
Fターム[4F202AG25]の内容
プラスチック等の成形用の型 (108,678) | 一般形状、構造物品 (7,435) | 部分(細部) (2,010) | 内側・内面 (84)
Fターム[4F202AG25]に分類される特許
81 - 84 / 84
射出成形用金型、射出成形方法、射出成形部品
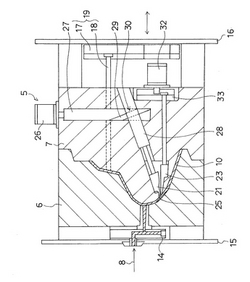
【課題】 表面に溝マークのない高品質な車両用内装部品を容易且つ確実でしかも安価に得られるようにする。
【解決手段】 固定型6と可動型7との間に、溶融した樹脂材料8を充填することにより射出成形部品本体9を射出成形可能な成形空間10を備えた射出成形用金型5であって、射出成形部品本体9の裏面に溝部4を加工可能な突出コア21と、突出コア21の圧入によって移動された溝部4の樹脂材料8を逃がす空隙22を形成可能な退避コア23とを備えるようにしている。
(もっと読む)
チューブ容器の製造方法

【課題】スリーブ部分の所望の位置に凹状の溝を形成することによって意匠性を向上させたチューブ容器を容易に製造する。
【解決手段】外周所定位置に凹状の成形溝12を形成し底部にスリット状の吸引孔13を形成したマンドレル10と、マンドレル10の中心軸10aに沿って移動可能に構成された離型部材20とを有する成形型Bを用い、成形型Bにチューブ容器Aを差し込んでスリーブ2の溝3に対応する部位に熱風を吹き付けて軟化させた後、吸引孔13から吸引して軟化部分を吸着して成形する。その後、離型部材20をマンドレル10から突出させてスリーブを離脱させ、マンドレル10と離型部材20との隙間25に圧縮空気を供給してチューブ容器Aを成形型Bから離型させる。
(もっと読む)
インサート成形による部品の結合方法
【課題】 タイミングベルト用プーリやテープリールなど、射出成形で一体成形が困難な樹脂成形品に関して、可能な範囲に分割して成形し、その複数体を強固にかしめ付ける方法を課題とする。
【解決手段】 分割して成形した部品の1つには所要箇所に中空12a状のボス12を突設し、他方の部材8には前記ボスが挿通する透孔7を設けて、前記ボス12をこの透孔7に挿通して仮にセットする。このセットされたものを、射出成形用金型のキゃビティにインサートし、前記の透孔7およびその両端面に形成したかしめ状頭部用キゃビティに溶融樹脂を射出充填し、冷却する。かくして充填された樹脂部は冷却に伴い収縮して、かしめ状締結部を強く締め付け、部材間に隙間を生じることはない。
(もっと読む)
インモールド成形における窓部の製造方法及び射出成形金型の構造
【課題】合成樹脂シートを射出成形金型の中に装着した後、該金型を閉じて溶融樹脂を射出成形するインモールド成形において、このインモールド成形と同時に、成形品に窓部を形成することを可能としたインモールド成形における窓部の製造方法及び射出成形金型の構造を提供する。
【解決手段】インモールド成形において、合成樹脂シート2の窓部6の周縁9に該合成樹脂シート2の厚みが0.02〜0.15mmとなる凹部10を設け、しかる後に金型3を開いて成形品5を取り出してから窓部6の合成樹脂シート2を除去することを特徴とし、合成樹脂シート2の窓部6の周縁9に該合成樹脂シート2の厚みが0.02〜0.15mmとなる凹部10を設けるための射出成形金型3の部分が先端に平坦面11を有する刃型12を用いたものである。
(もっと読む)
81 - 84 / 84
[ Back to top ]