
Fターム[4F202AH51]の内容
プラスチック等の成形用の型 (108,678) | 用途物品 (8,494) | 家具、家庭備品(←照明具、掃除機) (53)
Fターム[4F202AH51]に分類される特許
41 - 53 / 53
冷蔵庫扉内板、冷蔵庫扉内板の成形金型装置、冷蔵庫扉内板の成形方法

【課題】 従来の冷蔵庫扉内板は、成形時型離型時無理抜き状態ではメクレ、反り又はヒネレ等が生じ抗品質の成形品を得ることができないという課題があった。
【解決手段】 この発明は、扉外板とで冷蔵庫扉本体を形成する扉内板であって、前記扉内板はポケット部を挟持する側壁部と、前記扉内板の裏面にあって前記側壁部の裏面中空肉盗み部と、この中空肉盗み部を多数分割するように所定間隔で設けた駒倒れリブ部と、前記扉外板と扉内板との間に発泡充填される断熱材を食付かせるアンダーカット挿入部を複数設けた内板平面部と、前記裏面中空肉盗み部を有する側壁部の外周縁部に設けたガスケット保持溝部とを合成樹脂材により一体に成形したことを特徴とする冷蔵庫扉内板。
バランスの良い
(もっと読む)
座や背凭れ、パーティション等として機能する構造物の製造方法およびその方法により製造された構造物
本発明は、膜部材とその周縁の全部または一部を保持する膜支持部材とから成る構造物において、加熱処理により膜部材に張力を付与する際に、膜支持部材や膜部材の機能や外観を損ねてしまうことを防止する方法に関し、膜部材(2)として熱収縮性を有する弾性素材を用い、膜部材(2)を無張力下あるいは構造物として必要な張力より弱い張力で膜支持部材(3)に固定し、その後に膜支持部材(3)における温度を当該膜支持部材(3)の溶融温度よりも低温の状態に維持しながら膜部材(2)を加熱し、膜部材(2)を熱収縮させて該膜部材(2)に構造物として必要な弾力性を発揮させる張力を与えるようにしている。 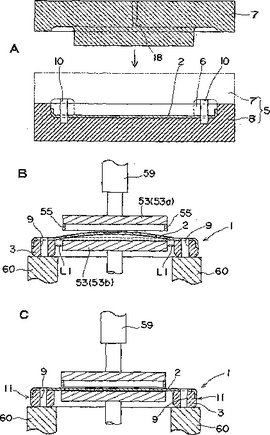 (もっと読む)
(もっと読む)
エンボス化粧板

【目的】 表面に光沢の差があり、人、物による擦れに対してエンボス凸部の光沢の変化がないエンボス化粧板を得る。
【構成】 エンボス化粧板において、型板として、金属製のプレートの表面にエッチングレジスト層を設けてエッチング処理をした後、該エッチングレジスト層を除去して全面を研磨するとともに、エッチング処理により形成された凸部及び凹部の角に丸みを持たせ、次いで凸部にブラストレジスト層を設けて全面をブラスト加工し、しかる後、該ブラストレジスト層を除去し、次いで、再度全面をブラスト加工した賦型プレートを用いる。
(もっと読む)
成形装置における位置決め装置
【課題】 可動金型5、固定金型6を用い、第一、第二成形体2、3を型成形する第一射出工程、第一成形体2を成膜2aする成膜工程、第一、第二成形体2、3を樹脂材8により一体化する第二射出工程により成膜成形体1を製造するにあたり、中間位置で可動金型5が停止する位置の正確な位置決めと、この停止位置を基準点として基準点位置の更新をする。
【解決手段】 既セットされている基準点二基づいて可動金型5を停止位置に移動させた後、サーボモータ10をフリーの状態にすると共に、既セットされている基準点をリセット、しかる後、機械的な位置決めをして正確に位置決めをし、第一の射出工程を実行し、その後、この位置を基準点としてセットすると共に、サーボモータ10を駆動状態に復帰するようにする。
(もっと読む)
グローブ成形装置
【課題】張り出し部の転写不良を防止できる真空成形によるグローブ成形装置を提供する。
【解決手段】筒状の真空ボックス1と、この真空ボックス1内で密閉を保ちつつ軸方向に可動とした上型2と、前記真空ボックスの下面開口縁付近において前記上型の下面周縁部と対向配置された割型3、3とを備えるとともに、前記上型の周縁部付近において前記割型の上面と対向するように下面に開口した真空引き用の吸引孔4を設けたグローブ成型装置において吸引孔4の上部(4a)に対して下部(4b)を相対的に広幅の大空間容積とする。
(もっと読む)
パネルのインサートブロー成形方法
【課題】 リーンフォースパイプをパネルに装着するために、従来のブロー成形後の成形品の孔あけ、リーンフォースパイプの圧入という余分な工程を省く。
【解決手段】パネルにリーンフォースパイプをインサートしてブロー成形するに際し、金型内キャビティー面から内側に突き出て突設されたマグネットに、該リーンフォースパイプを該マグネットの磁力により固定し、その後パリソンを型締めし、該パリソン内にエアを吹き込むことによって該リーンフォースパイプをインサート成形する。
(もっと読む)
インサート品成形方法、インサート品成形装置、電磁装置、放電灯点灯装置、照明器具、及び車両
【課題】インサート品の外形寸法にばらつきがある場合でも、インサート品の位置決め精度が高く、且つ、生産性の良好なインサート品成形方法、インサート品成形装置、電磁装置、放電灯点灯装置、照明器具、及び車両を提供する。
【解決手段】インサート品成形装置は、金型20,30を合わせて形成されるキャビティ部40内で、一対の保持部材51,60の間にインサート品を配置し、進退自在に配置された保持部材51を弾性体53によってインサート品側へ弾性付勢することによって、両保持部材51,60の間にインサート品を保持させる工程と、インサート品を保持した状態で進退自在に配置された保持部材51を拘束して、該保持部材51の位置を固定する工程と、保持部材51の位置を固定した状態でキャビティ部40内に溶融樹脂を充填する工程とを行う。
(もっと読む)
ドーム状成形品の成形方法及び成形装置
【課題】ドーム状成形凹部と透明シートの間における空気の残留による変形などが生じることなく圧空成形を行なうことができるドーム状成形品の成形装置を提供する。
【解決手段】圧空成形型1に、前記ドーム状成形凹部2の内側のエアを吸引するための吸引流路4を設けることで、ドーム状成形凹部2の内周面と前記透明シート3との間の空間のエアを吸引流路4から吸引して減圧した状態で透明シート3を膨らませ、圧空成形によりドーム状成形品を成形することができる。これによりドーム状成形凹部2の内周面と透明シート3の間に空気が閉じ込められて変形などが生じるようなことなくドーム状成形品Aを圧空成形することができる。
(もっと読む)
二次元または三次元オブジェクトから三次元オブジェクトおよびテクスチャ加工基板を製作する自動化された方法
複製の長さが1つのスケール係数で変えられ、複製中に生成されたイメージの深さは、第2のスケール係数で変えられる複製が製作される。複製は、三次元の物品、アートワーク、またはその表面にトポグラフィを持つ他の二次元部材(ブラシストロークなど)から、またはその上にトポグラフィのないピクチャが載っている二次基板から製作することができ、複製に適用されるトポグラフィは、ピクチャ中に存在するオブジェクトのコンピュータによる解釈に基づいて製作される。 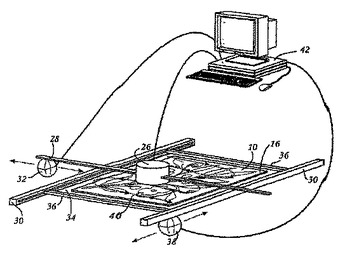 (もっと読む)
(もっと読む)
発泡成形型およびそれを用いたシート用パッドの製造方法
【課題】下型に設けられた幅狭な縁成形部へ発泡原料を容易に注入することができ、かつ、発泡充填時に発泡原料が外部へ流出することがない発泡成形型およびそれを用いたシート用パッドの製造方法を提供する。
【解決手段】上型16及び下型12とこれらを型閉めすることにより密閉されたキャビティ22を備え、前記キャビティ22内で発泡原料を発泡硬化させる発泡成形型10であって、前記下型12は、メイン成形部24と、該メイン成形部24に対して突条32により仕切られて下型12の周縁部分の少なくとも一の縁部分に形成された縁成形部28とを備え、前記下型12における上型16との合わせ面20の前記縁成形部28を臨む箇所に、前記キャビティ22に対して開口し前記合わせ面20内において終端するようにキャビティ22側へ傾斜する案内面38aを有する注入口38が形成されていることを特徴とする。
(もっと読む)
ブロック構造体
【課題】 複数の物品を自在に且つ容易に連結することができるブロック構造体を提供する。
【解決手段】 ブロック構造体1は、全体としてほぼ直方体箱形形状を有し、合成樹脂の射出成形よりなる第1の分割体2及び第2の分割体3を、側壁12a及び12bを介して、平面部9と平面部10とが対向するように付き合わせて一体化して構成されている。第1の分割体2には、右側面及び底面に対応する側壁から内方に凹むと共に広がり、且つ平面部9から平面部10に向かって先細り形状の凹部7a及び7bが形成されている。一方、第2の分割体3には、側壁12a及び12bから突出すると共に広がり、且つ平面部10から平面部9に向かって先広がり形状の凸部5a及び5bが形成されている。複数の同一形状のブロック構造体は、この凸部と凹部とを嵌合させることによって、自在且つ容易に連結することが可能となる。
(もっと読む)
発泡成形型およびそれを用いた発泡成形体の製造方法
【課題】ベント孔からの発泡原料の流出を防止しながら、キャビティ内の発泡ガスや空気を最後まで効率よく抜くことで欠肉やコラップスなどの成形不良を防止することができ、作業性に優れ、また、ランニングコストを削減することができる発泡成形型を提供する。
【解決手段】ベント孔24を備え、キャビティ22内に注入された発泡原料Pを発泡硬化させる発泡成形型10において、貫通孔28aを設けたゴム弾性体28が、前記ベント孔24を覆い、前記ベント孔24と前記貫通孔28aが連通するようにキャビティ22内に固着され、発泡成型時に、前記キャビティ22内に発泡原料Pを注入し、前記発泡原料Pが発泡充填されることで前記ゴム弾性体28が弾性変形して、前記貫通孔28aを塞ぐことを特徴とする。
(もっと読む)
成形同時フィルム貼り合わせ品の製造方法と成形同時フィルム貼り合わせ用金型
【課題】 成形同時絵付け品の良品率を向上させることを目的とする。
【解決手段】 クランプ板4を有するA金型6と、A金型6のクランプ板4で囲まれる領域に入り込む凸部を有するとともにA金型6のクランプ板4で囲まれる領域内であってA金型6とのパーティング面5に固定手段を有するB金型2とからなる射出成形金型を用い、A金型6とB金型2との間に導入したフィルム3をクランプ板4でクランプし、A金型6とB金型2とを型閉めし、A金型6とB金型2とで形成される製品キャビティ12内に溶融樹脂を射出して成形品とフィルムとを接着一体化させ、固定手段を通じてフィルムをB金型2に吸着保持したまま型開きし、B金型2からフィルム付き成形品を離型するとともに不要なフィルムを成形品から切除する。
(もっと読む)
41 - 53 / 53
[ Back to top ]