
Fターム[4F202AG25]の内容
プラスチック等の成形用の型 (108,678) | 一般形状、構造物品 (7,435) | 部分(細部) (2,010) | 内側・内面 (84)
Fターム[4F202AG25]に分類される特許
61 - 80 / 84
内表面に薄膜を有する中空成形品の成形方法および成形装置
【課題】 蒸着面が汚染されることがなく、在庫管理も格別に必要としない、内表面に薄膜を有する中空成形品の成形方法を提供する。
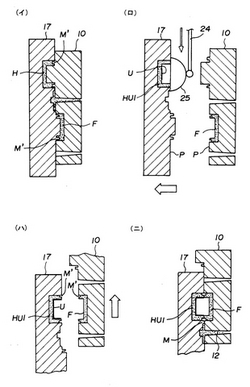
【解決手段】可動金型(17)とスライド金型(10)とを使用する。また蒸着用チャンバー(25)の内部にターゲット電極等の蒸着要素が設けられている蒸着装置も使用する。可動金型(17)とスライド金型(10)とにより本体部(H)と蓋体(F)を1次成形する。本体部は可動金型(17)に、蓋体はスライド金型(10)に残った状態で型を開く。可動金型(17)に残っている本体部の内表面を蒸着用チャンバー(25)で覆って金型内で蒸着する。次いで、蒸着された本体部に蓋体が整合するようにスライド金型(10)を駆動する。そして、2次成形用の樹脂を射出して本体部と蓋体とを一体化する。
(もっと読む)
内表面に薄膜を有する中空成形品の成形方法および成形装置

【課題】蒸着面が汚染されることがなく、また在庫管理も格別に必要としない、内表面に薄膜を有する中空成形品の成形方法を提供する。
【解決手段】その内部にターゲット電極のような蒸着要素を備えた蒸着用凹部(3、4)が設けられている固定型(1)と、スライド可能な可動金型(22、30)とを使用する。本体部と蓋体をその開口部の周囲に接合部を有するように1次成形する。縦スライド金型(30)に残っている状態の本体部を蒸着用凹部(3、4)により密に覆ってから蒸着する。次いで金型(1、30)に残っている蒸着された本体部と蓋体とを整合させて型締めし、その接合部に溶融樹脂を射出して一体化する。
(もっと読む)
ボルト脱落防止治具、流量制御用機器およびボルト脱落防止治具の製造方法
【課題】 ボルト穴からのボルトの脱落を防止できる製造容易なボルト脱落防止治具、流量制御用機器およびボルト脱落防止治具の製造方法を提供すること。
【解決手段】 可撓性材料からなりボルト穴23に形成された座ぐり部24に嵌入保持されることによりボルト5の脱落を防止する治具であって、ボルト穴23に挿入されるボルト5を抜け止め保持する貫通穴2を備え、この貫通穴2の一端側2aおよび他端側2bの内径Dha,Dhbが前記ボルト5のねじ部5aの外径Dbよりも大径であると共に、貫通穴2の中間部2aにその内径Dhcがねじ部5aの外径Dbよりも小径となる突出部6が形成されている。
(もっと読む)
容器壁に成形された内部識別表示を有するプラスチック容器の製造
容器プレフォーム(44)を製造する方法は、雌型表示の形態の少なくとも1つの表面凹部(42)を有する金型コア(34または54)を準備するステップと、プレフォームがコアの少なくとも1つの凹部によって形成された内部隆起表示(32)を有するように、プレフォームをコアの周りに成形するステップと、を含む。プレフォームを、好ましくは引き続いて、ブロー成形して、内面に隆起表示を有する容器(20)を形成する。この容器の内面の隆起表示は、容器が真正であることを確かめるために、容器の外側から見ることができる。本開示の様々な実施形態によれば、内部隆起表示は、容器の底壁(24)、側壁(25)、肩部(26)および/またはネック部(28)にあってもよい。容器(20)、容器プレフォーム(44)および容器プレフォームを成形するための金型コア(34、54)も、また、開示する。 (もっと読む)
インサート樹脂成形品の製造方法、及び製造装置
【課題】インサート部品の位置ずれを防止しながら、樹脂の寸法精度を高くすることができるインサート樹脂成形品の製造方法を提供する。
【解決手段】インサート樹脂成形品の製造方法は、可動側金型12に摺動可能に設けられるとともに固定側金型11側に第1〜第3のスプリング15〜17によって付勢された付勢金型13と、固定側金型11とで金属プレート52を第1〜第3のスプリング15〜17による付勢力によって挟持する挟持工程と、挟持工程によって金属プレート52を挟持した状態で、キャビティ20内に溶融樹脂54を射出する射出工程と、射出工程の後、第1〜第3のスプリング15〜17による付勢力に抗して可動側金型12を固定側金型11側に近づけて付勢金型13を摺動させるとともに溶融樹脂54を圧縮する圧縮工程とを備える。
(もっと読む)
金型装置
【課題】 柔らかい樹脂で内層を形成し、次いで、その内層の上面に内層よりも硬い外層を形成する樹脂をキャビティーに流入すると、前記内層が変形しその内層と外層が混濁してしまう。
【解決手段】 内層と外層を多色成形によって形成する金型装置であって、前記外層を形成するキャビティーの内面に内層を保持する保持手段を形成した金型装置。また、内層と外層を多色成形によって形成する金型装置であって、前記内層の硬度を外層の硬度よりも低くすると共に、前記内層の内面にその内層と固着される融着層を形成する金型装置。
(もっと読む)
空気入りタイヤ及びその製造方法
【課題】 乗心地を維持しつつ、制動性能と駆動性能を高めることを可能にした空気入りタイヤを提供する。
【解決手段】 トレッド部1とビード部3との間に延在するサイドウォール部2の内面に、ビード側からトレッド側へ延長する複数本の帯状の突起部11を設け、突起部11のビード側の端部にタイヤ径方向に対して一方側に傾斜する第1の傾斜部11aを設け、突起部11の中間部にタイヤ径方向に対して他方側に傾斜する第2の傾斜部11bを設け、突起部11のトレッド側の端部にタイヤ径方向に対して一方側に傾斜する第3の傾斜部11cを設ける。
(もっと読む)
樹脂成形体及びその成形方法
【課題】 軽量でありながら高剛性の取付座を備えた成形体を提供する。
【解決手段】 ドアインナパネル本体3の片面に貫通孔9を包囲するように一体に突設された環状取付座11を、内外2重の内側取付座部17及び外側取付座部19と、内側取付座部17及び外側取付座部19を4箇所で連結する連結取付座部21とで構成する。ドアインナパネル1表面全体に空隙Aがなく堅いスキン層23を形成する。ドアインナパネル本体3内部に多数の空隙Aを有する膨張層25を形成する。取付座11のスキン層23の肉厚t1をドアインナパネル本体3のスキン層23の肉厚t2より厚肉に形成する。
(もっと読む)
成膜成形装置
【課題】 可動金型5、固定金型6を用い、第一、第二成形体2、3を型成形する第一射出工程、第一成形体2を成膜2aする成膜工程、第一、第二成形体2、3を樹脂材8により一体化する第二射出工程により成膜成形体1を製造するにあたり、成膜領域Xの一部を簡単にマスキングする。
【解決手段】 成膜装置7は、二方向から成膜すべく成膜手段10、11が二組設けられたものとし、該成膜手段10、11のあいだから支持ピン12を突設し、この支持ピン12の先端にマスキング体13を設ける構成にして、成膜装置7を第一成形体2に型合わせすると同時にマスキングができるようにした。
(もっと読む)
強化構造を有するプラスチック製品およびそれを製造する方法
少なくとも一方面に波状の起伏を有する少なくとも1つの壁を有し、少なくとも一方向における壁の厚さが、滑らかな起伏に沿って交互に増減するプラスチック射出成形製品。本発明はまた、プラスチック製品を製造する方法も提供する。この方法では、製品の少なくとも1つの壁が射出成形によって金型キャビティ内で形成され、前記少なくとも1つの壁を形成する金型キャビティの一部は、退避位置と前進位置との間で移動可能な少なくとも1つの可動金型壁部を有し、可動金型壁部が退避位置にある状態で、プラスチックが金型キャビティのそれぞれの一部に導入され、次いで、前記可動金型壁部が前進位置に運ばれて、金型キャビティの前記一部の中のプラスチックが拡がる。前記可動金型壁部および/または反対側の金型壁部は、形成する壁の少なくとも一方面に波状の表面が形成されて、それぞれの壁の一方向における壁厚が、厚い部分と薄い部分とが交互に現れる起伏を有するように、形成されている。  (もっと読む)
(もっと読む)
取り付け部材、空気入りタイヤ及び空気入りタイヤの製造方法
【課題】センサーを破損させることなく、確実に簡便にセンサーをタイヤ内側に固定することができる取り付け部材を提供する。
【解決手段】取り付け部材20は、タイヤの内側に内圧センサー10を取り付けるために、タイヤの内壁面の任意の場所に取り付けられる。取り付け部材20はゴムからなり、タイヤに取り付けられる基板部20aと、基板部20aの両端に伸延し、基板部20aのタイヤ径方向内側に配置された内圧センサー10を両側から覆う一対の被覆部20bとを備える。一対の被覆部20bは、内圧センサー10に形成された留め部10aを嵌合する孔20cを有する。
(もっと読む)
成形品の一次成形方法、及び一次成形により製造されたナット等の成形品
開口部とこの開口部に形成された雌ねじとを有する成形品の一次成形について説明する方法において、開口部の2つの異なるセクタに配置されたねじ部分は、開口部に突出する成形コアにより形成される。型から外すために、成形コアは、雌ねじの縦方向軸に関して半径方向に成形品から引き出される。この方法により製造された成形品(1)は、開口部(5)と、この開口部に形成され、開口部の異なるセクタに配置されたねじ部分(10)を有する雌ねじ(9)とを有し、1つのコア開口部(11、12、13)は雌ねじの各々のねじ部分(10)の反対側にあり、この開口部は成形品の壁を半径方向外方に通る。  (もっと読む)
(もっと読む)
サンドイッチ成形品
【課題】印刷やラベル貼付等の手間やコストをかけることなく、コア材に樹脂リサイクル材が使用されていることが外部から容易にわかるサンドイッチ成形品を提供することを目的としている。
【解決手段】樹脂リサイクル材からなるコア層を備え、サンドイッチ成形されてなるサンドイッチ成形品1において、コア層を構成する樹脂リサイクル材が外部から視認可能なコア層視認可能部位14を壁面13の一部に備えていることを特徴としている。
(もっと読む)
射出成形品
【課題】遮光線等の微小な凹凸を有する射出成形における成形品に反りが発生することを防止する。
【解決手段】鏡筒20は、円筒形状の筒部21の一端側から軸方向に延びる延長部22を有し、樹脂の射出成形によって成形される。筒20の射出成形と同時に、筒部21の内周面及びこれに続く延長部22の内周面には連続した凹凸形状の遮光線23が、延長部22の外周面には、遮光線23と同じピッチ及び振幅で同じ方向に延びる連続した凹凸形状の擬似遮光線24が、それぞれ形成される。遮光線23、擬似遮光線24が延長部22の内周面、外周面に射出成形と同時に形成されることにより、延長部22における樹脂温度分布が内周側と外周側とで略同一となり、樹脂の成形収縮率の差が生じない。
(もっと読む)
立体構造物およびその製造方法および製造装置
カサ高で柔軟性を有するにもかかわらず耐圧性を有し、発泡ポリエチレンシート以上の表面摩耗強度や機械的寸法安定性がある立体構造物およびその製造方法および装置に関し、本発明の立体構造物は、樹脂シートの両面に針状突起があり、その突起の高さHが3mm以上であって、Hの1/2における幅Wとが、H≧2.5Wであり、またこの針状突起の先端に孔を有し、またこの針状突起の先端においてシート状物と接合されていることを特徴とし、またこれらの立体構造物の製造方法は、多数の針状型が基板と一体化しており、その基板の一対が互いに向かい合って設置され、その一対の基板の針状型の針が互いに樹脂シートに貫入するように平行に動くことにより、樹脂シートを変形することを特徴とし、その連続的製造手段を提示する。 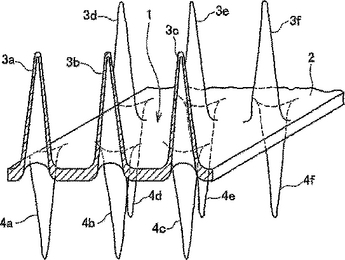 (もっと読む)
(もっと読む)
CFRP成形型、CFRP成形体、及びCFRP成形体の製造方法
【課題】 歩留まりの高い高精度のCFRP成形体を製造できるCFRP成形型、CFRP成形体、及びCFRP成形体の製造方法を提供すること。
【解決手段】 熱膨張率が6(×10−6/℃)以下のカーボンを用いて、CFRP成形体を成形する際に用いられるCFRP成形型を成形する。そして、CFRP成形体の成形時の加熱温度に耐熱可能な樹脂材で、型表面のカーボンの細孔を閉塞する。このように構成されたCFRP成形型を用いてCFRP成形体を製造する。
(もっと読む)
空気入りタイヤ
【課題】 空気入りタイヤのコストおよび騒音を低減すること。
【解決手段】 空気入りタイヤはタイヤ内腔面の少なくとも一部に、タイヤ内腔面と連続して一体にヒダ状部が形成されている。また、ヒダ状部はタイヤ内腔面のうちタイヤトレッド部に形成されているのが好ましい。さらに、ヒダ状部はタイヤのスピューであるのが好ましい。
(もっと読む)
多孔質膜カートリッジ及びその製造方法
【課題】 多孔質膜を保持するカートリッジにおいて、多孔質膜の側部への液体の回り込みを防止する。
【解決手段】 一端寄りの外周面がバレル側融着部42となる筒状のバレル40と、バレル側融着部42に外接するキャップ側融着部23を有し、バレル側融着部42の開口縁部42bと当接してバレル40との間で多孔質膜30を挟持する挟持面を有する筒状のキャップ20と、バレル側融着部42の開口縁部42bとキャップ20の挟持面との間に挟持される多孔質膜30とを備え、キャップ20及び多孔質膜30を射出成形型のキャビティ内にインサートした後、キャビティ内に成形材料を射出することで、バレル40の部分の形状が成形された多孔質膜カートリッジ1であって、キャップ側融着部23は、その高さ(H)と外径(D)との関係(H/D)が0.07以上であることを特徴とする。
(もっと読む)
流路が均一な暖房用パネルの製造方法
【課題】自体の内部流路を有する暖房用パネルの製造方法を提供する。
【解決手段】自体の内部流路を有するプレート式暖房パネルの上下部プレートに対してそれぞれ金型を作製してから射出成形を用いて射出半製品を作製した後上下部二つの射出半製品を融着により全面接合することによって、暖房パネル全体の流路形状が一定であり流体の停滞部分のない暖房パネルを製造する方法を提供する、
射出により均一な流路形状を製造できるため、暖房パネルの全面に詰まり現象がなく均一な流体流れ性を確保することができ、また射出により均一な厚さの上下部プレートを製造することができるため、暖房パネルの精密成形が可能なことから一定した寸法管理及び品質生産が可能である。 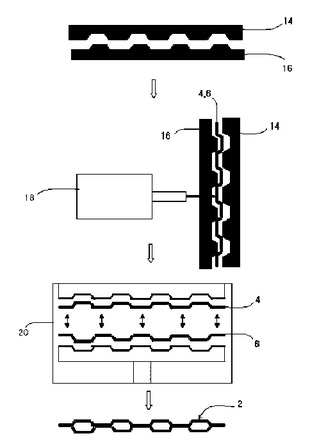 (もっと読む)
(もっと読む)
モールド成形方法、および、その方法により作製したステータコラムを備える真空ポンプ
【課題】内装部品の周囲に該内装部品の内側面より少し引っ込んだ形態のモールド部を、簡単な成形治具と少ない作業工数で安価に成形できる、モールド成形方法と、その方法により作製したステータコラムを備える真空ポンプを提供する。
【解決手段】本モールド成形方法では、筒体としてのステータコラム4やその内装部品であるラジアル電磁石10−2、ラジアル方向変位センサ10−3、駆動モータの固定子12−1よりも熱膨張率の大きい中子51を用い、この中子51をステータコラム4の内側に挿入セットした後、その熱膨張率の差により中子51を拡張させた状態で、中子51とステータコラム4との間に樹脂等のモールド材を充填し、該モールド材を硬化させるものとする。
(もっと読む)
61 - 80 / 84
[ Back to top ]