
Fターム[4F204AM34]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 成形装置、成形操作のその他の特徴 (1,253) | 特有の成形不良の防止技術 (588) | ひけ防止 (37)
Fターム[4F204AM34]に分類される特許
1 - 20 / 37
注型成形金型、並びに成形品の製造方法
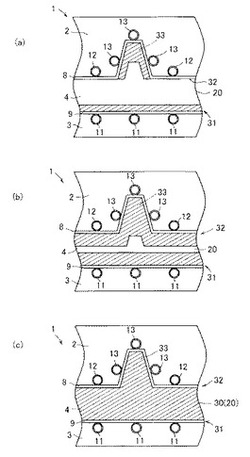
【課題】リブを備えた成形品であってもリブに発生するヒケを抑制可能な注型成形金型、並びに成形品の製造方法を提供することである。
【解決手段】注型成形金型1は、裏面型2と表面型3を有し、成形キャビティ4を有している。成形キャビティ4は、裏面型2と表面型3とが合わさって形成される空間であり、成形品30を成形可能なものである。注型成形金型1は、温度調節手段10を内蔵している。温度調節手段10は、表面側温度調節手段11と、裏面側温度調節手段12と、リブ側温度調節手段13との3系統に区分されている。表面側温度調節手段11は、成形品30の表面31に各々相当する位置の温度を制御可能である。裏面側温度調節手段12は、成形品30の裏面32に相当する位置の温度を制御可能である。リブ側温度調節手段13は、成形品30のリブ33に相当する位置の温度を制御可能である。
(もっと読む)
成形品の成形方法、成形品および型

【課題】成形材料を硬化させて成形品を成形する成形品の成形方法等において、簡素な工程で成形品の要部での欠陥の発生を防止する。
【解決手段】成形材料13を硬化することで、要部3と周辺部5とを備えた成形品1を成形する成形品1の成形方法において、要部3の硬化を、周辺部5の硬化よりも先に終了させる。
(もっと読む)
リブ付き構造の繊維強化樹脂材とその製造方法
【課題】繊維強化樹脂からなるリブ付きパネルにおいて、リブが取り付けられた表面と反対側のパネル表面に生じ得るヒケが効果的に解消されたリブ付き構造の繊維強化樹脂材とその製造方法を提供する。
【解決手段】パネル1の表面にリブ2を有するリブ付き構造の繊維強化樹脂材10であって、パネル1とリブ2はともに熱可塑性樹脂の内部に重量平均繊維長が10〜30mmの繊維材5,3が混合された素材から形成されており、リブ2を形成する素材の重量平均繊維長の割合はパネル1を形成する素材の重量平均繊維長の割合に比して低くなっている。
(もっと読む)
防眩フィルターの製造方法
【課題】合成樹脂基材の表面に耐擦傷性皮膜が積層された防眩フィルターにおいて、耐擦傷性皮膜のヒケ欠陥が少なく、アンチグレア性と耐擦傷性を有する防眩フィルターの製造方法を提供する。
【解決手段】表面に凹凸形状を有する鋳型と合成樹脂基材との間に耐擦傷性皮膜形成原料を展延させた後に耐擦傷性皮膜形成原料を重合硬化させて耐擦傷性皮膜を形成し、次いで、合成樹脂基材の表面に凹凸形状を有する耐擦傷性皮膜が積層された積層体を鋳型から剥離する防眩フィルターの製造方法であって、表面に凹凸形状を有する鋳型と合成樹脂基材との間に耐擦傷性皮膜形成原料を展延させる際の鋳型温度及び合成樹脂基材温度が特定の条件である防眩フィルターの製造方法。
(もっと読む)
樹脂注型金型および注型品
【課題】 注入口内の温度を金型温度よりも低下させ、硬化収縮時のキャビティー内への樹脂補充を行う。
【解決手段】 注型品を得る金型1、2と、金型1、2に彫られたキャビティー3、4と、キャビティー3、4と金型1、2の外側とを結ぶとともに、エポキシ樹脂のような熱硬化性樹脂をキャビティー3、4内に充填する注入口5、6とを備え、注入口5、6は、金型1、2よりも熱伝導率が小さいフッ素樹脂のような断熱部材7、8で構成され、樹脂温度を最も低く抑えることを特徴とする。
(もっと読む)
繊維強化樹脂、繊維強化樹脂の製造方法、繊維強化樹脂の製造装置
【課題】強度と寸法精度に優れた繊維強化樹脂を製造し、量産時の製品の品質のばらつきを抑制する。
【解決手段】成形型のキャビティ部に強化繊維基材を設置し、成形終了時よりも距離X1開いた状態の成形型のキャビティ部に樹脂を注入する第1工程、キャビティ部の樹脂を排出させながら、成形終了時よりも距離X2開いた状態まで成形型を閉じる第2工程、キャビティ部の樹脂排出を停止し、型締め圧を予め設定した値に保持して樹脂を硬化させながら、成形終了時の距離まで成形型を閉じる第3工程を、この順序で行う。これによって強化繊維基材に樹脂を均質に含浸させ、適切な樹脂量を確保しつつ、製品にヒケが発生するのを防止して樹脂を硬化させることができる。
(もっと読む)
RTM成形法によるFRP成形品の製造方法とそのための金型
【課題】意匠面にヒケの発生が殆どない成形品を、効率良く製造するためのRTM成形方法、及びそれに用いる金型を提供する。
【解決手段】上下分割型の金型10,20を用いてRTM成形法によりFRP成形品30を製造するに際し、下型20の内側面の少なくとも一部に、周方向(水平方向)の溝40が設けられた金型を用い、かつ、下型20に離型力が相対的に強い離型剤20aを塗布し、上型に離型力が相対的に弱い離型剤10aを塗布してRTM成形を行う。
(もっと読む)
レンズシート製造方法
【課題】 活性エネルギ線硬化性組成物の重合収縮等によるレンズの変形を抑止しつつ、簡便に厚み制御を向上させることができるレンズシート製造方法を提供する。
【解決手段】 ロール金型とニップロールとの間に透光性基材を供給し、ロール金型の外周面と、透光性基材との間に活性エネルギ線硬化性組成物を配置し、透光性基材を通して活性エネルギ線を照射して活性エネルギ線硬化性組成物を硬化させレンズ部転写パターンと相補的な形状を有するレンズ部を形成するレンズシート製造方法であって、ニップロールの外径が、ロール金型の外径1/2以上ロール金型の外径以下の範囲とされている。
(もっと読む)
光学素子とその製造方法
【課題】複雑な装置や成形型を用いることなく高精度な光学機能面を有する光学素子を得る。
【解決手段】樹脂製の光学素子30は、第1光学面301及びこれに対向する第2光学面303と、第1光学面301及び第2光学面303に挟まれた第1側面302、第2側面304、凹曲面305を有し、第1光学面301の面積は、第2光学面303の面積よりも小さい。第1光学面301及び第2光学面303を、光軸を含む平面で切断したとき、前記凹曲面305の断面の両端P、Qを結ぶ直線の中心Rを通る法線が前記光軸に対して傾斜し、かつ、前記法線が前記第1光学面と前記第2光学面の一方の光学面と交差する。
(もっと読む)
RTM成形方法
【課題】樹脂ひけの発生を未然に防ぎ、繊維強化樹脂部品の表面品質の向上が可能なRTM成形方法を提供する。
【解決手段】予め樹脂が含浸されたプリプレグ2を成形型10の下型11に形成された成形面の上に載せ、樹脂が含浸されていない強化繊維積層体3をプリプレグ2の上に載せ、予め樹脂が含浸されたプリプレグ2を強化繊維積層体3の上に載せる。そして、成形型10の下型11と上型12を型締めして、成形型10内に樹脂を注入して強化繊維積層体3に樹脂を含浸させる。それから、成形型10内で強化繊維積層体3に含浸させた樹脂と、プリプレグ2の樹脂を加熱して硬化させる。
(もっと読む)
サンドイッチパネル製造方法
【課題】FRP面材をロールから引き出すときの蛇行搬送を防止し、FRP面材により構成されるサンドイッチパネルを連続生産可能なサンドイッチパネル製造方法を提供する。
【解決手段】上下両面に対向配置された面材1,2のうち、少なくとも一方が繊維強化樹脂製の面材1により構成され、これら面材間に発泡性樹脂芯材3が発泡成形されてなるサンドイッチパネルを製造するためのサンドイッチパネル製造方法であって、帯状の下面材2を供給する工程と、帯状の上面材1を供給する工程と、搬送される帯状の下面材の上に発泡性樹脂芯材3の発泡原液組成物を供給する工程と、供給された発泡原液組成物の発泡処理を行いながら下面材2及び上面材1を搬送する工程と、を有し、下面材2及び/又は上面材1を供給する工程は、ロールに巻き取り収容された帯状の繊維強化樹脂製の面材1を引き出す工程であり、この引き出し工程において面材の蛇行を防止する工程を有する。
(もっと読む)
繊維強化プラスチックの製造方法および製造装置
【課題】RTM(Resin Transfer Molding)法を用いて均質な中空形状のFRP製品を製造する方法及びその装置を提供する。
【解決手段】成形型内に中空形状の中空中子3を設置し、中空中子3と成形型の間のキャビティ部4に強化繊維14を設置し、キャビティ部4に樹脂を注入する。キャビティ部減圧工程では中空中子3が強化繊維14を変形させない程度に押さえつけるように中空中子3の内圧を制御する。樹脂注入工程では強化繊維14を成形型に押し付ける方向の力が作用しないように中空中子3の内圧を制御し、樹脂硬化完了工程では強化繊維14を成形型に押し付ける方向の力を作用させるように中空中子3の内圧を制御する、樹脂の流動抵抗が大きくなり過ぎるのを抑制し、均質な中空形状のFRP製品を製造できるRTM法を用いた中空形状のFRP製造方法。
(もっと読む)
樹脂注型品
【課題】絶縁体が硬化収縮を起こしても、サンドブラスト処理を施したサンド面の露出を防ぎ強固な接着力を得る。
【解決手段】エポキシ樹脂で注型された絶縁体1と、絶縁体1に埋め込まれるとともに、埋め込まれる外周面にサンドブラスト処理によるサンド面2a1、3a1を設けた円柱状の一対の埋め金2、3とを備え、埋め金2、3が埋め込まれる絶縁体1端に、埋め金2、3の軸方向に沿って硬化収縮を補充するための硬化収縮補充部1aを設けたことを特徴とする。
(もっと読む)
発泡樹脂成形品及びその成形方法
【課題】ヘッドレスト穴などの穴の縁部の変形が防止される発泡樹脂成形品と、その成形方法を提供する。
【解決手段】シートパッド1のヘッドレスト穴4の周囲に高強度樹脂が付着されて高強度とされている。高強度樹脂は、シートパッドにスプレー等によって付着されてもよく、発泡成形用金型のキャビティ面に付着しておいてもよい。
(もっと読む)
ポリアミド樹脂板状成形体の製造方法及び製造装置
【課題】成形体の表面のヒケや内部に発生する真空ボイド、金型隙間からの空気の吸い込みによる気泡の発生といった問題をより完全に防止することができるポリアミド樹脂板状成形体の製造方法及び製造装置を提供する。
【解決手段】重合性ラクタム液を型内に注型して重合することによりポリアミド樹脂板状成形体を製造する方法において、上型2を下型1との間に所定間隔をもって配置することで第1型面3と第2型面4との間にキャビティCを形成し、第1型面3と第2型面4とが対向する方向の長さは型面に平行な方向の長さよりも小さく設定してなり、前記キャビティC内の重合性ラクタム液の重合を進行させ重合が十分に進行した時点で上型2にて重合性ラクタム液の加圧を開始し加圧下で更に重合を続け、重合が完了した後、上型2と下型3を分離して成形体を脱型する。
(もっと読む)
光学素子の成形方法
【課題】金型の微細形状を高精度に転写した光学素子を成形する。
【解決手段】微細形状を有する金型10に光硬化性の樹脂12を滴下したダミー基板11を押し付けて、樹脂12を押し広げた後、樹脂層と型およびダミー基板とに剥離がない状態のまま樹脂硬化させダミー基板11を取り除く。その後、光を照射し、樹脂硬化させて、光学素子の樹脂層2の光学形状部2aを成形する。その上に、未硬化の樹脂13を滴下した基板1を押し付けて加圧し、樹脂13を伸ばしたのち、光を照射して硬化させ、光学形状部2a及びベース部2bを有する樹脂層2と基板1とを一体で金型10から離型する。
(もっと読む)
繊維強化樹脂製筒状体の製造方法及び繊維強化樹脂製筒状体
【課題】遠心成形法の利点を生かして、しかもヒケやピット(凹み)や含浸不良の発生が抑制されるとともに、繊維体積含有率(Vf)が45%以上の成形体を得ることができる繊維強化樹脂製筒状体の製造方法を提供する。
【解決手段】繊維配置工程において成形型内にその内面に沿って繊維を筒状に配置し、その後、成形型内減圧工程において成形型内を減圧状態にする。そして、遠心含浸工程において成形型内に未重合樹脂液を導入した状態で成形型を回転させて未重合樹脂液を繊維に含浸させる。さらに、加圧重合工程において、成形型の回転を継続した状態で成形型内の減圧を停止するとともに、未重合樹脂液が含浸状態の繊維に、遠心力及び気体の加圧力を作用させた状態で未重合樹脂液の含浸及び重合を進行させる。
(もっと読む)
FRP成形品の樹脂トランスファー成形法
【課題】自動車の整流板のような稜線部を有するFRP成形品を、樹脂トランスファー成形法で一体的に成形する方法を提供すること。
【解決手段】稜線部を有するFRP成形品であって、且つ、成形後切り抜き除去される部分を含むFRP成形品を、樹脂トランスファー成形法により一体的に成形するに際し、繊維強化材からなる基材を成形型に敷設・積層し、前記成形後切り抜き除去される部分を形成する基材部分に、前記稜線部にほぼ平行に切り込みを入れ、次いで、樹脂トランスファー成形法により成形する方法。
(もっと読む)
サンドイッチパネル製造方法
【課題】帯状サンドイッチパネルを製造するに際して、厚み寸法をできるだけ均一にして材料の無駄を抑制可能なサンドイッチパネル製造方法を提供する。
【解決手段】上下両面に対向配置された面材1,2間に発泡性樹脂芯材が発泡成形されてなる帯状のサンドイッチパネルを製造するためのサンドイッチパネル製造方法であって、帯状の下面材2を供給する工程と、帯状の上面材1を供給する工程と、帯状の下面材2の幅方向両端部の上に、下面材2の搬送方向に沿って棒状の軟質フォーム20を連続的に供給する工程と、軟質フォーム20が供給されている状態で、搬送される帯状の下面材2の上に発泡性樹脂芯材の発泡原液組成物を供給する工程と、供給された発泡原液組成物の発泡処理を行いながら下面材2及び上面材1を搬送する工程と、を有する。
(もっと読む)
複合光学素子の成形方法
【課題】第1の樹脂と第2の樹脂とを積層して一体化する場合に、第1の樹脂の硬化収縮の影響で第2の樹脂の変形を防止する。
【解決手段】紫外線硬化型樹脂15を供給する工程と、紫外線硬化型樹脂15を硬化させる工程と、紫外線硬化型樹脂15の光学面に熱可塑性樹脂を供給する工程と、熱可塑性樹脂を硬化させる工程とを有し、紫外線硬化型樹脂15の収縮率が熱可塑性樹脂の収縮率よりも大きく、ガラス転移点が紫外線硬化型樹脂の方が熱可塑性樹脂よりも高いことが望ましい。
(もっと読む)
1 - 20 / 37
[ Back to top ]