
Fターム[4F204AH57]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 用途物品 (4,752) | 容器の栓、ふた(←王冠) (39)
Fターム[4F204AH57]に分類される特許
21 - 39 / 39
溶融樹脂カット方法及び装置

【課題】ダイヘッドから下向きに押し出されるパリソン等の溶融樹脂の切断時に、切断刃への樹脂のこびり付きや、溶融樹脂へのヒューム等の異物の混入を防止することができる、溶融樹脂カット方法とその装置を提供する。
【解決手段】ダイヘッドから下向きに押し出される溶融樹脂に対して、互いに交差位置Cで当接するように交差させた一対の切断刃8、9のそれぞれを、水平面内で互いに反対向きに同期させて進退させることにより、交差位置Cをこれらの切断刃8、9の進退方向に対して横切る方向に移動させ、両切断刃8、9間に進入した溶融樹脂を交差位置Cが横切る際に、溶融樹脂を両方の切断刃8、9間によって挟圧して扁平に押し潰しながら、これらの切断刃8、9の剪断作用によって切断する。
(もっと読む)
溶融樹脂塊の供給方法および装置

【課題】 圧縮成形用の雌型まで溶融樹脂塊を搬送する円筒状の移送ガイドからタイミング遅れなく確実に圧縮成形用の雌型の内に溶融樹脂塊を確実に落とし込むことができる溶融樹脂塊の供給方法および装置を提供することにある。
【解決手段】 圧縮成形用の雌型の上の筒状の移送ガイドの上にガスノズルヘッドを取り付け、ノズルヘッドの噴気口18より高圧気体を移送ガイドの収容室の上部領域に吹き込んで溶融樹脂塊15を確実に雌型の内へ落とし込むようにしたことを特徴とするものであり、これにより溶融樹脂塊が移送ガイドの収容室の内周面に貼着することなく、短時間に円滑に圧縮成形用の雌型の内に溶融樹脂塊を落とし込むことができ、落下時間のタイミングのばらつきがなく生産管理を容易にできる。
(もっと読む)
溶融樹脂供給方法及び溶融樹脂供給装置
【課題】溶融樹脂の揮発成分が搬送手段の表面に付着することなく、溶融樹脂供給装置を長時間、安定して稼働すること。
【解決手段】圧縮成形機の溶融樹脂供給装置の押出機の押出ユニット4は、押出ノズル30の押出開口35cから溶融樹脂11を排出する。押出ノズル30の外周部には、冷却用ガスを噴出するエア噴出ノズル35を設け、押出開口35cから押出された溶融樹脂11の表面へ向けて、溶融樹脂11面を冷却用ガスによって冷却するようにした。
(もっと読む)
圧縮成形システム
【課題】合成樹脂供給装置(6)における切断・保持手段(60、260)から落下せしめられる合成樹脂(58、158)を圧縮成形装置(2)における成形型手段(18、118、218)の雌型(20、120)の成形キャビティ(32)内の所要部位に充分精密に位置せしめることができる圧縮成形システムを提供する。
【解決手段】合成樹脂供給手段における切断・保持手段の回転中心軸線を圧縮成形装置における成形型手段の回転中心軸線とを合致させて、合成樹脂供給域においては成形型手段の雌型と切断・保持手段とが上下方向に整合した弧状軌跡を通して移動され、この際に切断・保持手段から雌型の成形キャビティ内に軟化乃至溶融状態の合成樹脂が落下されるように構成する。
(もっと読む)
ライナ成形装置及びライナ成形方法
【課題】 ライナによるボトル缶の密封性を従来よりも一段と向上できるライナ成形装置及びライナ成形方法を提供することにある。
【解決手段】 ライナ成形装置1では、押圧面10の成形下死点を変化させて余分に供給された合成樹脂材101を押圧面10の下方領域に集めるようにしたことにより、シール部成形手段2の環状凹部7と飲料容器用キャップ105の内面106Aとの間の距離を一定に保つことができ、その結果、ライナ110のシール部109Bの厚さを予め選定した所定の厚さH1に確実に成形できるので、シール部109Bの厚さにばらつきが生じることを未然に防止でき、これによりキャッピング加工での絞り深さのばらつきをなくし、ライナ110によるボトル缶の密封性を従来よりも一段と向上できる。
(もっと読む)
ライナ成形装置、ライナ成形方法及びライナ
【課題】 ライナによる容器の密封性を従来よりも一段と向上できるライナ成形装置、ライナ成形方法及びライナを提供することにある。
【解決手段】 飲料容器用キャップ2の天板部7の内面8に位置決めされた溶融した合成樹脂材3を押圧成形手段4の押圧面6によって押圧し、天板部7の内面8にライナを成形するライナ成形装置1において、押圧面6に形成され、この押圧面6の環状凹部12まで合成樹脂材3を押し広げるように当該合成樹脂材3を放射状に押圧する突出部13を設けるようにした。従って、突出部1によって合成樹脂材3を中心部から環状凹部12まで確実に導くことができるので、一部が欠けた不完全な成形部分を有したライナを成形し難くでき、かくしてライナによる容器の密封性を従来よりも一段と向上できる。
(もっと読む)
圧縮成形装置
プラスチック品を圧縮成形する装置は、第一の軸を中心として移動するように取り付けられた複数の金型を含む。各金型は、金型上部および金型下部を含み、金型上部および金型下部の少なくとも一方は、非円形の第一の循環回路を移動可能であり、型穴を形成するために他方の金型部分を基準として移動可能である。金型装填材送り出しシステムは、個々の金型装填材を型穴へ送り出し、第一の軸から間隔を置いた第二の軸を中心とした第二の循環経路を移動する少なくとも1つの送り出し機構を含み、第二の循環経路は第一の循環経路の一部に重なる。  (もっと読む)
(もっと読む)
ヒンジ開閉式蓋付きカプセルの圧縮成形用成形型
区別した体積と厚さを備えて左右非対称の断面を有する圧縮成形によって物品を成形する方法であって、半流動体樹脂の投与量を成形型の凹部に導入し、プランジャーに押された物質が入り込んで塞ぐようにされた隙間を作るためにプランジャーを該凹部に挿差し、該プランジャーを取り外し、プランジャー或いは凹部に挟まっている物品を引き出すステップを含み、物品の成形を目的とした隙間が凹部に第一のプランジャーの挿差を含む第一のステップ、第一のプランジャーの挿差によって作られた隙間の部分(集積チャンバー)で作用する第二のチャンバーの作用を含む第二のステップの2つの連続したステップで作られ、物品が成形される隙間の創造を完了する。  (もっと読む)
(もっと読む)
合成樹脂成形品の成形方法
【課題】 コンプレッション成形方法において、肉厚があって全体が均質な合成樹脂成形品を連続的に得ることが出来る合成樹脂成形品の成形方法を提供する。
【解決手段】 供給用上型103に対して下型210を押し当てながら閉型し、溶融された合成樹脂原料を供給用上型103の前記供給路1023を通じて下型210の開口部2101に供給して、この供給用上型103と下型210とにより閉型されて構成された型内空洞部CT1に前記合成樹脂を充填し、
その後、下型210を押し下げ、前記供給路1023に含まれる当該合成樹脂原料を引き伸ばし、所定量の成形用樹脂塊RXとなる部位Xにて引き千切り、
この引き千切られた成形用樹脂塊RXが盛り残された下型210を、成形用上型104に押し上げて閉型し、圧潰して成形する。
(もっと読む)
多層スパウト及びその製造方法
【課題】機能性樹脂から成る中間層を有する多層スリーブが安定した姿勢でスパウト本体に装着され、且つ機能性樹脂層の端部からの前記樹脂の溶出、内容物のフレーバー低下、及び、衛生上に優れた多層スパウト及びその製造方法を提供する。
【解決手段】機能性樹脂から成る中間層2aを有する多層スリーブ2がスパウト本体1の内周面に装着されている多層スパウト100で、前記多層スリーブ2の少なくとも一方の端部が、前記スパウト本体1によって軸方向に埋設されており、機能性樹脂から成る中間層2aを有する多層スリーブ2をコア型10の外周面に装着する共に、キャビティ型20内に溶融樹脂塊30を配置し、次いで前記コア10型と前記キャビティ型20を相対的に移動して圧縮成形を行い、前記多層スリーブ2を前記スパウト本体1の内周面に装着することにより多層スパウト100が得られる。
(もっと読む)
圧縮成形機械
圧縮成形機械は、水平軸線周りの回転のために装着されたホイール(22)、及びホイールの周りに配置された角度的に離間した複数の金型(52)を含む。金型の各々は、第1の金型セグメント(54)、及び第1の金型セグメントの半径方向外側に配置された第2の金型セグメント(56)を含む。第1及び第2の金型セグメントの少なくとも一方は、プラスチック物品を圧縮成形するための閉鎖位置と、成形物品を金型から除去して金型に金型注入物を入れるために離間した開放位置との間で他方の金型セグメントに対して半径方向に可動である。  (もっと読む)
(もっと読む)
圧縮成形機にドロップを強制挿入する方法及び装置並びに成形金型追従式ドロップ供給方法及び装置
【目的】 連続的に圧縮成形を行うに際し、押出し供給される溶融合成樹脂塊状体(ドロップ)を、回転可動する複数の圧縮成形金型へ連続的に精確かつ迅速に挿入する。
【解決手段】 成形品を成形するためのドロップを回転可動する成形雌型に連続供給する方法及び装置であって、押出し開口部から押し出される溶融状態の合成樹脂を、保持機構に付設された切断具で切断して定量のドロップとし、ドロップを保持機構により保持搬送して強制的に成形雌型凹部に挿入供給する。そのとき、回転式可動型ドロップ供給体上の保持機構を回転する成形金型に接近させ、一定の範囲において保持機構と成形金型の回転軌跡を一致せしめて、保持機構の移動を成形金型の移動に追従させる。 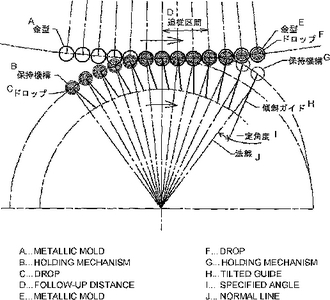 (もっと読む)
(もっと読む)
圧縮成形によってキャップを成形する装置
圧縮成形によってキャップを形成する装置が:中心軸(2)の周囲で回転し、互いに中心軸から等距離に取り付けられた複数の圧縮成形ユニット(3)を周縁に具備した第一コンベアー(1)と;第一コンベアーの中心軸と平行な中心軸の周囲で回転し、且つ第一コンベアーのダイキャビティ(320)に成形される物質の装填材料を供給する手段(42)と、第一コンベアーのパンチから取り除かれた成形キャップを集める手段とを、周縁に具備した第二コンベアー(4)と;第二コンベアーによって取り除かれたキャップを案内して運ぶ手段を、周縁に具備し得る第三コンベアー(5)と;成形される物質を供給する各手段と他の第三コンベアー(5)との両方に関連する、少なくとも一つの別の第二コンベアー(4)と;を備え、第一コンベアー(1)の外側に等間隔の角度で分配された少なくとも二つのコンベアー84)を有するシステムを形成し、各成形型がコンベアーの各回転毎に少なくとも二つのフォーミングサイクルを行い、二つのサイクルが少なくとも部分的に重なる第一コンベアーの進行弧に沿って、行われる。  (もっと読む)
(もっと読む)
密封ライナー付き金属キャップの製造方法
【課題】 天板部の中央部付近を容器内方に凹ませた密封ライナー付き金属キャップについて、キャッピング時に容器本体に座屈変形を起こすようなことなく、凹部の深さを充分なものに成形することができて、しかも、製造工程を増やすことなく、生産性良くキャップを製造できるようにする。
【解決手段】 天板部1aが平坦な円板状であるキャップシェル1が裏返しにされ、天板部1aの内面上に樹脂材料2が所定量だけ供給されて、天板部1aの周辺部に対応する部分に凹部3aが形成された受け金型3上に載置されている状態から、樹脂材料2をモールドパンチ4により圧縮成形することで、環状のシール部を有する密封用ライナーを成形すると共に、このライナーのシール部を成形する際のモールドパンチ4の周辺部分4bによる樹脂材料の押圧により、キャップシェル1の天板部1aの周辺部を、受け金型3の凹部3aに沿った形状に成形する。
(もっと読む)
圧縮成形システム
【課題】 合成樹脂供給装置(6)における切断・保持手段(38、138)から離脱して落下せしめられる合成樹脂(84、184)を圧縮成形装置(2)における成形金型手段(12、112)の所要部位に充分精密に位置せしめることができる圧縮成形システムを提供する。
【解決手段】 切断・保持手段の回転中心を圧縮成形装置における成形金型手段の円形軌跡(14、114)の中心と実質上合致せしめると共に、切断・保持手段の回転方向及び回転角速度を成形金型手段の回転方向及び回転角速度と実質上合致せしめ、所要角度範囲に渡って円弧状に存在する樹脂供給域(16、116)においては、切断・保持手段の半径方向位置を成形金型手段の円形軌跡に整合せしめ、かくして切断・保持手段が成形金型手段の所要部位に整合してその上方に位置して移動するように構成する。
(もっと読む)
押出機から添加量の可塑性材料を除去するための装置
押出機(23)の流出オリフィス部から、添加量の可塑性材料を、押出機に対して移動可能であるとともに、流出オリフィス部から除去された添加量(6)を受け入れるための受け容器(15)を設けられた少なくとも1つの除去要素(8)により除去するための装置であって、前記除去要素(8)は、押出機(23)により添加量供給された可塑性材料を切断端部(14a)に沿って切断するために適用される切断要素(14)を含み、該切断要素は、オリフィス部(24b)の一方の側から他方の側に前記材料を介して進み、受け容器(15)は添加量(6)を収容するような形状になされ、切断端部(14a)の方向に実質的に排出せしめる装置。  (もっと読む)
(もっと読む)
プラスチック物品を圧縮成形するための方法および装置
本願の国際出願時において、要約書の提出はありません。  (もっと読む)
(もっと読む)
圧縮成形装置、方法およびアイテム
パンチ(5;5a)および型の空洞(4;4a)が、その間でプラスチックの混合物(D)を受容するために互いに離れて配置された開位置と、前記パンチ(5;5a)および前記型の空洞(4;4a)が前記混合物(D)を押圧することによってアイテムを形成するように相互作用する閉位置との間の経路に沿って移動可能なパンチ(5;5a)および型の空洞(4;4a)を有する形成ユニット(3;3a)からなり、前記パンチ(5;5a)は前記経路に沿って前記空洞(4;4a)の上でない部分に保たれている装置。
 (もっと読む)
(もっと読む)
成形方法及び装置
1つの型構成要素(16)を別の型構成要素(18)と分離することにより型を開いて、上方向に開口する空隙部を設けること、を備える成形方法について開示する。該空隙部の下部分はウェル(W)形状である。成形可能な材料の充填体を空隙部に上方から供給し、それにより充填体をウェル内に落とす。型を、型構成要素(16、18)を移動させ互いに接触させることにより閉じ、それによりウェルに沿って下方向に拡張される閉鎖された成形キャビティを画定する。次にウェルの容量を、ウェルの底部と境を接するプランジャ(22)を型構成要素と相対的に移動させることにより減少させ、それにより成形可能な材料をウェルから成形キャビティに移動させ、上記成形キャビティに充填する。 (もっと読む)
21 - 39 / 39
[ Back to top ]