
Fターム[4F202CN05]の内容
プラスチック等の成形用の型 (108,678) | 加熱、冷却 (4,153) | 冷却 (675)
Fターム[4F202CN05]に分類される特許
661 - 675 / 675
金型冷却構造及び金型用冷却継ぎ手

【目的】金型冷却構造において、冷却継ぎ手と金型とのネジ結合部からの水漏れ及び冷却継ぎ手の冷却ジョイントと冷却アウター間からの水漏れを防止する。
【構成】金型1の冷却穴2に設けたネジ部3へ、冷却継ぎ手5の冷却アウター7に設けたネジ部8をネジ結合して着脱自在に取付ける。冷却継ぎ手5は冷却ジョイント6と冷却アウター7を有し、冷却アウター7のフランジ12とロックブロック4の間に設けたスプリング13により冷却アウター7を金型から離反する方向へバネ付勢し、ネジ結合部へスプリング13の反力を及ぼすとともに、冷却ジョイント6と冷却アウター7とが相対的にずれないように位置決めする。
(もっと読む)
金型温度調節システム

【課題】スケールの発生が生じ難く、メンテナンス等の作業性の良い、小型化された簡易な構造の金型温度調節システムを提供する。
【解決手段】金型1と、熱媒流体を強制循環するためのポンプ21を備えた金型温度調節ユニット2との間を送媒ホース3、返媒ホース4で接続して構成され、上記送媒ホース3及び/又は返媒ホース4に、熱交換器5を設けた構造にする。
(もっと読む)
電子部品の制御可能な封入のための方法およびデバイス
【課題】改善された制御可能な、電子部品の封入のための方法とデバイスを提供し、そのような封入の質を改善する。
【解決手段】本発明は、A)封入材料を加熱する処理ステップ、B)封入材料を型空洞へ変位させる処理ステップ、C)型空洞を満たす処理ステップ、そしてD)型空洞内で封入材料を硬化させる処理ステップからなる、担体上に取り付けた電子部品を封入するための方法に関する。これによれば、封入材料がカバーする経路の複数の個別区分において、少なくとも一つの温度バリヤ(15、16)で相互から少なくとも部分的に熱で区別される異なる温度ゾーンを発生させることによって、封入材料の温度規制が行われる。本発明は、また、担体上に取り付けた電子部品を封入するためのデバイスに関する。
(もっと読む)
プレフォームのネックリングを冷却するための冷却回路
プレフォームのネックリングのための冷却回路が、二部になったネックリングを設けることによってネックリングの表面に合致する。第1の部分はネックリングを支持し、ネックリングインサートに強度及び耐久性を提供する。第2の部分は、高熱伝導性金属が含浸された多孔性鋼で形成され、プレフォームのネックリングの周囲にほぼ均等な冷却を提供する冷却チャネルを備える。 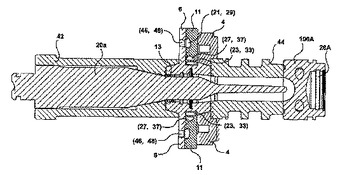 (もっと読む)
(もっと読む)
成形システム及び/又はランナシステムにおける溶融物導管を連結するための方法及び装置
第1の溶融物導管又はマニホルドと連結するように構成されている第1の表面、及び第2の溶融物導管又はマニホルドと連結するように構成されている第2の表面を有する連結構造部を有する成形溶融物導管及び/又はランナシステムのための方法及び装置。冷却構造部は、連結構造部に冷媒を供給するように構成される。好ましくは、冷却構造部は、連結構造部を、当該連結構造部付近からのいかなる溶融物の漏れも少なくとも部分的に凝固させる温度に冷却することで接続部(複数可)をさらにシールするようにする。  (もっと読む)
(もっと読む)
金型装置、成形品、その成形方法、成形機及びブシュ
本発明は、第1の型ユニットと、第2の型ユニットと、前記第1、第2の型ユニットのうちの一方に配設され、成形材料をキャビティ空間(C)に充填するためのスプルー(26)を備えたスプルーブッシュ(24)と、前記第1、第2の型ユニットのうちの他方に進退自在に配設され、前進させられるのに伴って、成形品の原型に対して所定の加工を行う加工部材と、該加工部材より径方向外方に、加工部材を包囲して配設され、前端の近傍に、温調用の媒体を流すための流路(55)が形成されたブシュ(47)とを有する。ブシュ(47)の前端の近傍に、温調用の媒体を流すための流路(55)が形成されるので、前記加工部材の前端の近傍に温調用の流路を形成する必要がなくなる。したがって、支持部材を、ブシュ(47)の前端の近傍に寄せて配設することができるので、加工部材の倒れが発生するのを防止することができる。 (もっと読む)
ディスク成形用金型、成形品、成形機及び盤状部材
スタンパのパターンの転写性を高くすることができ、成形品の品質を向上させることができるディスク成形用金型、成形品及び成形機を提供することを目的とする。第1、第2の盤状部材の外周縁の近傍において、スタンパ側の盤状部材の媒体流路による冷却能が、非スタンパ側の盤状部材の媒体流路による冷却能より低くされる。スタンパ側におい
て、スタンパ側の盤状部材の外周縁からディスク成形用金型外に放射される熱量を少なくし、スタンパ側の盤状部材が冷えすぎるのを防止することができる。その結果、キャビティ空間(C)の外周縁の近傍において転写性が局部的に低くなるのを防止することができ、キャビティ空間(C)の全体にわたって微細なパターンの転写性を向上させることができる。そして、成形品の品質を向上させることができる。
(もっと読む)
プラスチック物品を圧縮成形するための方法および装置
本願の国際出願時において、要約書の提出はありません。  (もっと読む)
(もっと読む)
熱可塑性材料の光導管の製造方法
本発明は、熱可塑性材料の光導管(14)を製造する方法に関する。
この導管は、第1の軸と呼ばれる縦の軸(A−A´)に沿って光を伝えるための長方形型材によって構成され、両端の一方に前記第1の軸に対して傾斜した壁部(28)と、レンズの回転軸(B−B´)が縦の対称面に含まれるレンズ(32)とを備えた光リレー(26)を含み、前記導管(14)はレンズの厚さを超える所定の最大高さHmax及び縦の軸(A−A´)に沿った所定の平均の長さLmoyを有する。本発明によれば、光導管を、熱可塑性材料を導管と同一形状のキャビティを有する金型(1)内に射出成形することにより単体として作る。その射出を前記軸(A−A´,B−B´)によって規定される面に実質的に平行な面全体を覆うように前記キャビティの一側に設けられた注入オリフィスを通して行う。注入オリフィスは0.2HmaxとHmaxの範囲内の高さhと、0.2Lmoyと0.8Lmoyの範囲内の長さλを有する。そして、熱可塑性材料を400mm3/sから1500mm3/sの範囲内の速度で射出する。
(もっと読む)
プラスチック表皮の形成方法
本発明は、プラスチック製品を製造するための方法および装置に関するものであって、本発明による方法においては、型輪郭を有した金属型を、型輪郭に適合する輪郭のものとして形成された赤外エネルギー加熱部材からの赤外エネルギーを使用することによって、キャスト温度にまで、予熱し;予熱された金属型上へと、プラスチック材料をキャストし;赤外エネルギーを使用してプラスチック材料を溶融させ;相変化または状態変化を起こし得る材料を金属型に対して接触させることにより、金属型を冷却し;キャストされたプラスチック製品を金属型から取り外す。 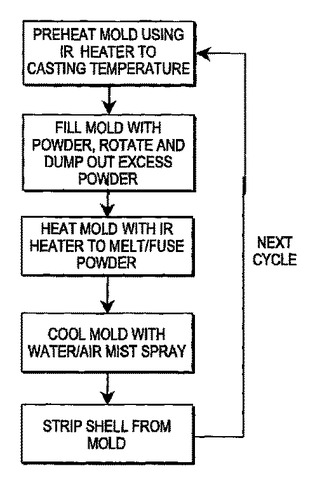 (もっと読む)
(もっと読む)
加熱システム及び方法
誘導加熱又は、抵抗加熱と誘導加熱の組み合わせによる加熱システム及び方法。加熱コイルが物に誘導的に結合され、該加熱コイルに電流信号が供給される。加熱コイルは該物を誘導加熱するために印加された電流信号に基づき磁束を発生させる。該加熱要素すなわちコイルによってもたらされる誘導加熱の率、強度及び/又は動力を増強するため、又は、誘導加熱システムの寿命を増強するか或いはそのコストを削減するため、特定のプロファイルの電流パルスが用いられる。 (もっと読む)
発泡樹脂成形品の製造方法
【課題】樹脂の発泡を利用してひけなどの不良を防ぎ、金型の転写が良好でウエルドマークなどの不良も防止でき、しかも表面における破泡を防いで、表面状態が良好な発泡樹脂成形品を製造する。
【解決手段】流路に蒸気を流してキャビティ内壁面を成形用樹脂の熱変形温度以上に加熱した状態で、射出成形機からキャビティに、超臨界液体が混入された樹脂を射出する。所定量の樹脂の射出が完了したら、直ちに、流路への蒸気の供給を停止し、流路への冷却水の供給を開始する。これによって、キャビティ内壁面の近傍は、加熱状態から冷却状態に急激に切り替えられ、樹脂が冷却固化される。これによって、表面に破泡跡のない良好な外観の成形品が得られる。
(もっと読む)
コントロールされた多孔性を有する金属製ツールの製造方法
【課題】コントロールされた多孔性を有するツールを製造する方法を提供する。
【解決手段】本方法は、ガス噴霧法によって金属粉末を調製する工程を含んでいる。その金属粉末を金属コンテナに充填する。金属粉末が充填された金属コンテナを金属容器内に置いて、ガラスフリットで取り囲む。次に、その金属容器をガラスフリットが溶解するのに十分な温度まで加熱する。次に、所望量の多孔度を保持させるように粉末金属を部分的に圧密させるのに十分な圧力下で金属容器を圧縮させる。
(もっと読む)
合成樹脂製注射器シリンダの射出成形用金型及び成形方法並びに合成樹脂製注射器シリンダ
【課題】成形速度が速くしかも欠陥の少ない合成樹脂製の注射器シリンダが得られる射出成形用金型を提供すること。
【解決手段】ホットランナノズル14の可動型板10側の端部14aの側部からシリンダ成形用キャビティ18の固定型板9側の端部である鍔部成形用キャビティ21の側部に通ずるようにゲートGを設ける。シリンダ成形用キャビティ18とホットランナノズル14とが互いに側方に重なって配置される領域を極力少なくできる。シリンダ成形用キャビティ18の周囲をまんべんなく一様に取り囲んで冷却用水管19を配置できる。樹脂の収縮速度の均一化を促進でき、収縮時に生ずる反りや倒れを防止できる。可及的に成形速度を増大でき生産性を向上できる。
(もっと読む)
カセット式金型装置
【課題】 製品の冷却効率向上及び製品成形部の十分な占有可能面積確保を図り、製品の成形時間短縮及び設計自由度の向上を図る。
【解決手段】 本発明のカセット式金型装置10は、カセット金型21に所要形状の製品成形部22を有する丸入れ子カセット28が着脱可能に装着されている。この丸入れ子カセット28は、熱伝導性の高い材質で円筒状に形成されており、その外周面には製品冷却用流路11から水等の冷却用流体を流通される冷却用流路29が周方向に沿って環状に形成されている。
(もっと読む)
661 - 675 / 675
[ Back to top ]