
Fターム[4F201AH56]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 用途物品 (774) | 箱状容器(←コンテナ、パレット) (13)
Fターム[4F201AH56]に分類される特許
1 - 13 / 13
ポリスチレン系発泡性樹脂粒子の製造方法
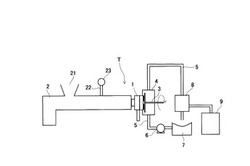
【課題】水中カット式造粒機を用いて均質なポリスチレン系発泡性樹脂粒子を得ること。
【解決手段】 複数のダイス孔を有するダイスと、該ダイスに溶融樹脂を供給する押出機とを備え、前記ダイスがダイバータバルブを有し、該ダイバータバルブが、前記押出機から供給される溶融樹脂を前記ダイス孔に供給する第一の流路と機外に排出する第二の流路とを有している水中カット式造粒機を用い、発泡剤を含有する溶融ポリスチレン系樹脂を前記押出機から前記ダイスに供給しつつ前記第二の流路を通じて機外に排出させる準備工程を実施し、該準備工程後に、前記溶融ポリスチレン系樹脂の流路を前記第一の流路に切り替えてポリスチレン系発泡性樹脂粒子を作製するポリスチレン系発泡性樹脂粒子の製造方法であって、前記第一の流路への切り替え前の前記溶融ポリスチレン系樹脂の樹脂圧が、前記切り替え後の10%以上となるようにして前記準備工程を実施することを特徴とするポリスチレン系発泡性樹脂粒子の製造方法を提供する。
(もっと読む)
ポリカーボネート樹脂ペレットの製造方法

【課題】塩素化合物等の不純物含有量が極めて少なく、樹脂の劣化が少なくて黄変の発生がなく、ペレット外観が良好で、樹脂添加剤フリーで使用可能なポリカーボネート樹脂ペレットの提供。
【解決手段】1)特定の粉粒体形状のポリカーボネート樹脂を用い、2)酸素濃度が3容量%以下の不活性ガス雰囲気中を50cm以上落下移動させ、3)押出機の混練ゾーンにおいて、電気伝導度が30μS/cm以下の水を特定量注入し、4)ベント口を減圧状態にして吸引すると共に、樹脂中の水分濃度を10〜200ppmに調整し、5)ダイから押し出されたストランドを電気伝導度が30μS/cm以下の水中で冷却し、6)ストランドを70℃〜130℃でカッティングし、10〜200ppm含水するペレットを得、7)該ぺレットを湿潤雰囲気下で含水させ、元の含水率を超え、1300ppm以下に調整することを特徴とするポリカーボネート樹脂ペレットの製造方法。
(もっと読む)
フッ素樹脂成形品の製造方法、分析用樹脂容器及び元素分析方法
【課題】試料等への汚染がほとんど無く、高精密な元素分析に用いるのに好適なフッ素樹脂成形品を製造する方法、その製造方法により製造された分析用樹脂容器、及びそれを用いた元素分析方法を提供することを目的とする。
【解決手段】加圧して焼成することによりフッ素樹脂を成形する成形工程の後、該成形されたフッ素樹脂の表面を溶融する表面溶融工程を有するフッ素樹脂成形品の製造方法、当該製造方法により製造された分析用樹脂容器、及び当該分析用樹脂容器を用いた元素分析方法。
(もっと読む)
射出成形用硬質塩化ビニル樹脂組成物およびその利用
【課題】 組成物の混練性が良好であり外観が良好な射出成形体を与える、再利用塩化ビニル樹脂が使用された射出成形用硬質塩化ビニル樹脂組成物を提供する。
【解決手段】 平均重合度が900〜1200である塩化ビニル樹脂を主成分とする硬質塩化ビニル樹脂組成物からなる再利用原料Aまたは再利用原料Aの粉砕品 35〜80重量部、平均重合度が560〜850である塩化ビニル樹脂B 10〜50重量部、平均重合度が450〜550である塩化ビニル樹脂C 3〜25重量部、および安定剤D 1〜15重量部を含有し、再利用原料A、塩化ビニル樹脂Bおよび塩化ビニル樹脂Cの合計量は100重量部である射出成形用硬質塩化ビニル樹脂組成物。
(もっと読む)
ポリマー材料
ポリマー材料からのシールリング、スクロールコンプレッサ用のスクロールおよびマイクロチップトレイのような製品のポリマー材料製造は、熱および/または応力を受けた場合に、そのような製品の形状および/または寸法が使用中に有害に変化し得る危険性を最小限にするように行われ得る。製造は、生じる結晶化度を制限しようとする条件下でポリマー材料から構成部品を形成する工程と、例えば、ジグを用いて、前記構成部品を所望形状に束縛する工程と、構成部品を束縛した状態で、構成部品の結晶化度のレベルをできるだけ増大させるために十分に高い温度に構成部品を加熱する工程とを伴う。 (もっと読む)
部分発泡共射出成形体の製造方法及び部分発泡共射出成形体
【課題】微細かつ均一な大きさの発泡セルが分布している発泡樹脂層と共に、発泡セルが分布していない非発泡樹脂層とを有する多層構造を有しており、しかも非発泡樹脂層の厚み等の制限がなく、設計の自由度の高い部分発泡成形体を製造する方法を提供する。
【解決手段】発泡剤が溶解した発泡性樹脂と発泡剤が溶解していない非発泡性樹脂とを用意する工程;前記発泡性樹脂及び非発泡性樹脂を、少なくとも発泡性樹脂については、保圧をかけて発泡を抑制しながら、逐次または同時射出して冷却固化することにより、発泡性樹脂層と非発泡性樹脂層とを有する多層一次成形体を成形する共射出工程;前記多層一次成形体を加熱して発泡性樹脂を発泡させることにより、発泡性樹脂層を発泡樹脂層とする発泡工程;を含む。
(もっと読む)
ポリオレフィン/スチレンポリマー混合物に基づく弾性成形フォームビーズ
A)45〜98.8質量%のスチレンポリマー、
B1)1〜45質量%の、融点が105〜140℃の範囲のポリオレフィン、
B2)0〜25質量%の、融点が105℃未満のポリオレフィン、
C1)0.1〜9.9質量%のスチレン−ブタジエンブロックコポリマー、
C2)0.1〜9.9質量%のスチレン−エチレン−ブチレンブロックコポリマー、
D)1〜15質量%の発泡剤、
E)0〜5質量%の核形成剤
を含み、A)〜E)の合計が100質量%である、発泡性、熱可塑性ポリマービーズ材料、及び弾性成形フォーム成形物を製造するために使用する方法。
(もっと読む)
ポリプロピレン成形品、シート状ポリプロピレン成形品およびポリプロピレン熱成形品の製造方法
【課題】高剛性および高透明性なアイソタクティシティの高いポリプロピレン成形品およびその製造方法を提供する。
【解決手段】アイソタクティックペンタッド分率が95%モル以上の立体規則性を有するポリプロピレン溶融物を流動させる。ポリプロピレン溶融物を、−200℃以上50℃以下に冷却し、かつ0.1秒以上100秒以下で維持し、100nm以下の中間相もしくは単斜晶のドメインおよび非晶相を主要組成とする急冷ポリプロピレン高次構造体を得る。急冷ポリプロピレン高次構造体を、吸熱性転移を示す温度域かつポリプロピレンの融解温度以下の温度に昇温して熱処理する。
(もっと読む)
ポリカーボネート樹脂ペレットの製造方法および該ペレットから形成されたシリコンウエハーまたは磁気ディスクの収納搬送容器
【課題】シリコンウエハーや磁気ディスク等の薄板の表面汚染を低減できる収納搬送容器に好適なポリカーボネート樹脂材料を提供する。
【解決手段】ポリカーボネート樹脂ペレットを製造する方法において、二軸押出機としてベントの上流側に少なくとも1つの水注入部を有する二軸押出機を用い、水注入部から水を注入すると共にベントの真空度を6.7kPa以下に調整し、且つ、水注入部直下の混練部のスクリュー構成を、上流側からシールリング、直交ニーディングディスクまたは順送りニーディングディスク、逆送りニーディングディスク、シールリングの順の構成とし、混練部の各スクリューエレメントの長さを0.25D〜1.0Dの範囲とし、混練部のL2/Dを1〜4の範囲とすることを特徴とするポリカーボネート樹脂ペレットの製造方法およびポリカーボネート樹脂ペレットから形成されるシリコンウエハーまたは磁気ディスクの収納搬送容器。
(もっと読む)
熱可塑性樹脂発泡粒子の製造方法、熱可塑性樹脂粒子及び熱可塑性樹脂発泡粒子、並びに熱可塑性樹脂発泡粒子成形体
【課題】 本発明は、引張弾性率が1600MPa以上の比較的硬い熱可塑性樹脂であっても、割れや欠けを発生させることなく安定して微小な熱可塑性樹脂粒子を生産することができるストランドカット法を提供すること、及び該方法により製造された樹脂粒子であって、粒径が揃った微小な熱可塑性樹脂粒子を提供することを課題とする。
【解決手段】 本発明の熱可塑性樹脂粒子の製造方法は、押出機の出口に取り付けたダイから、溶融状態の熱可塑性樹脂を複数本のストランドとして気相中に押出し、該ストランドを水の中へ浸漬し、該水の中を通過させることにより冷却固化させてから、該ストランドを切断して樹脂粒子を得る製造方法であり、上記熱可塑性樹脂の引張弾性率Y(MPa)が1600以上であると共に、得られる樹脂粒子の直径X(mm)と該引張弾性率Yにより定まるZ(MPa・mm)=X・Yが特定の関係を満足することを特徴とする。
(もっと読む)
生分解性シート及びこのシートを用いた成形体とその成形方法
【課題】成形性が良好で、高い金型温度で成形することを必要とせずに、耐熱性の良好な成形体が得られる、生分解性シートを提供すること。
【解決手段】生分解性シートの成形方法は、ポリ乳酸系樹脂75〜25重量%と、ガラス転移温度が0℃以下、融点が前記ポリ乳酸系樹脂のガラス転移温度より高く、ポリ乳酸系樹脂の融点以下であるポリエステル25〜75重量%とを合計で100重量%となるように配合した樹脂組成物から成るシートを、予備結晶化させ、脂肪族系ポリエステルの融点以上、かつポリ乳酸系樹脂の融点未満の温度で成形する。
(もっと読む)
多層ドーズ
本発明は、圧縮成型によって多層物体の製造を目的とする、対称軸を有する多層ドーズに関する。独創的なドーズは、第一の合成樹脂と、第一の樹脂中に封入され、ドーズの容積の20%未満を占有する薄い機能層(3)を具備する。多層ドーズは、層(3)が、対称軸の周囲を回転する物体のシェルを形成することと、層と前記軸との間の距離が可変であることを特徴とする。 (もっと読む)
多層ドーズ
本発明は、圧縮成型により多層物体を作製するための多層の合成樹脂製ドーズに関し、前記ドーズは、対称軸を具備し、かつ第一の合成樹脂(2)と、前記対称軸の周囲に形成される回転体の外部シェルを形成し、また対称軸に平行な方向に配置される二つの端部を具備する少なくとも一つの合成樹脂の薄い機能層(3)から成る。独創的ドーズは、機能層(3)が、第一の合成樹脂(2)中に全体的に、もしくは一つ以上の端部が前記第一の樹脂(2)中に封入されるように、封入されることを特徴とする。  (もっと読む)
(もっと読む)
1 - 13 / 13
[ Back to top ]