
Fターム[4F202AD23]の内容
プラスチック等の成形用の型 (108,678) | 挿入物等(挿入物、補強材、芯材、表面材、ライニング対象部材、接合の対象物) (5,173) | 形状、構造 (3,120) | 部分に特徴がある部材 (367)
Fターム[4F202AD23]の下位に属するFターム
表面に凹凸、突起、溝、節等を有するもの (214)
端部(←フランジ部を有するもの) (76)
溶接ビード部 (5)
Fターム[4F202AD23]に分類される特許
61 - 72 / 72
発泡成形品の製造方法

【課題】湾曲して延びるファスナの成形金型内への配設を容易且つ確実に行うことができる発泡成形品の製造方法を提供すること。
【解決手段】湾曲して延びるファスナ2が一体成形された発泡成形品の製造方法において、ファスニング面に発泡樹脂原料の浸入を防止する被覆材3が剥離可能に取り付けられたファスナ2を、成形金型内に設けられたファスナ配設面17に配設する配設工程と、前記成型金型内に発泡樹脂原料を供給して発泡硬化させる発泡成形工程と、を備え、前記配設工程は、被覆材3に含有された磁性体と、ファスナ配設面17のファスナ2の長手方向に複数埋設された永久磁石19との磁気吸着を利用しつつ、ファスナ配設面17に突設されたガイド対20によりファスナ2の幅方向両側をガイドして、ファスナ2の配設を行うものである。
(もっと読む)
発泡成形品の製造方法及び成形金型

【課題】キャビティ面に突出して設けられたファスナ支持部材に発泡成形品が引っ掛からず円滑に脱型することができ、しかも、成形金型のキャビティ面に対してファスナ支持部材を容易に固定することができる発泡成形品の製造方法及び成形金型を提供すること。
【解決手段】成形金型のキャビティ側面31aに設けられ、レール2の突出方向Sから脱型方向Dに向かって傾斜する斜め上方向Pに沿って延びる突起28を、レール2に設けられた挿入孔27に挿入して係合することによって、レール2をキャビティ側面31aに突出して設け、その成型金型内に発泡樹脂原料を供給して発泡させ、硬化後の成形品をレール2の突出方向Sと交差する方向Dに脱型する際に、その成形品をレール2と共に成形金型から脱型し、その後、成形品からレール2を取り外す。
(もっと読む)
ファスナ支持部材へのファスナ装着構造、発泡成形品の製造方法及びファスナ支持部材
【課題】ファスナが一体成形された発泡成形品を製造する際に、ファスナをファスナ支持部材に容易かつ確実に装着することができるファスナ支持部材へのファスナ装着構造、発泡成形品の製造方法及びファスナ支持部材を提供すること。
【解決手段】ファスナ1が一体成形された発泡成形品を製造する際に、発泡樹脂原料が供給される成形金型内でファスナ1を支持するために用いられるレール2へのファスナ装着構造において、レール2が、レール2の長手方向L2の端部E3に設けられた位置決めピン23と、レール2の長手方向L2の端部E4に設けられファスナ1の端部E2を受け支える受支え治具25とを備え、ファスナ1が、ファスナ1の長手方向L1の両端部E1、E2に設けられ位置決めピン23に係止可能に形成された係止部17を備える。
(もっと読む)
ファスナ支持部材及び発泡成形品の製造方法
【課題】成形金型内で横向きに配設されている場合においても、ファスナを手早く且つ適切に嵌合させることができるファスナ支持部材、及び発泡成形品の製造方法を提供すること。
【解決手段】発泡成形品に一体成形されるファスナを支持するためのファスナ支持部材において、ファスナを嵌合可能に構成された凹部21と、凹部21の幅方向W両側からそれぞれ高さ方向Hに延び、片方の側壁22の高さが他方の側壁23よりも高く形成された側壁部20とを備えた。
(もっと読む)
発泡成形品の製造方法及び成形金型
【課題】キャビティ面に突出して設けられたファスナ支持部材に発泡成形品が引っ掛からず円滑に脱型することができ、しかも、成形金型のキャビティ面に対してファスナ支持部材を容易に固定することができる発泡成形品の製造方法及び成形金型を提供すること。
【解決手段】キャビティ面31aに凸設され、脱型方向Dに向かって幅寸法が漸減しつつレール2の突出方向Sに向かって幅寸法が漸増するくさび形凸部28を、レール2に凹設され、脱型方向Dに向かって幅寸法が漸減しつつレール2の突出方向Sに向かって幅寸法が漸増するくさび形凹部27に係合することによって、レール2をキャビティ面31aに突出して設け、その成型金型内に発泡樹脂原料を供給して発泡させ、硬化後の成形品をレール2の突出方向Sと交差する方向Dに脱型する際に、その成形品をレール2と共に成形金型から脱型し、その後、成形品からレール2を取り外す。
(もっと読む)
発泡成形品の製造方法及び成型金型
【課題】発泡成形品が、キャビティ面に突出して設けられたファスナ支持部材に引っ掛かることなく、円滑に脱型されうる発泡成形品の製造方法及び成形金型を提供すること。
【解決手段】キャビティ側面31aに突出して設けられたレール2によりファスナ1を支持して、成形金型内に発泡樹脂原料を供給して発泡させ、硬化後の発泡成形品34をレール2の突出方向Sと交差する方向Dに脱型する発泡成形品の製造方法において、レール2を可動部分29と共に、下型31から分離して突出方向Sの反対方向に移動させて脱型を行う。
(もっと読む)
インサート成形体およびその製造方法
【課題】金型の空室内に注入した樹脂が漏れなく、またコンタクトをベース部材に確実に保持させる。
【解決手段】インサート成形体はコンタクトを有する金属製のインサート部材1とインサート部材1を保持する合成樹脂製ベース部材2からなる。コンタクトを有する電球ホルダー3aは板状のベース部材2に埋設される帯状の埋設部材31を備えており、埋設部材31は板状のベース部材2と平行にかつ内面がベース部材2を構成する底部21の内面21aと面一になるように埋設される板状の平板部材311と、平板部材311の端縁部に連設され、かつベース部材2中に埋設される半円筒状の湾曲部材312a、312bとを備えている。湾曲部材312a、312bの端縁部には平板部材311と直交するように帯状の平坦部材33a、33bに連設する。このインサート部材1の露出部となる平坦部材33a、33bから端縁部の弾性片34a、34bを入れ子に装着する。
(もっと読む)
シート成形体の製造方法およびインサート成形体の製造方法
【課題】 加飾シートを立体成形する際において加飾シートを均一に拡張するとともに、加飾シートと雄型の表面とを良好に密着させることにより、加飾シートにシワを生じさせることなく、意匠性に優れ、所望の立体形状に成形されたシート成形体を製造する。
【解決手段】 加熱した加飾シート11の表面11a側の気圧を裏面11b側よりも低くして加飾シート11を拡張する。その後加飾シート11の裏面11b側からアーム手段29を前進させ、加飾シート11の周縁に当接させて加飾シート11を支持しながら、加飾シート11の表面11a側の気圧を裏面11b側よりも高くして、加飾シート11を反転させる。その後加飾シート11の裏面11b側からシート成形用雄型27を押圧しながら、アーム手段29の後退と、加飾シート11の表面11a側の気圧の相対的な上昇とを行い、加飾シート11をシート成形用雄型27の表面に沿わせて立体成形する。
(もっと読む)
基板用コネクタにおける端子金具とアライメントプレートの組付け構造
【課題】 基板用コネクタにおいて、端子金具の基板接続部に対するアライメントの組み付け作業を容易に行えるようにする。
【解決手段】 端子金具20に対するアライメントプレート30の組み付けを、射出圧によって端子金具20のアライメントに狂いが生じるインサート成形前に行うので、インサート成形後にアライメントプレートを組み付けるものに比べて、組付けが容易である。インサート成形時は、アライメントプレート30が基板接続部23における中子11に近い位置を位置決めするので、中子11は、射出圧を受けてもアライメントプレート30により変形が防止され、基板接続部23のアライメントの狂いを確実に防止できる。
(もっと読む)
コイル封入圧粉コア成形用金型及びコイル封入圧粉コアの製造方法
【課題】 磁性粉末と絶縁材とからなる混合粉末とコイルとをコイル封入圧粉コア成形用金型内に充填し、加圧成形する工程が1回で済み、製造工程を削減でき、加圧成形の際にコイルの電極端子に歪みが生じるのを防止できるコイル封入圧粉コアの製造方法の提供
【解決手段】 コイル封入圧粉コア成形用金型を用い、型枠25の貫通孔内壁面と下パンチ27で囲まれた空間40にコイル5を収納するとともに該コイル5の各引出部5bを下パンチ27の各穴内に挿入した後、空間40に混合粉末35を充填する充填工程と、上パンチ26を型枠25の貫通孔内に挿入し、上パンチ26を下降させてキャビティー内のコイル5と混合粉末35に押圧力を加えて加圧成形する加圧成形工程と、上パンチ26の上昇と型枠25の下降により離型する離型工程を備える。
(もっと読む)
インサート成形用金型、インサート成形体及びインサート成形体の製造方法
【課題】 インサート部品を損傷することなく、簡素な構造でもってインサート部品を樹脂で支持させることができるインサート成形用金型、インサート成形体及びインサート成形体の製造方法を提供すること。
【解決手段】インサート成形用金型を 第2の溶融樹脂wbの射出後に第2のゲート1eを設けた可動体12を第2のキャビティ方向にスライドさせて、第2のキャビティ1d内の樹脂でもって第1のキャビティ1a側にインサート部品w1を付勢可能な上型1と下型2とで構成する。そして、そのインサート成形用金型Aを用いてインサート成形体Wを製造する。
(もっと読む)
製造方法
物品の製造方法は熱硬化組成物の一面に少なくとも1個の箔又はシートを備える熱硬化組成物を含む。物品は電極である。組成物は亜酸化チタンを含む。 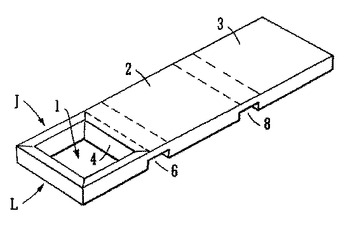 (もっと読む)
(もっと読む)
61 - 72 / 72
[ Back to top ]