
Fターム[4F204AH11]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 用途物品 (4,752) | 機械要素 (123) | 管継ぎ手 (10)
Fターム[4F204AH11]に分類される特許
1 - 10 / 10
繊維強化樹脂製チーズの製造方法
【課題】シワの発生がなく、外観良好で、強度を保持させた繊維強化樹脂製チーズが得られる製造方法を提供する。
【解決手段】上記繊維強化樹脂製チーズの製造方法を、(A)先端を正面視略V字状にカットした円筒管を1個または2個用い、(B)それと接合しうる端面を有する円筒管とを突き合わせて接合し、接合部に繊維補強材を積層状に巻き付け、インフュージョン成形に付して接合部を繊維強化樹脂で囲包し強化するものとする。円筒管(B)には、一部を正面視略V字状に切り欠いたものや、円筒管(A)の正面視略V字状にカットした先端面の片側半分と接合しうる、一部斜めにカットされた端面を有するものや、円筒管(A)のカット面と接合しうる、斜めにカットされた端面を有するものなどがある。
(もっと読む)
繊維強化樹脂製チーズの成形方法
【課題】シワの発生がなく、外観良好で、強度を保持させた繊維強化樹脂製チーズが得られる成形方法を提供する。
【解決手段】上記繊維強化樹脂製チーズの成形方法を、端部を略45度に切断された円筒管同士をそれらの切断面において略直角に突合せ、その接合部およびその周縁部一帯の円筒外面を繊維補強材で包被し、この繊維補強材をバッグフィルムで円筒管上に気密に覆うとともに、バッグフィルム内を真空状態に減圧する減圧ラインおよびバッグフィルム内に樹脂を注入する注入ラインを接続し、バッグフィルム内に減圧下で流動性樹脂を吸引注入し、樹脂を固化して直角曲り円筒管を成形し、次いで該円筒管の頂部をその上記原料円筒管と同等サイズで略45度に切断し、このものを、端部を略45度に切断された、上記原料円筒管と同等サイズの別の円筒管と、それらの切断面において直角につき合わせてチーズ形にし、その接合部およびその周縁部一帯の円筒外面を繊維補強材で包被し、この繊維補強材をバッグフィルムで円筒管上に気密に覆うとともに、バッグフィルム内を真空状態に減圧する減圧ラインおよびバッグフィルム内に樹脂を注入する注入ラインを接続し、バッグフィルム内に減圧下で流動性樹脂を吸引注入し、樹脂を固化するものとする。
(もっと読む)
耐火二層管継手およびその製造方法
【課題】耐火二層管継手の受け口部の内管の外周とモルタルとの間の隙間の形成、および、耐火二層管の製造時および配管施工の際の直管の圧入または叩き込み等の衝撃により、前記内管が膨出変形した場合においても、外管のモルタルの破損等によるモルタル破片の剥離、脱落の防止の改善、さらに、人手によるシートや紙の固定等の煩雑な製造工程の改善が図られた耐火二層管継手およびその製造方法を提供する。
【解決手段】合成樹脂内管継手の受け口部の外周を、熱可塑性材料を含む不織布で被覆した後、該合成樹脂内管継手を割型の金型内にセットし、前記金型注入口から未硬化の耐火水硬性材料を注入した後、脱型し、硬化させることにより、前記合成樹脂内管継手の受け口部14の外周と前記耐火水硬性材料11の間に、不織布層12が設けられた耐火二層管継手1を製造する。
(もっと読む)
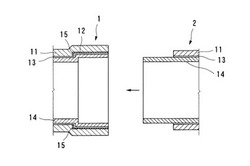
口金付樹脂管及びその製造方法

【課題】口金付樹脂管の口金と樹脂管との接合部における気密性の維持を課題とする。
【解決手段】本発明は、口金1と、一端部を口金に接合した樹脂管2とを有する口金付樹脂管であって、一端部2aの外周面が、口金内に配置され口金の内周面に被着接合している口金付樹脂管である。また、本口金付樹脂管を製造する本発明の製造方法であって、口金より熱膨張率が大きい棒材を用い、樹脂管を構成する樹脂管構成材を棒材に巻き付けて筒状にして、樹脂管構成材の筒状にされた一端部を口金内に、当該一端部内に棒材を、これら3者を略同軸にして配置した上で加熱する加熱工程を備え、本加熱工程により、樹脂管構成材を溶融させつつ、口金と棒材の熱膨張率差により前記一端部に口金からの外圧及び棒材からの内圧を生じさせて前記一端部の外周面を口金の内周面に圧着保持して前記一端部の外周面を口金の内周面に融着させ、樹脂管を成形する製造方法である。
(もっと読む)
ベルト
エラストマー材料の主ベルト本体部と、前記本体部内部に配置される、例えばカーボン繊維心線のような抗張補強材と、前記主本体部と一体であるシーブ接触部とを有する動力伝達ベルト。エラストマー材料は、ポリイソシアナートプレポリマー組成物と連鎖延長剤との反応生成物を含む。ポリイソシアナートプレポリマー組成物は、ジイソシアナートと、約150℃未満で実質的に酸化性である部分がないポリオールと、ポリオールと同じ群から選択される少なくとも1つのトリオールとを反応することにより作製される。プレポリマーの反応前又は後のいずれかにおいて、例えばポリエチレングリコールジ-アルキルエステルのように、アルキル-エーテルジ-アルキルエステルから成る群から選択される可塑剤がそこに加えられる。連鎖延長剤は、芳香族シンメトリック第1又は第2ジアミン連鎖延長剤である。 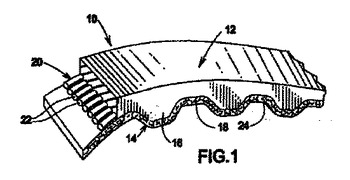 (もっと読む)
(もっと読む)
アンダーカット部を有する樹脂成形体の製造方法
【課題】簡易な構造の金型を用いて樹脂成形体の成形を容易に行うことができると共に、後加熱を必要とせず、良好な成形体を得ることができるアンダーカット部を有する樹脂成形体の製造方法を提供する。
【解決手段】アンダーカット部としての環状溝23を有する樹脂成形体としてのヘッダーを構成する凹状連結部18の製造方法は、環状溝23に対応する成形用突起61を有する内側スライド成形型62と、凹状連結部18の外周面を成形する外側成形型63と、両成形型62、63の間に形成されるキャビティ64とを備えた金型60を用いて行われる。そして、キャビティ64にゴム状弾性体を含むポリフェニレンサルファイド(PPS)樹脂を溶融させて注入し、加熱硬化させて樹脂成形体を成形した後冷却する。次いで、外側成形型63を型開きし、内側スライド成形型62をその軸線方向に強制的に引き抜く。
(もっと読む)
フランジ付き繊維強化樹脂中空部品の成形方法
【課題】異形断面や曲がり部を持つフランジ付き繊維強化樹脂中空部品を、十分に軽量化した状態でかつ肉厚もほぼ等しい状態で、容易にかつ低コストで成形することができる成形方法を提供する。
【解決手段】予備成形した中空樹脂コア10と第2のコア15との接合体の外周に強化繊維21とマトリックス用樹脂24とを積層して中空積層体20とする。中空積層体20から第2のコア15を引き抜き、引き抜いた領域を押圧してフランジ状部分26を形成する。その中空樹脂コア10内に加圧用バッグ30を挿入配置し、成形型40内に配置する。成形型内に配置した中空積層体20の加圧用バッグ30内に圧力を付与しながら加熱して、フランジ状部分26も含めて樹脂と強化繊維とを一体化する。
(もっと読む)
フレキシブルな防振継手の製造方法
【課題】 特にベローズの山部側にラテックスなどを加硫したフレキシブルな防振継手を得るに際し、ベローズの山部側に積層される被覆層の荷重によってベローズが変形され潰されたりせず、歩留まりのよい成形を行う。
【解決手段】 ベローズを有するフレキシブルな防振継手10の製造に際し、ベローズの山部12の外周側から規制すると共に、防振部材15の導入空間部16cを形成してなる外金型16と、ベローズの谷部13を内周部側から規制すると共に、液体Xの導入空間部17cを形成してなる内金型17とよりなり、外金型16からベローズの山部12外周側に加わる防振部材15の圧力と、内金型17からベローズの谷部13内周部側に加わる液体Xの圧力とが互いに均等圧となるように制御する。
(もっと読む)
円形樹脂管ジョイント並びにその製造方法
【課題】肉厚が均一で真円率が高く、管内面に止水材を有する円形樹脂管ジョイントの提供。
【解決手段】止水材を管内面に一体成形してなる樹脂管ジョイントであって、外金型3及び5をパリソン及び止水布をつけた内金型7を挟んで圧縮するに当たり、天蓋を有する一対のそれぞれ独立した圧縮機構10を有する外金型3を閉じた後、天蓋を有さない一対のそれぞれ独した圧縮機構10を有する外金型5を閉じて、樹脂管ジョイントを製造する。
(もっと読む)
フッ素樹脂成形方法及びフッ素樹脂成形品
【課題】 耐薬液・ガス透過性に優れ、線膨張係数が小さいフッ素樹脂成形品を、溶融成形で得ることを可能とする成形方法、および該成形方法で得られる耐薬液・ガス透過性に優れ、線膨張係数が小さいフッ素樹脂成形品を提供すること。
【解決手段】 融点の異なる少なくとも2種のフッ素樹脂の混合物を、最低融点フッ素樹脂の融点以上、最高融点フッ素樹脂の融点未満の温度で成形するフッ素樹脂成形方法、および該成形方法で得られるフッ素樹脂成形品。
(もっと読む)
1 - 10 / 10
[ Back to top ]