
Fターム[4F202AH51]の内容
プラスチック等の成形用の型 (108,678) | 用途物品 (8,494) | 家具、家庭備品(←照明具、掃除機) (53)
Fターム[4F202AH51]に分類される特許
21 - 40 / 53
射出成形用金型及びこれを用いた樹脂成形品の製造方法

【課題】それ自体に剛性のないシートが所定の形状・位置に維持されながら埋設された樹脂成形品の製造に用いられる射出成形用金型及びこれを用いた樹脂成形品の製造方法を提供する。
【解決手段】射出成形用金型20は、固定型であるキャビティ型21と、キャビティ型21との分割面25が形成されると共に可動型であるコア型22と、コア型22内を型締め方向に前進後退可能なスライドコア型23とを備えている。キャビティ型21には第1型面27が形成され、第1型面27のほぼ中央には、椅子10の第1樹脂部14を形成する第1樹脂35が射出される第1ゲート30が設定されている。コア型22には、第3型面56が形成され、第3型面56の中央に、椅子10の第2樹脂部15を形成する第2樹脂45が射出される第2ゲート40が設定されている。スライドコア型23には、第2型面28が形成されている。
(もっと読む)
樹脂成形体

【課題】上面部を可及的にフラット面としながらも比較的安価な金型を用いて成形可能となる画期的な樹脂成形体を提供すること。
【解決手段】成形体Aの対向両側縁部に補強用筒部1を片側二列ずつ並設状態に形成し、この片側二列の補強用筒部1の一方は、筒長さ方向の中央部所定範囲に成形体Aの裏面側に向かって開放する中央側開放部2を形成し、この片側二列の補強用筒部1の他方は、筒長さ方向の両端側部所定範囲に成形体Aの裏面側に向かって開放する端側開放部3を形成し、この中央側開放部2と端側開放部3とを連設配設することなく、この中央側開放部2の両端側に隣接する一方の補強用筒部1の端側閉塞部分4と、前記各端側開放部3間に隣接する他方の補強用筒部1の中央側閉塞部分5とが連設配設する形状に一体成形する。
(もっと読む)
インサート加飾成形品の製造方法
【課題】連続した2種以上の絵柄を付した、絵柄の境界部分から樹脂色が見えない意匠性の高いインサート加飾成形品の製造方法を提供すること。
【解決手段】2種以上の加飾シートを真空成形する真空成形工程と、真空成形された加飾シートの少なくとも2種を並べて雌金型に配し、該加飾シートに成形樹脂を射出する射出工程とを含むインサート加飾成形品の製造方法であって、隣接する加飾シートを隔てる雌金型の凸部の上底部の長さが成形樹脂の肉厚の10〜75%であり、半値幅の長さが該上底部の長さに対して1〜5倍の長さであり、前記隣接する加飾シートの互いに近接する端部が、該雌金型の凸部の側面に位置し、該凸部の先端より先に突出していないことを特徴とするインサート加飾成形品の製造方法である。
(もっと読む)
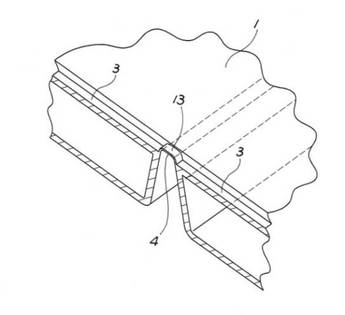
蝶番付きプラスチック成形体
【課題】 圧縮薄肉化して形成する蝶番部に対するシート状片の圧縮一体化に加えてシート状片の係着面を樹脂壁に食い込ませて一体化をさらに強化することができ、強度および耐久性に優れるとともに、シート状片が樹脂壁の表面に現れることなく外観性に優れた蝶番付きプラスチック成形体を提供する。
【解決手段】 蝶番付きプラスチック成形体1は、二つの構成部分2,3をそれらと一体を成す薄肉の蝶番部4で連結して成る。蝶番部4は、二つの構成部分2、3を成す樹脂壁をその裏面1a側から表面1bへ向けて圧縮薄肉化して形成するとともに、蝶番部4の裏面側に、成形過程の溶融樹脂に食い込ませる係着面6を有するシート状片5を一体状に貼着する。シート状片5は、ループ状起毛または係合突起を有する織布片、編布片または不織布片である。
(もっと読む)
カーボン材射出成形のガス抜き孔構造及びカーボン凝結成形品の製造方法
【課題】金型内部に残存するガスのガス抜き孔に原料の流出防止手段を有し、且つ成型品から流出防止手段を容易に除去可能なカーボン材射出成形のガス抜き孔構造及びカーボン凝結成形品の製造方法を提供することを目的とする。
【解決手段】この発明に係るカーボン材射出成形のガス抜き孔構造は、カーボン粉粒と結合材が主体の混合物を金型内に射出注入して賦型した成形品に焼成処理を施してカーボンの凝結体を得るカーボン材射出成形のガス抜き孔構造において、混合物の最終充填部分近傍に設けたガス抜き孔に細い貫通孔を密に配して焼成処理温度以上で分解するフィルター7を設けるとともに、フィルター7の下部に設けた空隙の側壁部から排気を行う排気管5を設けたことを特徴とする。
(もっと読む)
人造大理石およびその製造方法
【課題】十分な製品強度を有すると共に、十分な断熱機能も有する人造大理石およびその製造方法を提供する。
【解決手段】金型1内にSMCまたはBMCを配置して圧縮成形し、その後、この金型1内に注入空間部10を設けた状態で金型1内に得られたSMCまたはBMCの成形品を配置し、発泡体樹脂組成物を注入空間部10へ注入して注型成形を行い、発泡体樹脂層とSMCまたはBMCの成形品とが一体化された積層体を得る。その後、この金型1内に注入空間部10を設けた状態で金型1内にこの積層体を配置し、人造大理石樹脂組成物を注入空間部10へ注入して注型成形を行い、人造大理石成形品と、SMCまたはBMCの成形品と、発泡体樹脂層とが一体に積層された人造大理石を得る。
(もっと読む)
射出成形用金型及び該射出成形用金型を用いた射出成形方法
【課題】キャビティ内に溶融樹脂を射出充填した際、該キャビティ内で樹脂流が会合する会合部が発生する射出成形金型であって、該会合部においてウェルドラインが発生することを防止するとともに、該会合部の強度も向上することができる射出成形金型、及びこれを用いた射出成形方法を提供する。
【解決手段】成型体としてのフォグリングを成形するためのキャビティ5内に溶融樹脂を射出充填した際、キャビティ5内で樹脂流同士が会合する会合部7が発生する射出成形金型であって、キャビティ5には、前記会合を生ずる樹脂流路となる部分に溶融樹脂の一部をキャビティ5から流出させる流出部9,10が接続され、流出部9,10は、溶融樹脂の会合位置がフォグリングの肉厚方向に対応する樹脂流路の深さによって樹脂流Rの流れ方向にずれるように、前記樹脂流路の側面部における深さ方向の一部位に設けられている。
(もっと読む)
エラストマー製板状成形品の製造方法及びこれに使用する金型装置
【課題】略平行に延びる多数本のリブを有するエラストマー製成形品を製造するにおいて、成形後の製品が金型に密着することを防止して型抜きを確実ならしめる。
【手段】成形品(椅子の背もたれ板)3は縦長の多数本のリブ5,6を有している。リブ5,6は全体として高さが最も高い部分(断面積の総和が最も大きい部分)を有している。金型装置は、ゲート17を有する固定型13と、突き出しピン20を有する移動型14とを主要要素としている。固定型13には、キャビティ15に向けて圧縮空気を噴出させ得る噴気ノズル21が散点状に配置されている。型開きに先だって噴気ノズル21から圧縮空気を成形品3に噴出させることにより、成形品3は固定型13から型離れ、このため、成形品3が固定型13に残ることを防止して確実に型抜きすることができる。
(もっと読む)
エラストマー製リブ付き板状成形品の製造方法及びこれに使用する金型装置
【課題】略平行に延びる多数本のリブを有するエラストマー製成形品を製造するにおいて、金型のキャビティにガス溜まりができることを防止して高い精度・品質の確保する。
【手段】成形品(椅子の背もたれ板)3は縦長の多数本のリブ12,13を有している。リブ12,13は全体として高さ最も高い部分(断面積の総和が最も大きい部分)を有している。金型装置は、ゲート35が空いている第1金型31と、突き出しピン38を有する第2金型32とを主要要素としている。ゲート35は、キャビティ33の中央部(或いは上下中間部)ではなく、リブ成形用縦溝33a,33bの群の全体としての平断面積がも最も大きくなる部分かその近傍に設けている。
(もっと読む)
カウンター用成形型及びこれを用いたカウンターの製造方法
【課題】廃棄物の削減、カウンターの製造の容易化及び製品コストの低廉化を図ることができるようにすること。
【解決手段】カウンター10は、左右方向に延びる載置面11Aを有するカウンター本体11と、載置面11Aの面内に位置するシンク部12,12とを備えている。
カウンター10を成形するための成形型20は、カウンター本体11を形成する第1の形成部25と、シンク部12を形成する第2の形成部26,26とをキャビティ空間23側に備えている。第2の形成部26,26は、第1の形成部25の左右方向両側にそれぞれ設けられ、第1の形成部25の左右方向中央位置C1に対して左右対称に配置されている。
(もっと読む)
射出成形用金型及び熱可塑性樹脂成形体の製造方法
【課題】固定側金型意匠面に鏡面磨きを施すなど、表面粗さが非常に細かく設定された金型を用いて行なう射出成形において、成形品が固定側金型に張り付くことがなく離型性に優れている。
【解決手段】#8000番以上に鏡面仕上げされた鏡面コア4aを有する固定側金型4と、離型用プレート5と、可動側金型6と、離型用プレート5と可動側金型6とを脱着自在に接続するパーティングロック7と、離型用プレート5を接合位置と離間位置との間で変位自在に係止可能な係止手段4bとを備え、キャビティ6aは、本体キャビティ部6bと、ツバ部形成キャビティ部6cとを有している。
(もっと読む)
射出成形用金型及び熱可塑性樹脂成形体の製造方法
【課題】固定側金型意匠面に鏡面磨きを施すなど、表面粗さが非常に細かく設定された金型を用いて行なう射出成形において、成形品が固定側金型に張り付くことがなく離型性に優れている。
【解決手段】#8000番以上に鏡面仕上げされた鏡面コアを有する固定側金型3と、固定側金型3とパーティング面3aに対向して配置され、キャビティ4bとスライドコア4cとを有する可動側金型4とを備え、キャビティ4bは本体キャビティ部4dと、ツバ部形成キャビティ部4eとを有し、スライドコア4cにはツバ部2aに係止部2bを形成するための掘り込み4fが形成されており、型開が進むにつれてスライドコア4cを移動させて、スライドコア4cによる係止部2bの係合を解除するように構成されている。
(もっと読む)
折り畳みパネル
【課題】
解決しようとする課題は、熱可塑性樹脂をブロー成形することにより製造される表皮つき折り畳みパネルの中間部にヒンジ部を必要とするような場合、該ヒンジ部を薄く成形しなければならないが、木目込み用の周溝と該ヒンジ部とが交差する位置における溝裏凸部によって生じる段差がリブの役目をはたすため、該ヒンジ部の屈曲方向の断面二次モーメントの増大を招いて該ヒンジ部の屈曲性を著しく損なうという点である。
【解決手段】
表面に設けられた周溝と、該周溝に端縁をはめ込まれた表皮と、折り畳むためのヒンジ部と、該周溝と該ヒンジ部とが交差する位置近傍における該周溝に、該周溝の溝の標準深さよりも浅い浅溝部を設けることにより前記課題を解決した。
【選択図】図5
 (もっと読む)
(もっと読む)
シートクッション及びシートクッション用成形型
【課題】成形時に表面の溝部にスキン層が形成されるのを抑制することができて、表面に表皮を接着固定する際に、表皮上への接着剤の滲み出しや、表皮の接着不良を招くことを防止することができるシートクッションを提供する。
【解決手段】表面に溝部12を備えるシートクッション11を成形型により成形し、その成形後にシートクッション11の表面に表皮13を接着するようにする。成形型の溝部成形用突条の先端に設けられた小突起により、溝部12の内底面に、その溝部12の両内側面12aに連続する両側底面部12bを残して小溝部16を形成する。
(もっと読む)
折り畳みパネル
【課題】
解決しようとする課題は、熱可塑性樹脂をブロー成形することにより製造される表皮つき折り畳みパネルの中間部にヒンジ部を必要とするような場合、該ヒンジ部を薄く成形しなければならないが、木目込み用の周溝と該ヒンジ部とが交差する位置における溝裏凸部によって生じる段差がリブの役目をはたすため、該ヒンジ部の屈曲方向の断面二次モーメントの増大を招いて該ヒンジ部の屈曲性を著しく損なうという点である。
【解決手段】
表面に設けられた周溝と、該周溝に端縁をはめ込まれた表皮と、折りたたむためのヒンジ部と、該周溝と該ヒンジ部とが交差する位置における溝裏凸部に切れ込み部を設けることにより前記課題を解決した。
(もっと読む)
立体成形物の製造方法
【課題】 成形物全体が柔らかく弾力性のある感触を呈するものとすることができ、しかも、成形物の表面に平滑なスキン層を形成して容易に表面意匠をきれいに仕上げることができる立体成形物を提供する。
【解決手段】 立体モデル1を上半部領域1Aと複数に分割した下半部領域1B、1Cとの領域に区画して各領域毎にシリコン樹脂材を塗布して下端部1Dが開口したシリコン樹脂型を製作し、前記シリコン樹脂型の開口した箇所から中空部にウレタン樹脂材を吹き付けてスキン層とし、更に発泡ウレタン樹脂材を充填して、スキン層のある立体成形物を製造する方法である。
(もっと読む)
合成樹脂製枠体の成形方法
【課題】内側に開口部がある合成樹脂製枠体の優れた成形方法。
【解決手段】キャビティ22に連通し、合成樹脂製枠体の開口部の周縁に対応する位置の全体に亘って溶融樹脂原料を注入できる注入ゲート23と、これに連通する供給口241を有する溶融樹脂原料の貯留部24と、供給口、注入ゲートの連通を遮断する移動可能な閉鎖部25とを有する、移動型211と固定型212からなる金型21を用いて、溶融樹脂原料を貯留部に一旦貯留し、その後、前記貯留部に貯留された溶融樹脂原料の圧力により、閉鎖部がスライド移動し、該溶融樹脂原料がキャビティ内に注入され(選択図の様態)、その後、移動型が移動し、注入ゲートと供給口との連通を封鎖するともに、キャビティの幅方向が狭くなり、溶融樹脂原料がキャビティ全体に充填されて成形がなされ、その後、金型を開いて成形された合成樹脂製枠体を取り出すことによって成形する。
(もっと読む)
賦型シート
【課題】繊細な凹凸形状を有し、高級感のある緻密な賦型をすることができ、離型性にも優れ、かつ、基材等から析出する不純物などによって、賦型シートの表面が汚れることがない賦型シートおよび該賦型シートにより賦型された化粧板を提供すること。
【解決手段】ポリエステル系フィルムからなる基材上に、少なくとも部分的に設けられたインキ層と、該インキ層上に存在してこれと接触すると共に、該インキ層が形成された領域及び該インキ層が形成されていない領域とを含む全面にわたって被覆する表面賦型層を有する賦型シートであって、該表面賦型層が電離放射線硬化性樹脂組成物の架橋硬化したものであり、かつ、基材がキシレン中に140℃で24時間浸漬した後の重量減少が1.0質量%以下であることを特徴とする賦型シートである。
(もっと読む)
商品陳列棚の仕切り板およびその成形金型
【課題】 陳列されている商品が経時的に煩雑となっていくことを解決することにより、人手の省力化に資することができる陳列棚装置を提起することを課題とする。
容器の整列を確実にするための仕切り板であって、かつ、取り扱いやすい構造と軽量化のためのプラスチック製の仕切り板を提供することにある。
【解決手段】 平板状の仕切り板6の両面に対称のリブ4をそれぞれ設けるとともに、前記仕切り板6の両端近傍に、それぞれストッパー1に係止される細長孔7を形成したことを特徴とするプラスチック製仕切り板。
(もっと読む)
プラスチック製品とその金型およびその応用製品
【課題】 従来の商品棚の一番の課題は軽量化であり、この軽量化のためにプラスチックを使おうとすると強度の問題があった。
そこで、本発明では、プラスチックで商品棚の主要部材を構成することで軽量化を図るとともに、棚板やブラケットを鉄の強度に匹敵するものとするための構造およびその金型の構造を提供するものである。
【解決手段】 平板1の両面に対称の格子状リブ4をそれぞれ設けるとともに、前記格子状リブ4を、平板1の長手方向に対して斜めに形成して、平板1の反り防止と強度補強をしたことを特徴とするプラスチック製平板。
(もっと読む)
21 - 40 / 53
[ Back to top ]