
Fターム[4F202CL41]の内容
プラスチック等の成形用の型 (108,678) | 型締め、型開閉 (2,962) | 細部及び補助操作 (608)
Fターム[4F202CL41]の下位に属するFターム
位置決め、案内、保持機構 (586)
Fターム[4F202CL41]に分類される特許
1 - 20 / 22
成形装置および成形方法
型締装置

【課題】本発明はトグル機構を連結する上で必要となるリンクピンの保守性の向上を図ることができる型締装置を提供する。
【解決手段】長リンク4と移動盤3のリンクピン支持部8とを連結させるリンクピン1や短リンク5と型締ハウジング2のリンクピン支持部7とを連結させるリンクピン1や長リンク4と短リンク5とを連結させるリンクピン1等トグル機構を構成するために用いる全てのリンクピン1に対して、各々のリンクピン1を2つに分割し、取り付ける。ただし、2つに分割されたリンクピン1同士は連結していない。また、リンクピン1の長さにより分割されたリンクピン1同士の端面が接触している場合や、リンクピン1同士の間に隙間19が空いている場合がある。また、リンクピン1を2つに分割しても、リンクピン1が有する性能または機能などはリンクピン1が1本であった場合と比べて劣化しないように設計される。
(もっと読む)
ダイプレートユニット、型締装置、射出成形機および射出成形方法

【課題】型締めされた金型に生ずる型締圧力の分布を任意に、かつ容易に変更できるダイプレートユニットを提供すること。
【解決手段】金型18を型締めするためのダイプレートユニット23であって、型締力の作用を後面で受けるダイプレート本体30と、ダイプレート本体30の前面中央部より前方に突出する型締力伝達部31と、型締力伝達部31の前方端が後面に接続され、金型18が前面に接続される金型取付盤32と、前記金型に生ずる型締圧力の分布を調節する型締圧力調節手段とを備えている。これにより、金型18に作用する型締圧力の作用状態を任意にかつ容易に変更できるので、型締圧力が不均一な状態にあるときには、均一な状態にすることができる。
(もっと読む)
型締装置
【課題】 タイバーを3本あるいは2本に減らした構造においても、金型パーティング面全体に均一な面圧分布を発生させ、バリが発生しにくい構造の型締装置である。
【解決手段】 マシンベースと、マシンベース上に固定的に載置され固定型を保持する固定プレートと、固定プレートの反金型側に載置される固定プラテンと、マシンベース上に型開閉方向に摺動可能に載置され可動型を保持する可動プレートと、可動プレートの反金型側に型開閉方向に摺動可能に載置される可動プラテンと、型締力を受ける2本あるいは3本のタイバーと、から構成され、固定プレートと固定プラテンの間、および可動プレートと可動プラテンの間は、複数の点接触あるいは複数の線接触により型締力を伝達する型締装置。
(もっと読む)
傾動可能な蓋を有するタイヤブランクの加硫プレス
本発明は、タイヤブランク用の加硫プレスに関し、この加硫プレスは、タンク(4)と、摺動案内部材によってタンクに連結された蓋(6)とを有し、蓋とタンクの両方は、摺動案内部材に回動可能に取り付けられている。蓋(6)は、更に、バットに対して摺動するよう案内されるシャフト(24)に回動可能に取り付けられている。 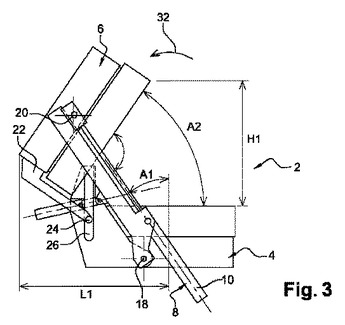 (もっと読む)
(もっと読む)
射出成形機の型締力設定方法
【課題】 バリ不良の発生しない必要最小限の適正型締力を設定する際の確実性及び信頼性を高めるとともに、より的確な適正型締力を自動化により容易に設定する。
【解決手段】 最大型締力(100〔%〕)から所定の大きさを順次低下させた型締力(100〔%〕,80〔%〕,70〔%〕…)により順次型締めして試し成形を行うとともに、射出工程における型締圧Pcを検出し、この型締圧Pcの変化に係わる複数の異なるモニタ要素(Pc,Pcd,Pcr)を監視することにより、少なくとも一つのモニタ要素に所定の閾値を越える変化が生じたなら当該変化が生じたときの型締力に対して所定の大きさだけ増加させた型締力を適正型締力Fsとして設定する。
(もっと読む)
射出成形機の型締力設定方法
【課題】 バリ不良の発生しない必要最小限となる適正型締力を的確に設定するとともに、樹脂の充填に伴う金型の変化に係わるより広範な情報を得る。
【解決手段】 最大型締力(100〔%〕)から所定の大きさを順次低下させた型締力(100〔%〕,80〔%〕,70〔%〕…)により順次型締めして試し成形を行うとともに、金型2の固定型2cを支持する固定盤3c及び金型2の可動型2mを支持する可動盤3mの外面3cf,3mfに付設した型位置センサ4により射出工程における固定盤3cに対する可動盤3mの相対位置(型位置Xc)を検出し、少なくとも、当該型位置Xcに所定の条件を満たす変化が生じたなら当該変化が生じたときの型締力に対して所定の大きさだけ増加させた型締力を適正型締力Fsとして設定する。
(もっと読む)
樹脂封止装置
【課題】人による調整作業を必要とせず、上下金型の高精度な平行度を封止工程において自動的に実現することができる樹脂封止装置を提供する。
【解決手段】電子部品を樹脂封止するための第1の金型20および第2の金型30と、前記第1の金型20を保持する第1のプレート2と、前記第2の金型30を保持し、前記第1のプレート2に対して上下方向に相対移動して加圧を行う第2のプレート3と、少なくとも一方の前記金型20、30と該少なくとも一方の金型20、30を保持する前記プレート2、3との間に設けられ、前記少なくとも一方の金型20、30を保持する前記プレート2、3に平行な面内の互いに直交する軸まわりの2つの回転自由度を有し、前記少なくとも一方の金型20、30と前記少なくとも一方の金型20、30を保持する前記プレート2、3とを相対回転可能に連結させるジョイント部10とを備えている。
(もっと読む)
圧力伝達装置及びこれを備える薄型部品の製造装置
【課題】圧力伝達装置及びこれを備える薄型部品の製造装置を提供する。
【解決手段】圧力伝達装置20は、下部スタンプ90に置かれた被加圧対象物を加圧する上部スタンプ70が駆動されるようにする加圧シート54と、圧力発生装置から発生した圧力を上記加圧シート54に伝達する加圧プレート33と、上記圧力発生装置と上記加圧プレート33の間に備えられ、上記被加圧対象物80と上記上部スタンプの間の偏差により上記加圧プレート33と上記加圧シート54の間の偏差を補償し均一な圧力伝達が行われるようするボールジョイント300を含む。
(もっと読む)
型締力を調整する機能を有する射出成形機
【課題】トグル式型締装置を最適な型締力に制御する機能を有する射出成形機の提供。
【解決手段】リアプラテン2と可動側金型が取付けられた可動プラテン3間に配設され、前記可動プラテンを型締用モータで前後進させるトグル機構6を有する射出成形機において、リアプラテン2の位置を所定の速度で移動させて型締力を調整する型締力調整用モータ10と、前記型締力を測定する型締力センサ13と、型締力センサ13により測定される型締力と目標型締力との差である型締力補正量を算出する型締力補正量算出手段と、リアプラテン移動時間の型締力に対する変化率であるリアプラテン移動時間計算用比例定数と前記算出された型締力補正量とにより前記リアプラテン2の移動時間を算出するリアプラテン移動時間算出手段とを備え、前記算出されたリアプラテン移動時間に基づき前記型締力調整手段を駆動し型締力を調整することを特徴とする射出成形機。
(もっと読む)
ロータリー射出成形機
【課題】異なる金型に対して適切な型閉条件および金型保護条件を設定することが可能なロータリー射出成形機を提供する。
【解決手段】ロータリー射出成形機は、可動側金型2が設置され、タイバー4,5に沿って駆動させられる可動盤1と、複数の固定側金型6a,6bが設置され、型締ステーションに固定側金型6a,6bの1つを配置するように回転駆動されるロータリーテーブル3とを有する。ロータリー射出成形機は、型締ステーションに配置されている固定側金型6a,6bを判別する金型判別部10と、固定側金型6a,6bの各々に対応して予め設定された型閉条件および金型保護条件を記憶しており、金型判別部10によって判別された固定側金型6a,6b用の型閉条件および金型保護条件に基づいて、可動側金型2と固定側金型6a,6bとの型閉工程及び金型保護工程を制御する行うコントローラ8とをさらに有する。
(もっと読む)
型締装置
【課題】エジェクタ装置に使用される潤滑剤の飛散を適切に防止することのできる型締装置の提供を目的とする。
【解決手段】一対の金型の一方が固定された第一のプラテンと、前記一対の金型の他方が固定され、型開閉方向に進退可能な第二のプラテンと、前記第二のプラテンに固定され、前記第一のプラテンの反対側より前記第二のプラテンに対して型締力を伝達させるロッドとを備え、前記ロッドは中空構造であり、前記中空構造によって形成される中空部に、成形品のエジェクタ用のボールねじ機構が配設されることにより上記課題を解決する。
(もっと読む)
微細形状転写シートの製造方法および製造装置
【課題】シート状基材および微細凹凸形状を備えた金型を加熱し、両者を接触、加圧させることによってシート状基材表面に微細凹凸形状を賦形するに際して、転写面で金型とシート状基材の間に空気を噛み込んでしまうことによる転写不良を生ずることがなく、所望どおりの微細凹凸形状が表面に成形されたシートを製造する方法と製造装置を提供すること。
【解決手段】シート状基材および微細凹凸形状を備えた金型を加熱し、該シート状基材と金型の両者を接触、加圧させることによって前記シート状基材表面に前記微細凹凸形状を賦形する微細形状転写シートの製造方法において、一対の加圧板または金型のうち少なくとも一つあるいはその組み合わせで構成される加圧賦形面の平面性を、複数の加圧賦形面押圧機構により制御することを特徴とする微細形状転写シートの製造方法と装置。
(もっと読む)
成形機
【課題】成形機における回転部材や直線移動部材などの可動部材の重量の低減を図り、成形機の省エネルギー化や、成形機の駆動源の小型化を達成可能とすること。
【解決手段】回転駆動される回転部材や直線移動駆動される直線移動部材などの可動部材を有する成形機において、少なくとも一部の可動部材の材質をMgとする。
(もっと読む)
プラスチック成形金型。
【課題】簡単な機構で、プラスチック成形金型の部品点数を減らすことができ、部品点数を減らすことでプラスチック成形金型の固定側型板と可動側型板の面積空間のスペースを有効に活用することのできるプラスチック成形金型を提供すること。
【解決手段】固定側51と可動側52とからなり、溶融樹脂を製品成形部64に供給し型開きしてプラスチック製品を取り出す樹脂モールド金型において,筒状に形成され一端に底部が設けられ他端にフランジ74が設けられた収納部材71と、収納部材71に着脱自在に収納し定常状態で収納部材71の長さより長く形成されたコイルスプリング72とからなる型開き具70を取り付け,ランナーストリッパープレート54と固定側型板55とを最初に開き、ランナーストリッパープレート54と固定側型板55とが所定距離開いた後に、固定側取付板53とランナーストリッパープレート54とを開くようにする。
(もっと読む)
樹脂封止装置及び樹脂封止方法
【課題】装置全体のコスト増大、重量増大、あるいは寸法増大等を極力抑制しながら、該装置の耐久性を維持でき、長期に亘って最適な型締め力にて樹脂封止を行う。
【解決手段】相対峙する金型内で基板を樹脂にて封止する樹脂封止装置110において、金型のうちの下金型114側に、複数の階段状のフラット面132、142を有する第1、第2補正体(金型位置補正機構A)130、140を配置する。各フラット面132、142の型締め開始時に取るべき型締め方向の最適位置に関する指標を、ソフトクランプ状態における第1、第2検出体(最適位置検出機構B)190、192の相対位置で検出し、最適位置まで金型位置補正機構A(の第2補正体140)を駆動する。
(もっと読む)
射出成形機の型開閉オプション動作の設定方法
【課題】型開閉のオプション動作順序を容易に認識することが可能な射出成形機の型開閉オプション動作の設定方法を提供する。
【解決手段】射出成形機の型開閉オプション動作設定モード画像6aの表示エリア28に、型開閉途中のオプション動作の動作項目種別欄31〜34を所定順序で表示する。1番目に表示されている動作項目種別欄31の「1」に替えて、「2」を入力することによって、動作項目種別欄31を自動的に2番目に並び替え、且つ、並び替えられた動作項目種別欄31に部品を模式化した表示図形31aを自動的に表示する。よって、並び替えられた表示図形を目視することで、型開閉途中の一連の動作順序を容易に把握できる。
(もっと読む)
電動式竪型成形機及びそれによる成形方法
【課題】金型装置を十分に、かつ、精度良く保護することができるようにする。
【解決手段】フレーム11と、下金型51が取り付けられた下プラテン31と、上金型52が取り付けられた上プラテン35と、下プラテン31より下方において移動自在に配設されたベースプレートと、前記上プラテン35を進退させ、上金型52を下金型51に対して接離させ、型閉じ、型締め及び型開きを行う型締用モータ38と、前記ベースプレートの移動を一定の保持力で緩衝する緩衝装置とを有する。前記ベースプレートの移動が緩衝装置によって一定の保持力で緩衝されるので、型閉じが行われる間、金型装置22の種類によらず、金型装置22を十分に保護することができる。
(もっと読む)
型締力検出方法
【課題】本発明は、経時変化による歪み検出装置からの出力のドリフトを補正して精度良く型締力を検出することのできる型締力検出方法を提供することを課題とする。
【解決手段】成形機の型締装置に設けられた歪み検出装置30からの出力に基づいて型締力を検出する。型締装置が型開限状態のときに歪み検出装置30から出力される第1の出力値を検出する。型締装置により型締力を発生している際に歪み検出装置30から出力される第2の出力値を、第1の出力値に基づいて補正する。補正した第2の出力値に基づいて型締力を求める。歪み検出装置30からの出力をデジタル値に変換してから補正を行なうか、あるいは、歪みゲージ50を用いて歪みゲージの比較増幅器に供給する規準電圧を第1の出力値に基づいて変更する。
(もっと読む)
射出成形金型の型開き制御機構
【課題】 PL開き量を広く確保する。
【解決手段】 射出成形金型1は固定側取付板2、ストリッパープレート3及び固定側型板4から成る固定側金型22と、可動側型板5、可動側受板6、スペーサブロック7及び可動側取付板9から成る可動側金型23とで構成されている。可動側金型23を貫通して段付き穴11が形成されている。段付き穴11に配設されたプラーボルトスリブ13は、外周は段付き穴11の径小部を摺動するとともに後端の鍔部13aは段付き穴11の径大部を摺動し、中心には段付き穴13bを有する。プラーボルト12の胴部はプラーボルトスリブ13の径小部に挿通され、頭部12aはプラーボルトスリブ13の径大部に挿通されて固定側型板4に螺合している。L1はプラーボルトスリブ13の段付き穴13bの径大部の底面からプラーボルト12の頭部12a下までの寸法を、L2は段付き穴11の径大部の底面からプラーボルトスリブ13の鍔下までの寸法を示している。
(もっと読む)
1 - 20 / 22
[ Back to top ]