
Fターム[4F202AH56]の内容
プラスチック等の成形用の型 (108,678) | 用途物品 (8,494) | 箱状容器(←コンテナ、パレット) (94)
Fターム[4F202AH56]に分類される特許
81 - 94 / 94
成形方法、成形用金型、成形品及び成形機
環境低負荷材料のように成形性が悪い成形材を使用しても、立体的な形状を有し側壁が薄肉化された深底凹状の容器のような形状を有する成形品を短時間で成形することができるようにする。金型装置の型閉工程終了前に前記金型装置のキャビティ内への成形材の充填(てん)を開始し、前記型閉工程終了前に所定量の前記成形材の充填を完了し、前記型閉工程終了後に前記金型装置の型締工程を行い環境低負荷材料から成る成形品を成形する。 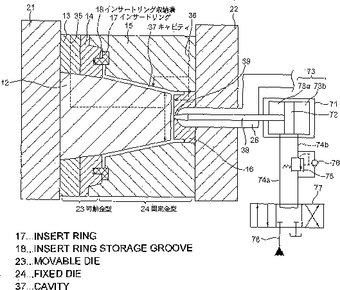 (もっと読む)
(もっと読む)
組み立て箱のインモールド成形による成形法

【課題】 底板と側板及び隣接する側板を折曲自在に連結するヒンジ部の繰り返し使用に当たって割れが生じ難いように、インモールド成形によって変形性を有するシートまたはフィルムからなるヒンジ部を一体に連結した組み立て箱のインモールド成形による成形法を提供する。
【解決手段】 底板1と側板2及び隣接する側板2同士をヒンジ部3を介して折曲自在に連結する組み立て箱のインモールド成形による成形法である。底板1と側板2とを形成するための独立した複数のキャビティ部5に亘るように変形性を有するシートまたはフィルムSを配置して金型6を型閉めし、その後、前記キャビティ部5内に樹脂Pを射出充填して固化させて、各キャビティ部5にて成形された樹脂Pからなる底板1と側板2をシートまたはフィルムSからなるヒンジ部3を介して折曲自在に一体に連結した。
(もっと読む)
製品製造方法および装置
少なくとも2つの可動壁部によって少なくとも部分的に規定される少なくとも1つの金型キャビティを有する金型を使用した製品製造方法であって、金型の容積が成形されるべき製品に必要な容積に対して大きくなるように金型が閉鎖され、少なくとも2つの可動壁部が金型キャビティに対して待避位置にもたらされ、少なくとも部分的に溶融された材料、特にプラスチックが金型キャビティに導入され、次いで第1ステップで少なくとも2つの可動壁部のうちの第1の可動壁部が前進位置の方向に動作開始され、第2ステップで少なくとも2つの可動壁部のうちの第2の可動壁部が前進位置の方向に動作開始され、これら可動壁部が製品成形のために前進位置に移動されることを特徴とする製品製造方法。  (もっと読む)
(もっと読む)
金型および製品成形方法
可動壁部(50)によって少なくとも部分的に規定される金型キャビティが設けられる金型(20)であって、該金型キャビティに材料を導入する注入手段(34)が設けられ、該注入手段(34)は、該金型キャビティの少なくとも1つの固定壁部(80)に設けられる少なくとも1つの注入口(34A)を備え、該固定壁部(80)は、少なくとも1つの可動壁部(50)によって少なくとも部分的に取り囲まれることを特徴とする金型(20)。  (もっと読む)
(もっと読む)
金型およびプラスチック製品成形方法
底部および側壁が設けられたプラスチック製品を製造するための金型(20)であって、少なくとも第1および第2の金型部(21,22)を備え、該第1および第2の金型部は両方で少なくとも1つの金型キャビティを少なくとも部分的に規定し、第1の方向に移動可能であり、少なくとも1つの金型キャビティ(100)は、少なくとも1つの第1の部分(101)、特に底部形成部と、少なくとも1つの第2の部分(102)、特に側壁形成部とを含み、該第1の金型部には、少なくとも1つの固定壁部(24)が設けられ、該固定壁部は第1の可動壁部(26)を支持し、該第1の可動壁部は第1の方向と角度をなす少なくとも第2の方向に各固定壁部に対して移動可能であり、第1の可動壁部には金型キャビティに臨む側に第2の可動壁部(35)が設けられ、該第2の可動壁部は第1の可動壁部に対して前進位置と待避位置との間を移動可能であることを特徴とする金型。  (もっと読む)
(もっと読む)
サンドイッチ成形品

【課題】印刷やラベル貼付等の手間やコストをかけることなく、コア材に樹脂リサイクル材が使用されていることが外部から容易にわかるサンドイッチ成形品を提供することを目的としている。
【解決手段】樹脂リサイクル材からなるコア層を備え、サンドイッチ成形されてなるサンドイッチ成形品1において、コア層を構成する樹脂リサイクル材が外部から視認可能なコア層視認可能部位14を壁面13の一部に備えていることを特徴としている。
(もっと読む)
熱成形可能なシートの深絞り装置
【課題】互いに移動可能な上部加工具4及び下部加工具5を備える、熱成形可能なシート1の深絞り装置において、よりシンプルな構成により、同等にハイグレードなシート加工を、温度が切り替えられた際にも確実に実現し、カップ部の精確な位置決めを実現する。
【解決手段】上部加工具4は、ベース板10と、該ベース板10に固定された雄型板11と、雄型板11に対して移動可能に取り付けられた抑え板12とからなり、雄型板11の少なくとも一つの突起部13が、該抑え板12について、その開口のところでつかみ込んでいる。このような装置において、加熱可能な雄型板11は、ベース板10の中央19に固定され、これにより熱的に引き起こされる中央から放射方向への寸法変化が実現可能であり、ベース板10と雄型板11との間の案内のために、ガイド凹部17に噛み合うガイドピン18が配置されている。
(もっと読む)
射出成形材料により封入されるかまたは射出成形材料から成形されるリムまたは他の特徴部を有する容器
射出成形材料により封入されるかまたは射出成形材料から成形される、フランジ(116)、リム(124)、ハンドル(258)、リブ、底面(500)、側壁(114)、または他の部分を有する、密閉シールすることができるトレー(100)または容器(478)。  (もっと読む)
(もっと読む)
鶏卵包装容器およびその製造装置
【課題】 厚みの薄い熱可塑性薄肉合成樹脂シートを使用しても、鶏卵を入れる凹部の底部周辺の強度を向上させた鶏卵包装容器を提供すること。
【解決手段】 開閉自在な身部分1と蓋部分2とを折り曲げ可能な連結部分3を介して連結し、身部分1および/または蓋部分2に、鶏卵を入れる凹部11、21を形成し、周縁部にフランジ部12、22を形成した薄肉合成樹脂シートの鶏卵包装容器であって、凹部11、21の先細の先端部に筒状の裾部41、42を形成したものである。
(もっと読む)
樹脂ケースの製造方法及び射出成形装置
【課題】 本発明は、樹脂ケースの対向する側壁の各外面にフィルムを良好に一体形成することが可能な樹脂ケースの製造方法及びそれを実現する射出成形装置を提供することを目的とする。
【解決手段】 上記課題を解決するため、本発明の樹脂ケース1の製造方法(射出成形装置)は、
有底矩形筒形状で、少なくとも一対の対向する側壁21の各外面にフィルム3が一体形成された樹脂ケース1の製造方法(射出成形装置)であって、
射出成形用金型のキャビティ内に配されたフィルムを該キャビティの内壁に向けて吸引する吸引工程(吸引手段)と、
フィルムを吸引した状態でキャビティ内を加圧する加圧工程(加圧手段)と、
キャビティ内に溶融樹脂を注入する射出工程(射出手段)と、
をこの順に行うことを特徴とする。
(もっと読む)
ホルダ、特にクレートを製造するための装置および方法
本発明は、クレートのようなホルダを製造するためのモールドに関し、第1の移動方向に相互に関して移動可能である少なくとも2つのモールド部を含み、該モールド部には、少なくとも1つのモールドキャビティが含まれ、モールドキャビティは、少なくとも一方側に、後退した第1の位置と前方に動かされた第2の位置との間で移動可能な第2の移動方向に移動可能な壁部を備え、モールドキャビティは、前記壁部が第2位置にあるときには、所望の製品形成位置にあり、前記壁部が第1の位置にあるときには、前記壁部が第2の位置にあるときよりも大きな容積を有し、第1および第2の移動方向は相互にある角度をなす。  (もっと読む)
(もっと読む)
自動車用電気接続箱
【課題】 電気接続箱の外枠を補強を図りながら見栄えを良くする。
【解決手段】 自動車用電気接続箱の樹脂製のケース外枠11の内面11aより補強リブ13を一体的に突設しており、該補強リブ13の成形によりヒケが生じる外面に突起部15を形成し、該突起部15の形成領域は、自動車への電気接続箱の搭載時に、少なくとも外部から視認される前記ケース10の外面11−1、11−2である自動車用電気接続箱を提供している。
(もっと読む)
金型装置
【課題】 主型の中央部に固定される中央金型部を組み付けの基準として、周囲に複数の金型部を簡単に位置決めして移動しないようにして固定作業ができる。
【解決手段】 主型20の片面の中央部に固定される平面視四角形状をした中央金型部Aの外周に主型20の片面に沿わせた状態で複数の金型部を配置して構成する金型装置である。中央金型部Aの四隅部の外側にそれぞれ隅金型部21を配置すると共に隣接する隅金型部21間に中央金型部Aの各辺の外側に沿って中間金型部22を配置する。中央金型部Aの隅部と隅金型部21のいずれか一方に凹部23を、いずれか他方に突部24を形成して凹部23と突部24を嵌め合わせるか、又は/及び、上記中央金型部Aの辺と中間金型部22のいずれか一方に凹部23を、いずれか他方に突部24を形成して凹部23と突部24を嵌め合わせる。
(もっと読む)
金型装置
【課題】 分割された各金型部の製作が容易で安価にできる。管理や組み付け作業が容易にでき、溝形状が複雑で且つ溝深さの深い桁部形成用金型部における冷却用の水漏れ対策が必要でない。平面視におけるサイズの異なるものや桁部の高さの異なるパレットを選択的に成形する。
【解決手段】 デッキ面部100の片面に複数の桁部101を突設したパレット102を形成するための固定金型1と移動金型2とよりなる金型装置である。固定金型1乃至移動金型2の少なくとも一方の金型を複数の桁部101をそれぞれ形成するための複数の桁部形成用金型部3と、桁部101部分を除くデッキ面部100を形成するためのデッキ面部形成用金型部4とを組み合わせて構成する。各桁部101を形成するための各桁部形成用金型部3をそれぞれ独立した一体のブロックとする。
(もっと読む)
81 - 94 / 94
[ Back to top ]