
Fターム[4F202AD23]の内容
プラスチック等の成形用の型 (108,678) | 挿入物等(挿入物、補強材、芯材、表面材、ライニング対象部材、接合の対象物) (5,173) | 形状、構造 (3,120) | 部分に特徴がある部材 (367)
Fターム[4F202AD23]の下位に属するFターム
表面に凹凸、突起、溝、節等を有するもの (214)
端部(←フランジ部を有するもの) (76)
溶接ビード部 (5)
Fターム[4F202AD23]に分類される特許
21 - 40 / 72
円環状部分に芯金をインサートした樹脂製品の射出成形用金型及び前記製品の製造方法並びに円環状部分に芯金をインサートした樹脂保持器
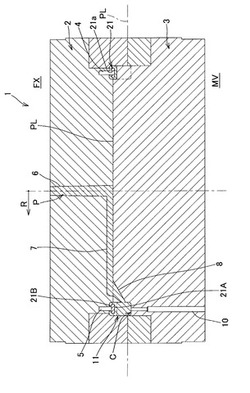
【課題】樹脂と芯金とを強固に結合させて芯金による補強効果を高めることができ、所要の精度を確保することができるとともにコストを低減することができる、円環状部分に芯金をインサートした樹脂保持器を提供する。
【解決手段】型板2からキャビティC内へ突出する、周方向に離間して軸方向に延びる2個以上の径方向位置決めピン4及び周方向に離間して軸方向に延びる3個以上の軸方向位置決めピン5を備え、径方向位置決めピン4に係合する係合穴21aが形成された円環状の芯金21を、径方向位置決めピン4を係合穴21aに係合させることにより径方向に位置決めし、キャビティC内へ流入した溶融樹脂Pの圧力を受ける芯金21の軸方向端面21Aに対し、その裏側の軸方向端面21Bに軸方向位置決めピン5を当止することにより軸方向に位置決めする。
(もっと読む)
開放装置及び同装置を製造する方法、並びに開放装置を備えたパッケージング材料
パッケージング容器用の開放装置100が提供される。パッケージング容器は、パッケージング容器の外側を構成する上面及び容器の内側を構成する下面を有するパッケージング材料から形成され、開放装置100は、2つの動作部分であって、パッケージング材料の上面の上に配置される予備成形支持部104と、容器の下面の上に配置される薄膜部102とを含み、薄膜部102は、2つの部分を機械的に結合するように支持部104の開口部111内に延び、また薄膜部102の材料と支持部104の材料とは熱的に親和性がないポリマー材料である。 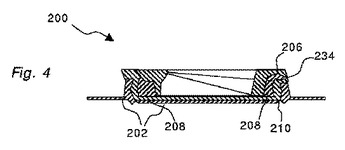 (もっと読む)
(もっと読む)
ナットインサート型樹脂製筐体及びこれを用いた携帯電話器

【課題】薄型用の樹脂筐体にあって、パネル取り付け時のネジ操作によって成形後の樹脂筐体の外観面に表れ易い変形歪み(ヒケ)の発生を有効に回避すること。
【解決手段】樹脂製で薄型の筐体本体部51Aと、この筐体本体部51Aに装備されるパネルの固着用として前記筐体本体部51Aとインサート成形により一体化された複数のナット構造体1とを備え、前記各ナット構造体1を、中央部に配置され中心部に貫通ねじ穴2aを備えた断面工字状のナット部2と、このナット部2の周囲を取り囲むようにして設置され前記筐体本体部51Aに一体化されたナット保持機構7とにより構成する。そして、前記ナット保持機構7を、前記ナット構造体1のナット部2の周囲に当該ナット部2に密着して設置された環状のナット用保持部11により構成すると共に、この環状のナット用保持部11の一端部を前記筐体本体部51Aに一体化したこと。
(もっと読む)
内装材の製造方法
【課題】本発明は、内装材の製造方法であって、凹状の形状をした基材の凹内部に、浮きやしわがないように表皮材を貼付する方法を提供する。
【解決手段】本発明は、基材支持型21と、型表面14及び型表面可変部材16を備える表皮材支持型22と、を用い、基材支持型21と表皮材支持型22とを互いに近接させることで、基材11に対する表皮材12の貼着を行う工程において、表皮材支持型21の型表面可変部材16により、型表面14を基材支持型21側に部分的に突出させる工程と、当該型表面14に支持された表皮材12を基材11の凹底面に先当りさせる工程と、その先当りの後、基材11の凹形状に沿って型表面14が変形することで、表皮材12を基材11の凹内面に沿って当接させる工程と、当接の後に、当該表皮材12の基材11に対する貼着を行う工程と、を含むことを特徴とする。
(もっと読む)
インサート材を備えた樹脂成形品及びその製造に用いる金型
【課題】本発明は、樹脂成形の際に、2つのインサート部材の位置決めを容易にした樹脂成形品を得ること、及び、そのために用いる金型を得ることを目的とする。
【解決手段】本発明に係る樹脂成形品は、第1インサート材3の一部と第2インサート材4の一部とが表裏方向で重なりつつ当接し、かつ、第1インサート材3および第2インサート材4が表面に露出した状態で樹脂部6に埋設され、第1インサート材3および前記第2インサート材4のうち少なくとも何れか一方の裏面側の少なくとも一部が樹脂部6で覆われている。
(もっと読む)
電磁弁の製造方法
【課題】電磁弁の寸法や重量の増大の原因となるボビンの厚肉化を回避し、外装成形時におけるボビンの変形を防止できる構造を備えた電磁弁を提供する。
【解決手段】電磁弁1におけるソレノイド部5のコイル成形体15は、略円筒状のボビン19と、このボビン19の外周面19aに巻回されたコイル21と、ボビン19に一体に設けられたターミナル23と、磁気回路を構成する略有底筒状のコア25と、このコア25と上記ボビン19とをターミナル23と共に一体化する外装樹脂部27とから構成されている。ボビン19の前端面31とコア25の鍔部41の後面41aとを密着させる。
(もっと読む)
モールド成形方法及びモールド成形装置
【課題】第1配線基板と第2配線基板との空間部内に、はんだボールの接続を維持し、溶融モールド樹脂の均一充填が困難な従来のモールド成形方法の課題を解消する。
【解決手段】複数の第1配線基板が造り込まれた基板11の搭載面に、前記第1配線基板に対応する第2配線基板16がはんだボール18で接続された半導体装置をキャビティ32内に挿入し、第2配線基板16にリリースフィルム31を介して当接する駒板34が、第2配線基板16に対し独立して接離するモールド金型を用い、第2配線基板16に対し、基板11と第2配線基板16との間隔が充填された溶融モールド樹脂の圧力での拡大を許容する第1圧力をバネ36で駒板34に加え、基板11と第2配線基板16との空隙内にモールド樹脂を充填した後、はんだボール18の接続が剥離されることを防止すべく、ストッパー40,40に当接した駒板34から第1圧力よりも高圧の第2圧力を第2配線基板16に加えて、キャビティ32内にモールド樹脂を注入する。
(もっと読む)
インサートボルトの保持構造
【課題】 インサートボルトの保持強度が高く保たれる保持構造を提供する。
【解決手段】 基部5とボルト部9とを一体に有し、基部5が成型品3に埋設されて保持され、ボルト部9に螺着されるナットによって相手側部材に固定されるインサートボルト1の保持構造であって、成型品3には、成形の際に基部5を支持し、成形後は取り外されるピンを挿入するためのピン挿入孔7が設けられており、基部5は、ナットをボルト部9に螺着する際に入力する回転力によって成型品3を押圧する壁部と、成型品3を押圧しない壁部とを有し、ピン挿入孔7を、成型品3を押圧しない壁部と対向する位置に設けた。
(もっと読む)
電気的接続部品
【課題】バスバーを樹脂ケースにインサート成型して形成させるインサート成型タイプの電気的接続部品について、バスバーを仮に連結している連結部の切断加工時に生じるバスバーの埋込み部の露出化を防止できるようにする。
【解決手段】電気的接続部品は、窓部3を有するインサート部4が形成された樹脂ケース2を備えるとともに、インサート成型により樹脂ケースに組み込まれた複数のバスバー5を備え、バスバーの樹脂ケースへの組み込みは、各バスバーを連結部12で仮に連結して形成されるバスバーユニット22を用いてなされ、バスバーユニットをインサート成型により組み込んだ後に、窓部で露出する連結部に切断加工を施すことで各バスバーに導電路を形成させるようになっており、そして埋込み部に対する樹脂による保持力を増強させる保持力増強部23が連結部の近傍でバスバーに設けられている。
(もっと読む)
金属部品付き合成樹脂の製造方法、及び、成形金型
【課題】金属部品付き合成樹脂の成形品において、合成樹脂体と金属部品との分離を防止できるとともに、単純な構造の金型によって成形品をインサート成形することができる、成形金型、及び、金属部品付き合成樹脂の製造方法を提供する。
【解決手段】成形金型1は、板ナット3と、合成樹脂体2とを一体成形して、金属部品付き合成樹脂4を製造するためのものである。板ナット3には、取り出し方向Eに対して垂直な方向に沿ってねじ孔3hが形成されている。金属部品付き合成樹脂4においては、ねじ孔3hが露出している。成形金型1は、ねじ孔3hを覆うように板ナット3を支持する支持部14を有する。成形金型1のキャビティは、板ナット3における、取り出し方向Eに対して反対方向を向いた部分の両端部を覆うように、合成樹脂が供給される形状を有している。
(もっと読む)
インサート成形部品及びその製造方法
【課題】表面加工に手間がかからず、塗装を行う場合は均一な塗装が可能でクラックの発生がなく、しかも強度を向上できるインサート成形部品を提供する。
【解決手段】金属板1の表面全体及び外周面全体を樹脂板2が覆うようにインサート成形すると共に、金属板1に設けた複数の固定用孔4から金属板1の裏面に回り込むように樹脂により鍔部6を形成し、更に金属板1に設けた各樹脂射出孔10の形状を表面側の径が裏面側の径より小さいテーパ状として、このテーパ状の各樹脂注入孔5にも樹脂が充填されるようにした。
(もっと読む)
金属板付き成形品の製造方法および金属板付き成形品用の成形型
【課題】金属板と成形型とを容易に合わせることが可能な金属板付き成形品の製造方法および金属板付き成形品用の成形型を提供する。
【解決手段】金属板30と樹脂成形部40とが一体化した金属板付き成形品10の製造方法であって、第1成形型51に前記金属板30をセットした後、第2成形型52を移動させて型閉じ状態にするものにおいて、前記金属板30の前記第2成形型52との接触面のうち前記第2成形型52の移動方向に沿う面の板厚方向の略全体にわたって傾斜を付ける傾斜面34の形成工程を行い、前記第2成形型52のうち前記金属板30に形成された傾斜面34に整合する傾斜をなす前記金属板30との当接面59を、前記金属板30に形成された傾斜面34に接触させて前記型閉じ状態にする。
(もっと読む)
車両用ミラーベースおよび金型装置
【課題】複数の金型で形成されるキャビティへの樹脂注入ノズルからの合成樹脂の注入によって成形される樹脂成形品内に、剛性材料から成る芯部材が埋設されて成り、車両側に固定される取付け部と、該取付け部から突出するミラー支持腕部とを一体に有する車両用ミラーベースにおいて、型成形時の芯部材の変形および移動を防止する。
【解決手段】芯部材9のキャビティ17内へのセット状態で樹脂注入ノズル24に対向する位置に配置される貫通孔25が、芯部材9に設けられる。
(もっと読む)
プロフィールアッセンブリおよびプロフィールアッセンブリの製造方法
【課題】時間コストを低くして且つ確実なプロセスで製造可能なプロフィールアッセンブリおよびこのプロフィールアッセンブリを製造するための対応的な方法を提供する。
【解決手段】プラスチック射出成形部材の形の担持部材と、少なくとも部分的に弾性撓み可能な切換え板プロフィール部材とを備えたプロフィールアッセンブリであって、切換え板プロフィール部材が担持部材と結合される保持部分を有しているプロフィールアッセンブリにおいて、切換え板プロフィール部材の保持部分は、担持部材の一部分を吹き付けることによって少なくとも部分的に担持部材と溶着されていることを特徴とする。
(もっと読む)
ソレノイドの樹脂成形方法及び樹脂成形体
【課題】樹脂成形体の軸方向に沿った外側端面に薄肉部を形成するためのキャビティに対して樹脂製材料が十分に充填されて良好な流動性を確保することにある。
【解決手段】金型装置10の第1〜第3ゲート34a〜34cからキャビティ30内に溶融樹脂が注入される際、第1プレート102の外周部に突出して形成され、前記第1〜第3ゲート34a〜34cの終端部46の直下に配置された突起部118によって前記溶融樹脂が受容されて、前記第1〜第3ゲート34a〜34cの終端部46から横方向に沿って延在する薄肉部成形用空間部44へ前記溶融樹脂の流動が促される。
(もっと読む)
電子部品およびその製造方法
【課題】電子部品の製造工程に大幅な変更を加えることなく、また既存のフローはんだ付け装置をそのまま利用しつつ、電子部品の位置決めピンおよびフックの先端にはんだが付着することを防止すること。
【解決手段】プリント基板の貫通穴を通してフローはんだ付けされる金属製端子と、端子と同一方向にプリント基板の貫通穴より突出するピンもしくはフックをもった樹脂部を備る電子部品において、樹脂成型後にピンもしくはフックの先端に樹脂の充填密度が低いピン切除部もしくはフック切除部を備え、樹脂の充填密度が低い領域を削除することを可能とする。これにより、フローはんだ付けの際の高温でも、位置決めピンおよびフック先端に凹凸が発生せず、はんだの付着を防止することができる。
(もっと読む)
インサート部品を含む継合わせ部分を使用してグレージング要素にオーバモールドする方法およびデバイス、ならびに上記方法のためのグレージングパネルおよびインサート部品
本発明は、少なくとも1つの継合わせ部分(J)をガラス要素(V)の周囲部上にオーバモールドする方法において、上記継合わせ部は、底板(2)を備えるオーバモールド部分と、軸線(A)に沿って配向されて、ガラス要素(V)を継合わせされるべき湾部内に予備位置決め、位置決め、かつ固定する突出部分(4)とを有する少なくとも1つのインサート部品(1)を含む、方法に関する。方法は、注入中、インサート部品は、位置決め手段(5)と協働するピン(11)を使用して成形用空洞内に位置決めされ、位置決め手段(5)と協働するピン(11)とは両方ともオーバモールド部上に位置付けられて、ガラス要素の方に向けられた底板(2)の面が、ガラス要素の方向に延びてそれと接触する少なくとも1つの支持脚部(6)を含み、底板の反対側の面が、上述の突出部(4)を支持する、継合わせ部を形成するプラスチック要素で覆われていない自由面を有する台(3)を含むようにしていることを特徴とする。本発明はまた、剥離中、インサート部品(1)の突出部(4)がハウジング(10)の壁と接触せずに、成形型が開けられ、オーバモールドされたガラスパネルが取り外されることも特徴とする。  (もっと読む)
(もっと読む)
金型装置
【課題】加飾部が基材部に対し適正な箇所に位置する外殻部材を成形することのできる装置を提供する。
【解決手段】金型装置は、断面略半円形の成形凹部62を有する第1金型60と、断面略半円形の成形突部72を有し、成形凹部62との間に外殻部材(第1外殻中間体40)を成形するための断面略円弧状のキャビティCを形成する第2金型70とを備える。金型装置は、キャビティCに加飾部(第1加飾中間体42)が配置された状態で同キャビティCに溶融樹脂80が充填されることにより、外殻部材(第1外殻中間体40)を成形する。この金型装置では、第2金型70における成形突部72の付け根部分の近傍に、加飾部(第1加飾中間体42)の両余剰端部43,43が挿入される一対の溝部74,74が設けられている。
(もっと読む)
インサート金具及びその製造方法
【課題】 筒軸本体の外周面に設ける溝形状を工夫することによりインサート金具に抜け止め及び回り止め作用を与えられるようにした。
【解決手段】 筒軸本体11の一端部に鍔部12を備えてなるインサート金具において、筒軸本体11の他端部に先き細まりのテーパ部13を介して小径筒軸部14を形成する一方、テーパ部13から筒軸本体11にわたって筒軸本体11の軸線方向に対して傾斜する傾斜係合溝15…,16…を複数本設けると共に、隣り合う傾斜係合溝15,16の上記軸線方向に対する傾斜方向が互に逆方向となるように形成した。
(もっと読む)
機械部品用の積層された案内部および/または軸受け部を有するプラスチック製筺体の製造方法
機械部品用の積層された案内部および/または軸受け部を有するプラスチック製筺体の製造方法
本発明はプラスチック製筺体(1,2)の製造方法に関するものであり、少なくとも一つの機械的に移動可能な部品のための少なくとも一つの案内部または軸受け部(2)を有する少なくとも一つの第一のプラスチック製筺体(1)が第一のモールド工程で製造されることを特徴とする。この方法は少なくとも一つの第一のプラスチック製筺体(1)が、積層プラスチック製筺体(1,2)の形成のために第二のプラスチック製筺体部品(2)が形成される間に第二のモールド工程において外側モールドされたことを特徴とする。さらに、本発明は、少なくとも一つの機械的に移動可能な部品のための少なくとも一つの案内部または軸受け部(2)を備えた少なくとも一つの第一のプラスチック製筺体部品(1)を有するプラスチック製筺体(1,2)に関するものであり、少なくとも一つのプラスチック製筺体部品(1)が積層プラスチック製筺体(1,2)を形成するように第二のプラスチック製筺体部品(2)によって全体的にまたは部分的に外側モールドされたことを特徴とする。
(もっと読む)
21 - 40 / 72
[ Back to top ]