束示差走査熱量測定法により、10℃/分の昇温速度で25℃から200℃まで加熱したときに得られるDSC曲線(第1回加熱のDSC曲線)が、ポリフッ化ビニリデン系樹脂に固有の吸熱ピーク(固有ピーク)と、該固有ピークの高温側に1つ以上の吸熱ピーク(高温ピーク)とを有し、該高温ピークの融解熱量が少なくとも0.5J/gであることを特徴とする。
(もっと読む)
フラワーアレンジメント用台座およびその製造方法。
【課題】 生分解性であり、花卉の挿し性と保持性に優れ、軽量、且つ吸水性に優れたフラワーアレンジメント用台座を容易に提供すること。
【解決手段】 脂肪族ポリエステル系樹脂からなり、連続気泡率が50%以上であり、示差走査熱量測定において0℃から200℃まで10℃/minで昇温した際に得られるDSC曲線において、融解熱量が15J/g以上60J/g以下であるフラワーアレンジメント用台座。
(もっと読む)
ポリオレフィン系樹脂発泡粒子
【課題】表面が美麗で、均一な融着性を示し、更に変形やヒケの無いポリオレフィン系樹脂型内発泡成形体を得ることができるポリオレフィン系樹脂発泡粒子の提供。
【解決手段】0.18MPa以上0.22MPa以下の所定の内圧が付与されたポリオレフィン系樹脂発泡粒子を、型内発泡成形装置に備えてなる固定型と移動型から構成される成形空間に、該成形空間容積の80%充填し、(1)予備加熱工程、(2)一方加熱工程をそれぞれ3秒以上、且つ一方加熱工程時の前記成形空間内圧力が0.01MPa(G)以上となるように行った後、ポリオレフィン系樹脂発泡粒子を取り出し、乾燥後得られる該ポリオレフィン系樹脂発泡粒子の真空嵩密度と、該ポリオレフィン系樹脂発泡粒子の嵩密度で表される一方加熱終了後の前記ポリオレフィン系樹脂発泡粒子の二次発泡力が1.00より大きく1.25より小さいポリオレフィン系樹脂発泡粒子。
(もっと読む)
摩擦音の発生が抑制されたポリオレフィン系樹脂予備発泡粒子
【課題】発泡成形体同士、あるいは、発泡成形体と他のプラスチック製品等との間で摩擦が生じたときに、周波数の高い耳障りな摩擦音の発生がより抑制されたポリオレフィン系樹脂型内発泡成形体、該型内発泡成形体を提供しうるポリオレフィン系樹脂予備発泡粒子を提供すること。
【解決手段】ポリオレフィン系樹脂粒子、水、発泡剤、分散剤を含んでなる水分散物を耐圧容器内に仕込み、耐圧容器内を一定温度、一定圧力に保持した後、水分散物を耐圧容器内圧より低圧雰囲気下に放出して得られるポリオレフィン系樹脂発予備泡粒子において、ポリオレフィン系樹脂粒子が、ポリオレフィン系樹脂とポリシロキサンを溶融混練してなるものであることを特徴とするポリオレフィン系樹脂予備発泡粒子。
(もっと読む)
圧縮充填法によるポリプロピレン系樹脂型内発泡成形体の製造方法
【課題】成形金型の充填機取り付け部位付近の融着不良が発生しない圧縮充填法によるポリプロピレン系樹脂型内発泡成形体の製造方法を提供すること。
【解決手段】次の工程を経て得られるポリプロピレン系樹脂多段発泡粒子を用いる、圧縮充填法によるポリプロピレン系樹脂型内発泡成形体の製造方法。
重量平均分子量と数平均分子量の比が3.6以上であるポリプロピレン系樹脂を基材樹脂とするポリプロピレン系樹脂粒子を耐圧容器内で分散媒に分散させ、発泡剤として二酸化炭素を含む発泡剤を添加した後、ポリプロピレン系樹脂粒子の軟化温度以上の温度に加熱し、ポリプロピレン系樹脂粒子内に二酸化炭素を含む発泡剤を含浸させたのち、耐圧容器の一端を開放してポリプロピレン系樹脂粒子を耐圧容器内よりも低圧の雰囲気中に放出することによりポリプロピレン系樹脂発泡粒子を製造する工程、得られたポリプロピレン系樹脂発泡粒子をさらに発泡させ、ポリプロピレン系樹脂多段発泡粒子を製造する工程。
(もっと読む)
ポリオレフィン系樹脂発泡粒子表面に付着した難水溶性無機化合物を低減させる方法
【課題】 ポリオレフィン系樹脂発泡粒子表面に付着する難水溶性無機化合物量が低減されたポリオレフィン系樹脂発泡粒子を提供すること。
【解決手段】 耐圧容器内にポリオレフィン系樹脂粒子、難水溶性無機化合物、界面活性剤を含む水性分散液ならびに発泡剤を導入し、昇温して一定圧力、一定温度としてポリオレフィン系樹脂粒子に発泡剤を含浸させたのち、低圧雰囲気下に放出することで得られるポリオレフィン系樹脂発泡粒子を蒸気にて処理することを特徴とするポリオレフィン系樹脂発泡粒子表面に付着した難水溶性無機化合物を低減させる方法。
(もっと読む)
発泡性スチレン系樹脂粒子

【課題】 本発明は、上端開口部を偏平な状態に変形させる応力を円滑に吸収して上端開口部が破損するのを略防止することができる発泡性スチレン系樹脂粒子を提供する。
【解決手段】 本発明の発泡性スチレン系樹脂粒子は、発泡させて有底円筒状の発泡容器を成形するための発泡性スチレン系樹脂粒子であって、スチレン系モノマー、エチルベンゼン、トルエン、n−プロピルベンゼン、i−プロピルベンゼン及びキシレンからなる群より選ばれた一種又は二種以上の芳香族化合物からなる有機化合物の総重量が発泡性スチレン系樹脂粒子の全量に対して0〜500ppmであると共に、粒度分布の変動係数Cv値が0〜0.1で且つ平均粒子径が0.3〜0.6mmであることを特徴とする。
(もっと読む)
発泡成形体、およびその製造方法
【課題】 黒色を十分に呈しつつ、耐熱性及び遅燃性に優れた発泡成形体を提供することにある。
【解決手段】 カーボン、ポリプロピレン系樹脂、及びポリスチレン系樹脂を有する複合樹脂と、該複合樹脂100質量部に対して1.5〜5質量部の難燃剤及び0.5〜2質量部の難燃助剤とを備えてなる難燃剤含有複合樹脂粒子を予備発泡させて予備発泡粒子を形成し、該予備発泡粒子をゲージ圧力0.22〜0.35MPaの蒸気圧で発泡成形させて形成されてなり、
前記カーボンが、前記ポリプロピレン系樹脂及び前記カーボンの合計量に対して0.5〜8質量%含有され、
前記ポリスチレン系樹脂が、前記カーボンと前記ポリプロピレン系樹脂との合計量100質量部に対して100〜400質量部含有され、
前記難燃剤及び前記難燃助剤が、合計量で、前記複合樹脂100質量部に対して5.5質量部以下含浸されてなることを特徴とする発泡成形体を提供する。
(もっと読む)
ポリプロピレン系樹脂予備発泡粒子およびそれを用いたポリプロピレン系樹脂発泡成形体
【課題】 肉厚が薄い部分と厚い部分を併せてもつような複雑な形状の発泡成形体についても、表面性、融着、ヒケ、変形、寸法性を良好なままに維持しながらも、成形サイクルを短縮できて、生産性の向上が可能なポリプロピレン系樹脂予備発泡粒子を提供すること。
【解決手段】 代表的には、水添石油樹脂0.5重量%以上5重量%以下を含んでなり、該ポリプロピレン系樹脂組成物の融点が143℃以上146℃以上であり、メルトインデックスが6g/10分以上8g/10分以下であるポリプロピレン系樹脂組成物を基材樹脂とすることを特徴とするポリプロピレン系樹脂予備発泡粒子。
(もっと読む)
多孔フィルムの製造方法
【課題】微小な孔を有する多孔層を両面に備えた多孔フィルムを簡単に製造する。
【解決手段】第1室35にて、ディップコータ40により支持体11の両面に塗布液20を塗布する。裏面側の塗布液20をブレード44で掻き取り、表面側の第1塗布膜46と裏面側の第2塗布膜47との厚みを変える。第2室36の送風吸引ユニット51,52により、各塗布膜46,47に結露を発生させる。第3室37で微小水滴を成長させる。第4室38で水滴を乾燥させて、孔を両面に有する多孔フィルム10を形成する。両面に多孔層を有する多孔フィルム10を簡単に製造することができる。
(もっと読む)
多孔フィルムの製造方法
【課題】複数の孔が規則的に形成され、耐溶剤性に優れる多孔フィルムを製造する。
【解決手段】側鎖にエステル結合(−O−CO−)をもつポリマーとしてのセルロースアシレート56を溶媒57に溶解して流延溶液58とする。この流延溶液58を支持体52の上に流延して流延膜62を形成する。結露により流延膜62の上に水滴を生じさせる。そして、流延膜62の溶媒含有率が10重量%に達するまで、溶媒57を流延膜62から蒸発させる。このとき、結露で生じた水滴を蒸発させないようにする。溶媒含有率が10重量%に達した流延膜62に塩基性水溶液73を接触させてセルロースアシレートをけん化する。そして、この流延膜62を洗浄水81で洗浄して塩基71を除去してから乾燥する。
(もっと読む)
多孔フィルムの製造方法
【課題】多孔エリアのサイズや形状を変更した各種態様の多孔フィルムを簡単に製造する。
【解決手段】支持体12の上に第2塗布液36を塗布して乾燥した後、第1塗布液35を塗布する。塗布された第1塗布液35の上に、インクジェット塗布ユニット55により、水からなる第3塗布液37を水滴として供給し、この供給したエリアを多孔エリアとする。次に有機溶媒を塗膜から蒸発させるとともに、水滴を第1塗布液35の塗膜から蒸発させる。多孔エリアに、多数の孔が並んで形成された多孔フィルムが得られる。インクジェットプリント方式で、水滴を直接に形成するため、結露工程や液滴成長工程が不要になり、多孔フィルムを効率良く製造することができる。また、多孔エリアの形状の変更も容易であり、多種多様なパターンの多孔フィルムが得られる。
(もっと読む)
多孔フィルムの製造方法
【課題】多孔エリアのサイズや形状を変更した各種態様の多孔フィルムを簡単に製造する。
【解決手段】支持体12の上に第2塗布液36を塗布して乾燥し内部層を形成した後、内部層の上に第1塗布液35を塗布する。塗布された第1塗布液35の上に、インクジェット塗布ユニット30により、第1塗布液35とは水に対する界面張力が異なる第3塗布液37を塗布し、多孔エリアとする。多孔エリアに対し、加湿空気を送り、結露させる。第3室53で、結露を水滴として成長させ、溶媒を塗膜から蒸発させる。その後、水滴を第1塗布液35の塗膜から蒸発させることにより、多孔エリアに、多数の孔が並んで形成された多孔フィルム10が得られる。インクジェットプリント方式で、多孔エリアを形成するため、多孔エリアの形状や孔サイズを簡単に変更することができる。
(もっと読む)
発泡性ポリスチレン系樹脂粒子及びその製造方法、並びに、予備発泡粒子及び発泡成形品
【課題】 本発明は、成形サイクルが短く且つ成形直後において表面硬度の高い発泡成形品を得ることができる発泡性ポリスチレン系樹脂粒子を提供する。
【解決手段】 本発明の発泡性ポリスチレン系樹脂粒子は、ポリスチレン系樹脂粒子100重量部にブタン4.5〜10重量部及びプロパン0.7〜2.7重量部を含有する発泡剤を含浸させてなることを特徴とするので、発泡成形サイクルが短いと共に、発泡性ポリスチレン系樹脂粒子を用いて得られた発泡成形品はその発泡直後においても優れた表面硬度を有しており粘着性フィルムなどの貼着作業も円滑に且つ確実に行なうことができる。
(もっと読む)
帯電防止性熱可塑性樹脂発泡成形体とその製造方法、帯電防止性熱可塑性樹脂発泡成形体製造用成形型及び帯電防止性熱可塑性樹脂発泡成形体製造用成形装置
【課題】予備発泡粒子が水蒸気に接触した場合にカチオン系帯電防止剤の流亡が少なくなり、低コストで帯電防止特性に優れた発泡成形体を得ることが可能な技術の提供。
【解決手段】熱可塑性樹脂粒子に発泡剤を含ませ、少なくとも粒子表面にカチオン系帯電防止剤を付着させた発泡性熱可塑性樹脂粒子を用意し、該発泡性熱可塑性樹脂粒子を加熱し発泡させて予備発泡粒子を作製し、次いで該予備発泡粒子を、所望の成形体形状と合致するキャビティを有する成形型の該キャビティ内に充填し、成形型のベントホールを通してキャビティ内に水蒸気を流して加熱し、予備発泡粒子を膨張・融着させる型内発泡成形を行って発泡成形体を製造する方法において、成形型の発泡成形体が接触する成形面の面積に占めるベントホールの開口面積の割合である開口率を0.5%〜1.0%の範囲として型内発泡成形を行うことを特徴とする帯電防止性熱可塑性樹脂発泡成形体の製造方法。
(もっと読む)
ポリプロピレン系樹脂発泡粒子の製造方法、ポリプロピレン系樹脂発泡粒子およびポリプロピレン系樹脂型内発泡成形体
【課題】 無機系の発泡剤を用いて低発泡倍率のポリプロピレン系樹脂発泡粒子を得る製造方法において、未発泡の樹脂粒子が発泡粒子中に混在するようなことがなく、発泡粒子間での倍率バラツキが小さく、かつ発泡粒子内の気泡膜厚バラツキが小さいポリプロピレン系樹脂発泡粒子の製造方法を提供すること。
【解決手段】 ポリプロピレン系樹脂100重量部に対して、結晶水含有無機化合物0.005重量部以上1重量部以下含んでなるポリプロピレン系樹脂粒子と、水、無機系分散剤、分散助剤を耐圧容器中に収容した後、無機系発泡剤存在下に攪拌して分散させながら昇温するとともに、耐圧容器内圧力を0.9MPa(G)以上3.5MPa(G)以下に昇圧し、次いで耐圧容器中の分散液を耐圧容器の内圧よりも低い圧力域に放出して発泡させることを特徴とするポリプロピレン系樹脂発泡粒子の製造方法。
(もっと読む)
ポリオレフィン系樹脂予備発泡粒子
【課題】 複雑な形状を有するような型内発泡成形法において、型内発泡成形体の表面が美麗で、型内発泡成形体が破壊されない融着力を有する型内発泡成形体を提供すること。
【解決手段】 固定型と移動型を備えてなる型内発泡成形装置を用いて、前記固定型と前記移動型から構成される成形空間に、0.12MPaの内圧が付与されたポリオレフィン系樹脂予備発泡粒子を充填し、予備加熱工程、一方加熱工程、逆一方加熱工程、両面加熱工程からなる加熱工程を行う際の逆一方加熱工程終了時における金型内面にかかる圧力(A)と、
前記成形空間にポリオレフィン系樹脂予備発泡粒子を充填せずに、同時間、同加熱温度で予備加熱工程、一方加熱工程、逆一方加熱工程、両面加熱工程を行う際の逆一方加熱工程終了時における金型内面にかかる圧力(B)が、(A)/(B)≦2.5の関係を満たすことを特徴とするポリオレフィン系樹脂予備発泡粒子。
(もっと読む)
61 - 80 / 109
[ Back to top ]