
Fターム[4F201BL45]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 造粒 (1,958) | 製造される粒子の特徴 (546) | 組成、性質 (337) | 導電性を有するもの (9)
Fターム[4F201BL45]に分類される特許
1 - 9 / 9
燃料電池用セパレータの製造方法及び燃料電池用セパレータ
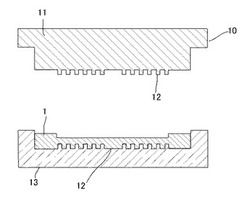
【課題】成形不良や導電性の不足を招くことがなく、耐久性を向上させ得る燃料電池用セパレータの製造方法及び燃料電池用セパレータを提供する。
【解決手段】粉状の成形材料1を成形用金型10に充填して加熱加圧した後、加圧冷却して燃料電池用セパレータを成形する燃料電池用セパレータの製造方法で、所定の樹脂と黒鉛粒子を所定の樹脂の溶融開始温度以上の温度で加熱混練して成形材料1を調製し、成形材料1を粉砕して粉体化した後、粉体化した成形材料1に黒鉛粒子を添加して所定の樹脂の溶融開始温度未満の温度で混合することにより、粉状の成形材料1を調製する。黒鉛粒子の周辺に所定の樹脂が過度に密着して導電性を阻害することがないので、導電性不足を解消できる。また、所定の樹脂と黒鉛の局部的なばらつきを抑制できるので、燃料電池用セパレータの機械的特性や導電性の不良が局部的に発生するのを解消できる。
(もっと読む)
長繊維強化熱可塑性樹脂成形材料の製造方法
【課題】添加剤の均一分散性、機械特性に優れた長繊維強化熱可塑性樹脂成形材料を提供する。
【解決手段】熱可塑性樹脂ペレットと、少なくとも1種の添加剤を、それぞれ独立した供給機構を有する別個の供給ラインを用い、各ラインごとに別個に設定された50g〜9.95kgの範囲内の量を、500〜5000g/minの供給速度の範囲内で、±3g/回以内の精度で混合槽へ供給し、該混合槽で混合した1〜10kgの配合物とした後、これを押出機に供給し、該押出機で溶融混合した熱可塑性樹脂組成物の溶融物を連続して供給される強化繊維束上に定量付与し、該熱可塑性樹脂組成物を冷却固化した後、切断することを特徴とする長繊維強化熱可塑性樹脂成形材料の製造方法。
(もっと読む)
成形体及びその製造方法

【課題】ポリプロピレン樹脂組成物の高い成形性、機械物性を損なうことなく、安定した高い導電性を備えた成形体及びその製造方法を提供する。
【解決手段】(A)ポリプロピレン系樹脂45〜65質量%、(B)エラストマー15〜35質量%、(C)タルク10〜30質量%、及び(D)繊維径が100nm以下の微細炭素繊維0.3〜4質量%を含む成形体であって、成形体中の(A)成分中の25℃キシレン可溶部の極限粘度[η]が7.0dl/g以上であり、(D)成分の平均繊維長が2.5μm以上であることを特徴とする成形体及びその製造方法である。
(もっと読む)
成形体及びその製造方法
【課題】ポリプロピレン樹脂組成物の高い成形性、機械物性を損なうことなく、安定した導電性を備えた成形体及びその製造方法を提供する。
【解決手段】(A)ポリプロピレン系樹脂45〜65質量%、(B)エラストマー15〜35質量%、(C)タルク10〜30質量%、及び(D)繊維径が100nm以下の微細炭素繊維0.3〜4質量%を含む成形体であって、成形体中の(D)成分の平均繊維長が2.5μm以上であることを特徴とする成形体及びその製造方法である。
(もっと読む)
強化ポリアミド成形材料
【課題】高い熱変形温度を有し、特定の充填剤を含み、通常共存しない機械的特長を有する、高硬度と同時に高耐久性の強化ポリアミド成形材料を提供する。
【解決手段】(A)ポリアミド66と(B)ポリアミド共重合体6T/6Iの混合ポリアミド基質および、強化材として、ガラス繊維と炭素繊維の混合物を含む組成物からなるポリアミド成形材料である。熱可塑性ポリアミド成形材料は成形品、あるいは他の半製品または完成品の製造に適している。また製造工程は、押出成形、射出成形、直接法あるいは直接混合法などがあり、ポリアミド成形材料の混合物は射出成形や他の変形技術により直接加工できる。
(もっと読む)
導電複合材料のための長繊維熱可塑性樹脂の製法及びそれにより形成される複合材料
本発明は、電気的な電磁妨害(EMI)シールドを提供するために導電繊維を含むポリマー製品及びそれらの製造方法に関する。本発明は、押出法への導電繊維の直接射出を介してポリマー材料に導電繊維を含浸することによりシールド材料を形成する方法を含む。本発明は、また、EMIシールドポリマー及びシールドポリマーで形成された部品により電磁シールドされ及び無線周波数である製品を含む。 (もっと読む)
導電性樹脂製造用電線およびその製造方法
【課題】切断・ペレット化された導電性樹脂製造用電線の導電材が射出成型時、熱可塑性樹脂中に均一に分散し易くし、また導電性樹脂製造用電線の製造時に素線の緩み、素線断線が発生せず、また低融点金属表面の大部分が細径導体と接触することができる導電性樹脂製造用電線およびその製造方法を提供する。
【解決手段】数百本の細径導体(1)を線状の低融点金属(2)の外側に縦添えして導電材(3)とし、この導電材(3)の外周に熱可塑性樹脂(4)を被覆して導電性樹脂製造用電線(5)を製造する際に、細径導体(1)の縦添えと同時に熱可塑性樹脂(4)を被覆する。
(もっと読む)
成形用繊維強化難燃樹脂混合物および成形品
【課題】
機械特性、難燃性、射出成形時の流動性に優れた成形用繊維強化難燃樹脂混合物および射出成形品を提供することを目的とする。
【解決手段】
次の構成要素(A)〜(C)を含む成形用繊維強化難燃樹脂混合物。
(A)ペレットと実質的に同一長さの強化繊維を含む長繊維強化熱可塑性樹脂ペレット
(B)重量平均繊維長が0.1〜0.5mmの強化繊維を含む短繊維強化熱可塑性樹脂ペレット
(C)難燃剤
(もっと読む)
樹脂およびフィラーを含有する高充填複合材料
高充填複合材料は、熱可塑性樹脂と自己造粒性押出物が押出機バレルを出るのに十分なフィラーとを多軸スクリュー押出機によって押し出すことによって形成される。押出機は出口マニホールド、ストランドダイまたはブレーカープレートなしで運転される。押出物は不規則な形状の顆粒を形成する。顆粒は、圧縮、射出または圧縮−射出成形によって燃料電池セパレータープレートおよびエンドプレートのような高充填成形物品を形成するのに使用することができる成形用組成物を提供する。  (もっと読む)
(もっと読む)
1 - 9 / 9
[ Back to top ]