
Fターム[4F202AH56]の内容
プラスチック等の成形用の型 (108,678) | 用途物品 (8,494) | 箱状容器(←コンテナ、パレット) (94)
Fターム[4F202AH56]に分類される特許
41 - 60 / 94
ブロー成形容器
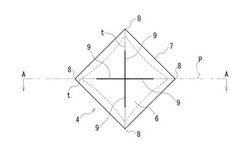
【課題】 筒状の胴部を有するブロー成形容器の、胴部と底部との境界部分である脚部における局部延伸変形程度を、抑えると共に均等化することにより、脚部における極端な肉薄化の発生を防止することを目的とする。
【解決手段】 底部4の底面6に残存形成される十文字状の食い切り線9を、底面6の対角線t上に位置させると共に、対角線tの一つをパーティングラインP上に位置させ、局部延伸成形される底部4の脚部7に対し、各食い切り線9の先端を近接させ、もって脚部7における延伸量を小さくして、極端な肉薄発生を防止する。
(もっと読む)
蓋付き容器のシート成形金型

【課題】汁漏れを防止しながら、より確実に蓋を閉じた状態を保持可能な嵌合フランジ構造を有する蓋一体型プラスチック容器のシート成形技術を開示する。
【解決手段】ヒンジを介して一体成形される容器本体および蓋のフランジそれぞれに凸条部および当該凸条部が嵌合可能な凹条部を周設してなるプラスチックシート製の蓋付き容器を前記蓋が開いた状態でシート成形する金型であって、前記容器本体および蓋の前記フランジの型面それぞれを前記凸条部および凹条部が成形可能な凸条型および凹条型とすると共に、前記容器本体の収容凹部に対応する型面を凹型とした固定雌型と、容器本体の前記収容凹部に対応する型面を凸型とすると共に、前記凹条部に対応する型面を凸条型とし、この凸条型で軟化させたプラスチックシートを前記雌型の凹条型に押し込み可能とした移動雄型との組み合わせからなる。
(もっと読む)
射出成形複合構造体及び該構造体を成形するための工具
構造体が、容器を形成するように一群のパネル上に射出成形される。これらのパネルは容器の空洞の周囲に少なくとも部分的に延びると共に該空洞を少なくとも部分的に画定する。容器を成形する工具が開示される。 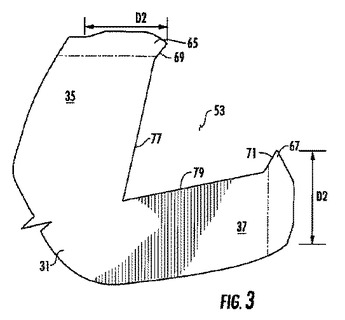 (もっと読む)
(もっと読む)
パッケージ容器を形成する方法及びパッケージ容器
パッケージ容器を形成する方法において、容器形状のパッケージ容器が、底部と、その底部から上方向に延びる側壁(7)とを有し、ボール紙素材(A)で形成される。圧縮モールドの最後の段階で、型の内側の対向面を、それと向き合う面から後方に移動させることにより、リムに対応するモールドキャビティ(5)を形成するように型を閉じ、その後、そのモールドキャビティ(5)内にモールド材料を注入することにより、前記側壁(7)の上部に、横方向に延びるモールド材料のリム(8)がモールドされる。 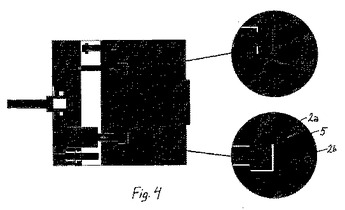 (もっと読む)
(もっと読む)
合成樹脂製パレット用金型構造及びスキッド
【解決手段】エジェクターボックス気密空間A1及び可動金型7と固定金型12とにより形成されたキャビティCに、圧縮ガスが注入された状態で、キャビティに、溶融樹脂を射出することにより、無発泡表面層と内部発泡部とからなるスキッドSを成形するための合成樹脂製パレット用金型構造であって、桁内リブ部S’の先端角部s2cを形成するキャビティ部に重合するように、可動金型に穿設された可動金型側透孔7bの途中まで、ガス抜き部材Vを構成する入れ子ピンv2を嵌入することにより形成された円柱状キャビティ部c1を配置したものである。
【効果】桁内リブ部の先端角部を成形するキャビティ部に溜まった圧縮ガスを排出することができ、従って、桁内リブ部の先端角部のガス焼けを防止することができる。
(もっと読む)
大型成形品
【解決手段】射出成形で成形される大型成形品Sにおいて、表面層(スキン層)を、無発泡樹脂r1とし、内部を、発泡樹脂r2としたものである。
【効果】射出成形で成形される大型成形品において、表面層(スキン層)を、無発泡樹脂とし、内部を、発泡樹脂としたので、全体が発泡樹脂の場合のように、肉厚としたり、補強リブ等を増やすことなく、全体が無発泡樹脂の場合の強度や剛性を維持したまま、大型成形品を軽量化することができるとともに、全体を無発泡樹脂で成形した場合の冷却過程で発生するひけや変形を防止することができる。
(もっと読む)
断熱箱体製造用治具
【課題】奥行き寸法だけが異なっている仕様の断熱箱体の製造に際して治具を交換することなく生産性良く製造することができる断熱箱体製造用治具を提供する。
【解決手段】外郭2内に内型10を形成する治具11を配置し、外郭2と治具11にて形成した内型10との間の空間に断熱壁を発泡成形することで、外郭2内に断熱壁で囲まれた収容空間を形成する断熱箱体の製造方法において使用する断熱箱体製造用治具11であって、奥面成形部と周面成形部13を有するとともに、その周面成形部13の外郭2の開口近傍に対向する部分に、外郭2の開口の内外方向に出退摺動可能な可動板21を配設した。
(もっと読む)
断熱箱体の製造方法及び装置
【課題】断熱箱体の内部に形成される収容空間の配置状態が異なっている各種仕様の断熱箱体を生産性良く製造できる断熱箱体の製造方法及び装置を提供する。
【解決手段】外郭2内に内型5を配置し、外郭2と内型5の間の空間に断熱壁を発泡成形することで、外郭2内に断熱壁で囲まれた1又は複数に分割された収容空間を形成する断熱箱体の製造方法であって、内型5を、最多数に分割された収容空間のそれぞれに対応する形状と大きさの複数の中子治具6と、中子治具6、6間に必要に応じて挿入配置される仕切治具8とを組み合わせて構成し、この内型5と外郭2との間の空間に断熱壁を発泡成形し、所望の形状と大きさの収容空間を有する断熱箱体を製造するようにした。
(もっと読む)
合成樹脂製パレット用金型構造
【解決手段】エジェクターボックス3内に配設されたガイドロッド4に沿って、エジェクタープレート5が往復動するように構成された合成樹脂製パレット用金型構造において、ガイドロッド付近に位置するエジェクターボックスに、エジェクターボックス密閉空間に連通されたグリス注入用透孔3aを穿設するとともに、グリス注入用透孔が、取り外し自在な密閉蓋8により閉鎖されるように構成したものである。
【効果】合成樹脂製パレット用金型構造を分解する必要がなく、従って、グリスの供給作業時間を、短縮することができるとともに、グリスの供給作業を省力化することができる。
(もっと読む)
合成樹脂製パレット用金型構造
【解決手段】エジェクターボックス密閉空間A1及び可動金型7と固定金型12とにより形成されたキャビティCに、圧縮ガスが注入された状態で、キャビティに、溶融樹脂を射出することにより、無発泡表面層と内部発泡部とからなるスキッドS’を成形するための合成樹脂製パレット用金型構造であって、溶融樹脂の合流領域に位置する可動金型及び固定金型の硬度(ロックウエル硬度)を、他の部分の硬度より、大きくしたものである。
【効果】溶融樹脂の合流領域に位置する可動金型及び固定金型の硬度(ロックウエル硬度)を、他の部分の硬度より、大きくしたので、可動金型及び固定金型の合流領域部分の変形を防止することができ、従って、ばりの発生を防止することができる。
(もっと読む)
樹脂ケースの製造方法及び電子制御装置
【課題】孔、凹部、及びインサート部材を有する樹脂ケースを製造する場合に、樹脂内部にウエルドの残留がなく樹脂強度を確保しうるようにする。
【解決手段】
孔3やインサート部材4を有する樹脂ケースを、金型を用いて成形する場合に、まず、金型に溶融樹脂を充填する。また、前記孔3を形成するためのピン30とインサート部材4を、前記金型に樹脂注入後、金型内の樹脂充填の完了直前に、金型内の溶融樹脂2a中に押し込む。
(もっと読む)
基板収納容器及びその製造方法
【課題】容器本体の背面側が突出しピンにより突き破られ、損傷することのない基板収納容器及びその製造方法を提供する。
【解決手段】三枚以下の半導体ウェーハを収納するフロントオープンボックスタイプで背の低い容器本体1が射出成形され、この射出成形された容器本体1の内部背面側に複数の突出しピン2が突き出されることにより容器本体1が金型から脱型される基板収納容器であって、容器本体1の背面壁と両側壁とにリブフランジ20を一体成形し、背面壁のリブフランジ20Aを容器本体1の金型からの脱型時に複数の突出しピン2に外側から対向させる。金型の突出しピン2に容器本体1の背面壁のリブフランジ20Aが外側から対向して障害物となり、補強機能を発揮するので、突出しピン2が突き出されて大きな負荷が作用しても、容器本体1の背面側が突出しピン2により突き破られることがない。
(もっと読む)
発泡スチロール成形用金型及び発泡スチロール成形装置
【課題】発泡スチロールの成形品を成形する際に効率的に加熱・冷却することができるようにした発泡スチロール成形用金型、及びこの発泡スチロール成形用金型を容易に交換することができるようにした発泡スチロール成形装置を提供する。
【解決手段】発泡スチロール成形用金型は、凸型金型10と凹型金型20との間に設けられる成形室1で発泡スチロール製の成形品を成形する。凸型金型10及び凹型金型20は、インナープレート11,21とアウタープレート12,22とが対峙し、両プレート11,21間に空間部13,23が設けられたものであり、該空間部13,23に少なくとも蒸気及び冷却水を供給する供給口12d,22dと、少なくともドレーンを排出する排出口12e,22eとが設けられている。発泡スチロール成形装置は、発泡スチロール成形用金型の凸型金型10及び凹型金型20が凸型側フレーム30と凹型側フレーム40とに固定されている。
(もっと読む)
熱可塑性部材および熱硬化性部材からなる複合体の成形方法
【課題】熱可塑性部材と熱硬化性部材とを一連の成形プロセスで成形し、これら部材を組み合わせた複合体を、効率よく製造できるようにした熱可塑性部材および熱硬化性部材からなる複合体の成形方法を提供する。
【解決手段】共通型8を相対移動させて熱可塑性部材用型2に組み付けて成形した熱可塑性部材11を保持したままで共通型8を相対移動させてゴム部材用型5に組み付けて、ゴム部材12と熱可塑性部材11とを接合一体化した複合体13を成形する一体成形工程を繰り返し行ない、直前の一体成形工程で成形した複合体13をゴム部材用型5に残したままにして、次の一体成形工程で成形した熱可塑性部材11を保持したままの共通型8を、ゴム部材用型5に組み付けるまでの間に、直前の一体成形工程で成形した複合体13のゴム部材12をゴム部材用型5による加熱により硬化させる。
(もっと読む)
熱成形の不要部分の冷却能率を向上させた機構をもつ型
【課題】 軽量容器などの熱成形の生産効率の向上
【解決手段】熱成形用プラグ型に不要部分冷却部を設け、成形シートの不要部分を強制的に冷却して、生産回数を増加したこと。
(もっと読む)
ポリプロピレン系樹脂発泡成形体の製造方法および成形体
【課題】高発泡倍率の発泡成形において、特に箱形状の成形体を成形する場合において、内倒れによる変形の少ない成形体を容易に得られる製造方法を提供する。
【解決手段】ポリプロピレン系樹脂と発泡剤との溶融混合物を金型内に射出して射出完了後に金型の一部または全部を型開き方向に後退させて、底面と高さ50mm以上の立壁部からなる箱形状のキャビティ4を有する発泡成形体を製造する方法において、ポリプロピレン系樹脂に混合する発泡剤の発泡剤制御条件が最低発泡剤制御条件の1.3倍以上10倍以下であることを特徴とするポリプロピレン系樹脂発泡成形体の製造方法。
(もっと読む)
樹脂製成形品
【課題】インサート物の作製が容易でかつインサート物と射出樹脂との密着性を高めることができる樹脂成形品およびその製造装置を提供する。
【解決手段】雄型3と雌型2との間のキャビティ7内に軟質性のメッシュ状電磁波シールド繊維11が配置され、雄型3と雌型2とが型締められる。このとき軟質性の電磁波シールド繊維11は雄型3の表面の形状に追従して変形する。このためキャビティ7内の形状に合わせてインサート物を作製する必要はない。またメッシュ状の電磁波シールド繊維11の表面に射出樹脂12が射出されて樹脂製成形品10が成形される。雌型2に設けられた突出型2bにより射出樹脂12に貫通穴13が形成される。
(もっと読む)
ブロー成形用金型及びブロー成形製ボトル
【課題】 ガラス小瓶の様な質感を呈し、底部の肉厚に偏りのない小型ボトルを、ダイレクトブローにより、安価に提供する。
【解決手段】 ブロー成形用金型1は、型締め方向に垂直な分割面11,21に形成された二等辺直角三角形断面のキャビティ12,22の底部に配設された喰い切り刃13,23を備えるハス割金型10,20である。喰い切り刃13,23は、分割面11,21に沿ってキャビティ底部中心に向かってのびる延長部13a,23aと、キャビティを構成する二等辺直角三角形の直角14,24同士を結んだ対角線に対して若干傾いた交差部13b,23bと、交差部13b,23bの一端と延長部13a,23bの端とを連結する連結部13c,23cとを備えた屈曲刃による噛み合い構造とされている。延長部13a,23a、交差部13b,23b、連結部13c,23cはいずれも直線で、交差部13b,23bの両端は直角14,24の近くまで伸びている。
(もっと読む)
中空FRPの製造方法
【課題】FRP部材をRTM成形にて製造する場合、サンドイッチ構造の芯材や中空中子に流動溝を加工し樹脂の拡散性を高める方法では、その流動溝内に溜まった樹脂の硬化収縮により、FRP表面が部分的に歪み、外観意匠性を損ねてしまうという問題が発生するため、表面意匠性が求められる部材に適用するには、その歪みを研磨、除去する必要があり、結果コストが高くなってしまう。
【解決手段】表面が粗面化された中空断面を有する中子の外周に、強化繊維基材を配置したプリフォームを成形型のキャビティ内に配置し、前記中子内を加圧しながら、前記成形型のキャビティ内に熱硬化性樹脂を注入し、強化繊維基材に樹脂を含浸させ、樹脂を硬化した後に中子を除去する中空FRPの製造方法。
(もっと読む)
閉塞ロッド
プラスチック材容器を成型するための機械の射出ノズル閉塞ロッド(4)であって、これには、同じロッドの駆動空気圧ピストンを形成している各部材が、機械の稼働中に前記ピストンにかかる大きなストレスによって分解するのを適切に防ぐことが可能なロックシステムが設けられている。したがって、本発明にしたがうロッドは、ピストンが拘束されることを防ぎ、また同じようにロッドが固定されることを防ぎ、これによって、成型機械のメンテナンス作業が減少し、よって押し出し量が増加する。 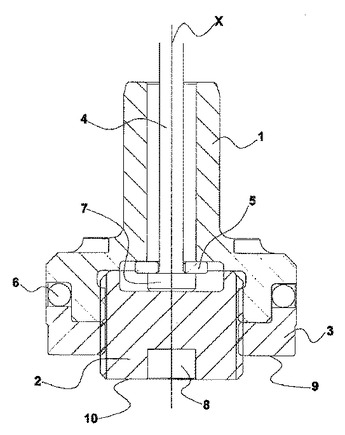 (もっと読む)
(もっと読む)
41 - 60 / 94
[ Back to top ]