
Fターム[4F204AA50]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 樹脂材料等(主成形材料) (5,525) | 再生ポリマー、廃ポリマーを使用するもの (67)
Fターム[4F204AA50]に分類される特許
41 - 60 / 67
プラスチック廃材の再資源化方法、およびそれを用いたプラスチック成形体の製造方法、プラスチック成形体
【課題】マテリアルリサイクルにより、多様な用途に応じた品質ならびに寿命を有する高品位なプラスチック成形体を得ることができる、効率的なプラスチック廃材の再資源化方法の提供。
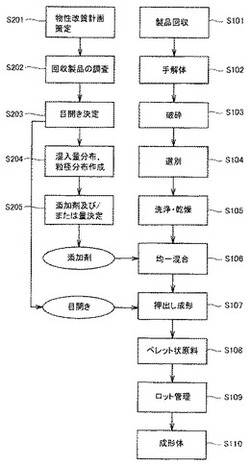
【解決手段】複数種のプラスチックから構成されたプラスチック系混合物を含むプラスチック廃材を再資源化する方法であって、制御により達成すべきプラスチック系混合物に含まれる異物の混入量、粒径を決定する工程と、前記工程での決定に基づき、プラスチック系混合物に添加すべき添加剤の種類、量を決定する工程と、プラスチック系混合物に、前記工程で決定された種類、量の添加剤を添加し加熱溶融した後、成形してプラスチック成形体を得る工程であって、前記プラスチック系混合物に含まれる異物が前記決定された混入量、粒径となるように制御する工程を含むプラスチック廃材の再資源化方法。
(もっと読む)
粒状物成形品

【課題】軽量高硬度でかつ吸音性能に優れ、車両用内装材として好適な粒状物成形品の提供を目的とする。
【解決手段】粒状物をバインダーと共に加熱加圧して前記バインダーで結合することにより所要形状に賦形した粒状物成形品10において、前記粒状物を密度の異なる複数種類の粒状物で構成した。前記粒状物は粉砕物が好ましく、かつ、ポリウレタン発泡体の粉砕物からなる粒状物と発泡スチロールの粉砕物からなる粒状物とからなるのが好ましい。さらに、前記粒状物成形品は、フロアマット等の車両用内装材として用いられるものが好ましい。
(もっと読む)
タンニン系接着剤、それを用いた木質系複合材料およびこの木質系複合材料の製造方法
【課題】高強度でありしかも有害な揮発性物質を発生させることがないタンニン系接着剤、および、該タンニン系接着剤を用いた実用強度に優れた木質系複合材料とその製造方法を提供することを目的としている。
【解決手段】タンニンおよび第3級アミンを含み、水溶液のpHが7より大きく13以下であるタンニン系接着剤であって、硬化物の13C−NMRを測定した場合において、150〜160ppmに発生するピーク強度を100とした場合に、140〜150ppmに発生するピーク強度が70以下となり、かつ/または35〜50ppmに発生するピーク強度が25以下となるタンニン系接着剤を用いて木質チップを接着するようにした。
(もっと読む)
リサイクル樹脂添加ガラス繊維強化スタンパブルシートとその成形品
【課 題】 ポリウレタンを含んだインパネリサイクル材を活用した機械的強度に優れるガラス繊維強化スタンパブルシートとその成形品の提供。
【解決手段】(A)ポリウレタンを含んだ自動車インスツルメントパネルリサイクル材と、(B)熱可塑性樹脂と、(C)ガラス繊維とからなる機械的強度に優れたガラス繊維強化スタンパブルシート。
(もっと読む)
成型体、成型体の製造方法、接着剤、および木質ボード
【課題】 本発明の課題は、ウレタン樹脂廃材から製造される再生樹脂の強度高め、外観のよい成型体を提供することを目的とする。
【解決手段】 本発明の成型体は、(1)ウレタン樹脂と、(2)ウレタン樹脂分解物と、(3)エポキシ基、イソシアネート基、カルボキシ基、無水カルボキシ基から選ばれる官能基を2つ以上有する化合物とを混合し、これを熱圧成形して得られる成型体である。このウレタン樹脂、ウレタン樹脂分解物、官能基を2以上有する化合物からなる組成物は、接着剤として用いることができ、特に木質ボードの接着剤として適している。
(もっと読む)
繊維強化樹脂成形品の製造方法
【課題】使用済の繊維強化成形材を再利用して強度・剛性に優れ、しかも釘や螺子の打ち込みを容易に行い得る再生繊維強化樹脂成形品を製造する。
【解決手段】底板12を有する型枠13の底板12上の所定位置に突子11を固設し、該突子11に筒状インサート2を装着し、繊維方向が長軸方向に揃えられた繊維強化成形材の細長破砕片を接着剤を付着させて前記の型枠内に細長破砕片の向きを同一方向とするように配向しつつ供給し、この供給材をプレスにより加熱・加圧成形する。プレスによる破砕片の圧密化により繊維強化樹脂成形品の硬度が高くなるが、筒状インサートを埋入しており、穿孔が容易なインサート材質を使用することによって釘や螺子を容易に打つ込み得る。
(もっと読む)
ポリベンゾイミダゾール系樹脂成形用素材、樹脂成形体、切削加工方法、および切削粉の再利用方法
【課題】 ロッドや板状体より任意の形状に切削加工する場合の切削加工性に優れ、寸法精度や寸法安定性に優れ、また、簡易な方法でPBI系樹脂切削粉の再利用をPBI系樹脂のもつ高強度、耐熱性などの本来の優れた性質を低下させることなく再利用できる。
【解決手段】 PBI系樹脂材料を加熱圧縮成形して得られるPBI系樹脂成形用素材であって、PBI系樹脂材料の加熱圧縮成形後に、表面層が除去され、また、PBI系樹脂材料を加熱圧縮成形する成形工程と、加熱圧縮された成形体を切削加工する切削工程とを備え、上記成形工程後に表面層を除去する表面層除去工程を有する。
(もっと読む)
装飾性を有する生分解性複合材の製造方法と装飾性を有する生分解性複合材
【課題】
天然の染色材で染色された竹粉の天然繊維と地中で容易に分解される生分解性樹脂とからなる装飾性を有する生分解性複合材で成型加工された自動車の内装材を提供し、この内装材は、素材がすでに天然の染色材で染色されており、且つ全て天然素材で構成されているので、内装材として使用する際にも表面加工することなく使用でき、また、廃棄時の処分も容易である。
【解決手段】
混練される複合材の繊維と樹脂とを従来のガラス繊維や合成樹脂に代えて、アルカリ処理され且つ天然の染色材で染色された竹粉のセルロースとトウモロコシ澱粉樹脂のように地中で容易に分解される生分解性樹脂を混練し、この混練物を成型機により所望大きさと形状を有する生分解性複合材の部材を成型加工する。
(もっと読む)
木材/プラスチック複合ボードおよびその製造方法
【課題】 製造時間を短縮できるとともに、品質を安定させることができる複合ボードおよびその製造方法を提供する。
【解決手段】 複合ボード10は、(a)木質材料12とプラスチック材料14とを乾式混合することによって混合材料16を生成する工程と、(b)混合材料16をドライフォーミングすることによってフォーミングマット18aを成形する工程と、(c)フォーミングマット18aを熱圧プレスすることによって単層ボード18bを成形する工程と、(d)単層ボード18bの表面に積層材20bを積層する工程と、(e)単層ボード18bが冷える前に単層ボード18bおよび積層材20bを熱圧プレスによって一体化する工程とを経て製造される。したがって、肉厚が厚い場合でも(e)工程における熱圧プレスに要する時間を短くすることができ、全体の製造時間を短縮できるとともに、複合ボードの表面に「焼け」や「焦げ」が発生するのを防止できる。
(もっと読む)
板状材料の製造方法
【課題】 廃材等を選別して利用して強度が十分な板状材料を製造することができるようにすること。
【解決手段】 硬質塩化ビニル樹脂を含む熱可塑性硬質合成樹脂、紙および木を原料とし、前記原料を粉砕する粉砕工程と、前記粉砕された原料を熱プレス機26により板状に成形する成形工程とを備える板状材料40の製造方法。さらに、前記粉砕工程が前記原料を破砕する一次破砕工程と、前記一次破砕工程で破砕した原料から磁選機13により前記原料に混入している鉄等の強磁性体を取り除く除去工程と、前記除去工程で前記強磁性体を取り除いた原料を破砕・粉砕する二次破砕・粉砕工程を含むこと。
(もっと読む)
成形品の製造方法
【課題】 押し出し成形後のシート材料を所望の形状や模様に容易にプレス成形することができる成形品の製造方法を提供する。
【解決手段】 熱可塑性樹脂1と無機質材料2とを加熱混練した混練材料5をシート材料3に押し出し成形する。このシート材料3をプレス成形する成形品Aの製造方法に関する。シート材料3を押し出し成形した後でプレス成形するまで保温する。押し出し成形した後でプレス成形するまでの間でシート材料3の温度の低下を防止することができる。
(もっと読む)
成形品の製造方法
【課題】窯業系無機質建材の廃材やプラスチック製品の廃材を大量に再利用することが可能になり、しかも曲げ強度と併せて衝撃強度に優れた成形品の製造方法を提供する。
【解決手段】 無機粉粒体と、熱可塑性樹脂と、エラストマーとを配合して成形材料を調製する。そしてこの成形材料を加熱溶融して成形することによって、成形品を製造する。無機粉粒体として窯業系無機質建材の廃材を、熱可塑性樹脂としてプラスチック製品の廃材を用いることによって、これらの廃材を大量使用することが可能になる。またエラストマーの配合によって耐衝撃性を高めることができ、曲げ強度と併せて衝撃強度に優れた成形品を得ることができる。
(もっと読む)
再生成形材及び再生成形材の製造方法
【課題】 製造性を向上させつつ曲げ強度を向上させた再生成形材、および、その製造方法を提供する。
【解決手段】 繊維強化成形材で製された構造体を破砕する工程と、得られた破砕物10に結合剤を付着させる工程と、結合剤を付着させた破砕物の集合体を板状に整形して芯材15を形成する工程と、形成された芯材15の対向する一面または両面に補強繊維材16を積層配置する工程と、積層された補強繊維材16と芯材15をプレス成形して圧密化しつつ一体化する工程とを備えた再生成形材17の製造方法。
(もっと読む)
コンクリート型枠兼用断熱パネルおよびその製造方法
【課題】コンクリート打設時の側圧に耐える十分な曲げ強度と曲げ剛性を有し、コンクリート打設時における縦端太材間の型枠面のたわみ量が少なく、コンクリート型枠として十分な強度を備えた型枠兼用断熱パネルとその製造方法を提供する。
【手段】ペットボトル切断片ないし粉砕片を加熱処理してなるカール状のペットボトル収縮片と熱硬化性樹脂とを混合し、加圧加熱成形してなるパネルであって、曲げ強度5.0N/mm2以上、曲げ剛性4×104Nmm2以上、コンクリート打設時の最大撓み量が3mm以下である断熱性に優れたことを特徴とするコンクリート型枠兼用断熱パネルとその製造方法。
(もっと読む)
成形品の製造方法
【課題】 一部の機器の性能が低かったりトラブルが生じたりしても生産効率の低下を少なくすることができる成形品の製造方法を提供する。
【解決手段】 熱可塑性樹脂1と無機質建材の廃材2とを加熱混練した混練材料5をシート材料3に押し出し成形し、このシート材料3を保管する工程と、保管後のシート材料3を遠赤外線により加熱した後、プレス成形する工程とを具備する。押し出し成形するまでの工程とプレス成形する工程とを切り離して分離することによって、各工程のサイクルを合わせる必要が無くなって各工程が互いに影響を与え合わないようにすることができる。
(もっと読む)
再生用合成樹脂熱圧着方法及びその装置
【課題】 再生PETのように粉砕してフレーク状になった再生用熱可塑性合成樹脂をスティック状に成形して、メルトインデクサ等の測定装置の炉体への合成樹脂フレークの投入を容易にし、合成樹脂フレークが加水分解するのを防止することができる再生用合成樹脂熱圧着方法及びその装置を提供する。
【解決手段】 粉砕した再生用熱可塑性合成樹脂を入れるシリンダー1と、該シリンダー1内を減圧する減圧機構3と、前記シリンダー1を前記熱可塑性合成樹脂の溶融温度以下で熱圧着可能な温度以上に加熱する加熱機構5と、前記シリンダー1内に入れた前記熱可塑性合成樹脂を加圧して熱圧着する加圧機構2と、熱圧着した前記熱可塑性合成樹脂を前記シリンダー内から取り出す取出機構4とから構成してある。
(もっと読む)
熱可塑性樹脂溶融物の成形方法
【課題】 同時に、多数個の成形体を製造する際、得られる成形品の変質や強度不足がなく、かつ、容易で安価にプレス成形できる熱可塑性樹脂溶融物の成形方法を提供する。
【解決手段】 溶融装置から供給された熱可塑性樹脂溶融物を脱気して所定の断面形状の連続体に賦形し、該連続体形状の熱可塑性樹脂溶融物を、複数の切断刃が同間隔に設けられかつ長さ測定装置を備えた切断装置に連続して供給し、該切断装置に供給された連続体の長さが所定長さになったら、複数の切断刃を同時に作動させて、該連続体を、同時に複数の同形状の個片に切断し、各熱可塑性樹脂溶融物の連続体または個片が、溶融機からプレス装置まで、ずっと溶融状態とされている。
(もっと読む)
二次元構造及び三次元構造並びに二次元構造及び三次元構造を製造する方法
本発明は、二次元構造、特に格子状構造、及び三次元構造、特にトラス状構造に関する。さらに、本発明は、これらの構造を安価で単純に製造する方法に関する。格子状構造はロールプレス成形プロセスによって得られることができ、このプロセスでは、所定量の材料が、第1及び第2の互いに逆回転するルールの間ニップに挿入され、材料が2つのロールの間においてプレスされる。2つの互いに逆回転するロールはそれぞれ、互いに実質的に比叡公な溝を有しており、第2のロールに設けられた溝と、第2のロールに設けられた溝とは、ロールが互いに逆回転すると、互いに交差する。トラス状構造は、ロールプレス成形プロセスによって得られることができ、このプロセスでは、2つの互いに逆回転するロールのうちの1つは、ロールの面に沿って接線方向に延びた波形の断面を有しており、前記波形の面は、交差する溝を有しており、2つの互いに逆回転するロールのうちの第2のものは、第2のロールの面に沿って接線方向に延びた、第1のロールの波形の面に対して相補的な波形の断面のみを有している。 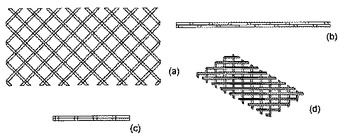 (もっと読む)
(もっと読む)
ウレタンチップシートの製造方法、及びウレタンチップブロック
【課題】 ポリウレタンフォームのスクラップチップを利用することが可能なウレタンチップシートの製造方法であって、長尺かつ幅広であり、しかも厚み精度に優れるウレタンチップシートを、省スペースかつ低コストに製造し得る製造方法、及び、この製造方法に好適に使用可能なウレタンチップシート製造用ウレタンチップブロックを提供する。
【解決手段】 ウレタンチップと結合剤とを含む混合物21がシート形状に成形されてなるウレタンチップシート1の製造方法であって、(A)金型5内に上記混合物21を供給し、金型5内に形成されたキャビティ形状に当該混合物21を硬化させてウレタンチップブロック2を得る工程、(B)上記ウレタンチップブロック2の表面をスカイビングしてウレタンチップシート1を得る工程、からなることを特徴とするウレタンチップシート1の製造方法。
(もっと読む)
廃棄プラスチックの成形方法
【課題】本発明は、家庭から回収された使用済みプラスチックを含む廃棄プラスチックを成形して、化学原料用の粒状化プラスチックを製造する方法に関わり、また、プラスチックの圧縮成形条件を改善するとともに、プラスチック粒状物の形状品質を高めるものである。
【解決手段】水分を4%超含む破砕された廃棄プラスチックを、貫通穴型から押し出す型式の圧縮成形機でプラスチックの成形体を製造した後に、当該成形体を分級して、篩上の部分を製品として利用して、また、当該破砕済みプラスチックに付着する水分よりも低い水分である、成形体を分級した際の篩下のプラスチック粉を当該圧縮成形機にリターンして、原料である破砕した廃棄プラスチックと混合して、再度、圧縮成形することを特徴とする廃棄プラスチックの成形方法である。
(もっと読む)
41 - 60 / 67
[ Back to top ]