
Fターム[4F204EF47]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 成形材料の供給 (3,655) | 供給の調整 (445) | 供給量の (105)
Fターム[4F204EF47]の下位に属するFターム
計量 (51)
Fターム[4F204EF47]に分類される特許
41 - 54 / 54
車両用トリム部品及びその成形方法

【課題】 外観上の見栄えが良好なシール部やスペーサ部を効率的に形成する車両用トリム部品及びその成形方法を提供する。
【解決手段】 貫通孔27を芯材21の周縁近傍に配置する一方、前記表皮材23の外周縁を、芯材21の周縁を覆いながら芯材21よりも裏面側に突出するように折り返した折り返し部31に形成し、この状態で、前記芯材21及び表皮材23を金型65,63内に配置し、前記芯材21の貫通孔27から流出した溶融樹脂を、金型の内面73で支持された折り返し部31でせき止めて固化させることにより、前記シール部97を折り返し部31の内側に形成している。
(もっと読む)
硬質ポリウレタン発泡体の製造方法

【課題】 連続気泡構造を有する硬質ポリウレタン発泡体を連続的に製造することができるとともに、熟成時間を短縮することができて生産性を向上させることができる硬質ポリウレタン発泡体の製造方法を提供する。
【解決手段】 連続気泡構造を有する硬質ポリウレタン発泡体は、ポリオール類、ポリイソシアネート類、発泡剤及び触媒を含有する原料18を、移動する第1ベルトコンベヤ11上に連続的に供給して反応させ、発泡及び硬化させて連続的に製造される。ポリオール類としてポリエーテルポリオールとポリエステルポリオールとが用いられる。また、ポリオール類の供給量が40〜60kg/min、第1ベルトコンベヤ11の移動速度が3.5〜5.5m/min及び第1ベルトコンベヤ11の移動方向における第1ベルトコンベヤ11の傾斜角度αが0〜3°に設定される。スラブブロック19の高さは300〜500mmであることが好ましい。
(もっと読む)
レンズを成形する方法
本発明は、透明な樹脂から視力矯正レンズを成形する方法を提供する。前記樹脂は、前記レンズの前面及び後面に対応する側面が2つのシートにより形成される成形キャビティに導入される。ただし、前記2つのシートのうち少なくとも1つは柔軟である。レンズの形状が望ましいパワーを与えるように、前記キャビティ中の樹脂の量を調整して前記柔軟なシートを変形させ、その後、該樹脂を硬化させる。前記シートは透明であってもよい。そうすれば、使用者は、樹脂の量を調整する際に該シートを通して見ることができるので、前記レンズを確実に所望のパワーのレンズとすることができる。さらに、前記キャビティ中の前記樹脂の量を調整して、該樹脂が硬化する時の屈折率の変化に対応することができる。  (もっと読む)
(もっと読む)
RTM系におけるピッチ/熱可塑性/熱硬化性樹脂の改良された放出
樹脂またはピッチは、溶融配合装置(11)中で溶融され、次いで加熱され、ジャケットされた保持タンク(12)に充填される。一対の供給管路(14、16)は、樹脂を保持タンク(12)から受入れ、そして上部ギヤーポンプ(15)および下部ギヤーポンプ(17)に供給する。スタティックミキサ(18、19)のような混合促進機がそれぞれの供給管路(14、16)においてギヤーポンプ(15、17)と供給管路の樹脂放出末端(25、26)との間に位置する。樹脂溶融物供給管路は、圧力指示計(27、28、32、34)および圧力放出弁(23、24)を備えることができる。樹脂溶融物供給管路は、さらにポンプアキュムレータ(31、32)を備えることもできる。ギヤーポンプ(15、17)で生じた樹脂溶融物の圧力は、アキュムレータ内部のピストンを所望する位置まで押戻す。アキュムレータ(31、33)は、さらに供給源量の圧力を一定に維持するために使用することもできる。樹脂は、アキュムレータ(31、33)から溶融配合機(11)に再循環することができる。 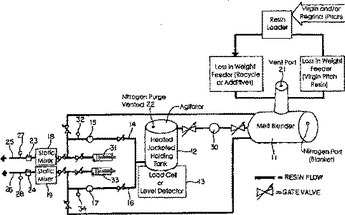 (もっと読む)
(もっと読む)
ローラの製造方法
【課題】重力注入でも効率良く高粘度の液体原料をモールド中に注入することができるローラの製造方法を提供する。
【解決手段】円柱形状のローラを、液体原料をモールド中に重力注入して得るローラの製造方法において、液体原料を同時に複数のモールドに注入する。具体的には、液体原料22を貯留するタンク21に複数のモールド25に対応した分岐注入口27−1、27−2を設け、各分岐注入口の前段に流量調整部30−1、30−2を設け、液体原料を同時かつ均等にモールドに注入する。
(もっと読む)
プラスチック原料液注入装置およびプラスチックレンズの製造方法
【課題】プラスチックレンズの製造において注入管の交換を容易、短時間に行う手段、及び高粘度で初期重合速度の速い原料液から、泡や光学的欠損が低減する方法の提供。
【解決手段】プラスチックレンズを成形する型に原料液を注入するための注入装置は、複数のモノマーを含む原料液を混合して吐出口より流出する吐出部と、原料液を一端から他端へ流すための貫通孔を有する複数の注入管と、一端が前記吐出口に連結された注入管(吐出口連結注入管)を吐出口連結注入管と交換するための注入管(交換用注入管)に交換するための交換手段とを含み、交換手段は、交換用注入管の端部を保持する待機保持部と、吐出口連結注入管の端部を、吐出口と連結された状態で保持する連結保持部と、前記待機保持部に保持された交換用注入管端部を移動させ吐出口に連結するとともに、吐出口に連結されていた吐出口連結注入管の吐出口との連結を解除する移動手段とを備える。
(もっと読む)
連続発泡プロセスでフォームを製造する方法および装置
【課題】連続発泡プロセスでフォームを製造する装置および方法を提供する。
【解決手段】連続発泡プロセスでフォームを製造する装置および方法に関し、次の工程;搬送方向に沿って、フォームまたはフェーシング層の実表面温度を測定する工程、および公称表面温度からの実表面温度の偏差の関数として、発泡プロセスに関する制御変数を決定する工程を含む。
(もっと読む)
クラック模様を有する人造大理石及びその製造方法
本発明は、クラック模様を有する人造大理石及びその製造方法に関する。前記方法は、異なる粘度を有する第1及び第2重合組成物を製造し;成形セルに前記第1重合組成物を流し込み;前記第1重合組成物上に前記第2重合組成物を注ぎ、重合組成物間の粘度差により前記第1重合組成物が前記第2重合組成物の上部に移動するように誘導し;そして、前記2つの重合組成物を硬化させてクラック模様を形成する段階を含む。前記方法において、第1重合組成物の粘度は、前記第2重合組成物の粘度より低い。  (もっと読む)
(もっと読む)
ポリウレタンフォーム成形品及びその製造方法並びに車両用シートパッド
所定の成形圧Pにおいて、物性ないし特性が異なるポリウレタンフォームを成形し得る2種以上のウレタン原液を金型内に注入して発泡させることにより、物性ないし特性が異なる2以上の成形部を有するポリウレタンフォーム成形品を一体成形する。一体成形時において、いずれの成形部においても所定の成形圧Pとなるようにウレタン原液の注入量を設定する。  (もっと読む)
(もっと読む)
断熱パネルの製造方法及びその装置
【課題】 オゾン層破壊・地球温暖化等の環境破壊を起こさないが可燃性であり取扱いに細心の注意を要する発泡剤を用いて、高い安全性と生産効率の向上を図れるようにすること。
【解決手段】 一対の表面板10と、両表面板10の辺部間に装着される枠材20,21と、両表面板と枠材とで形成される空間30内に注入・充填される炭素数5の飽和炭化水素を発泡剤とする発泡断熱材とからなる断熱パネルの製造方法において、空間内に不活性ガスを注入して空間内を不活性ガスで置換した後、空間内に上記発泡断熱材を注入する。不活性ガス置換工程の際、枠材の中央部に設けられた注入用孔25に挿入されたノズル60の先端の主注入口62から、N2ガスを、ノズルの中心軸に沿って空間内に直状に注入すると同時に、直状注入方向に対して角度を有する少なくとも2箇所の副注入口63から側方に注入する。
(もっと読む)
ゴムローラの製造方法及び導電性ゴムローラの製造装置
【課題】成形金型内に液状シリコーンゴム材料を注入し、硬化させて製造される導電性ゴムローラにおいて、電気抵抗の長手ムラが小さい導電性ゴムローラの製造方法を提供することを目的としている。
【解決手段】この発明に係わる導電性ゴムローラの製造方法は、材料の射出にパルス制御手段を用いて、且つ材料射出量が全体の85〜98%に達した時点で材料の射出圧力が任意の設定値以下になるようにパルス制御手段をコントロールすることである。
(もっと読む)
RTM成形装置および方法
【課題】比較的大型の繊維強化樹脂製品を成形するRTM成形において、ボイドのない高品質の成形品を効率よく短時間で成形可能なRTM成形装置および方法を提供する。
【解決手段】成形型のキャビティ内に強化繊維基材を配置し、該キャビティの外周に配置された樹脂注入ラインから樹脂排出ラインに向けてマトリックス樹脂を注入して該強化繊維基材に樹脂含浸後、加熱硬化させる繊維強化樹脂のRTM成形装置において、樹脂注入ラインが複数に分割形成されていることを特徴とするRTM成形装置、およびRTM成形方法。
(もっと読む)
成形品の製造方法及び製造装置
【課題】 粘性流動体であるエネルギー硬化型樹脂を、成形型のキャビティ内に注入するときに気泡の混入を確実に防止することができる成形品の製造方法を提供する。
【解決手段】 成形型のキャビティC内に充填したエネルギー硬化型樹脂10を硬化させる成形品の製造方法であって、キャビティC内にエネルギー硬化型樹脂10を注入するノズル61の吐出口を、キャビティCの内壁面に近接させた状態でエネルギー硬化型樹脂10の吐出を開始し、その後、ノズル61の吐出口をキャビティCの内壁面から離反させつつ、エネルギー硬化型樹脂10の吐出を継続することを特徴とする成形品の製造方法。
(もっと読む)
漸進的なモジュラスの変動を有する椎間板インプラントなどのポリウレタン製品の高精度な製造
ポリマー製品の少なくとも一部を通してモジュラスの漸進的な変化を有するポリマー製品の作製方法を、その方法を用いて形成された人工椎間板と合わせて開示する。 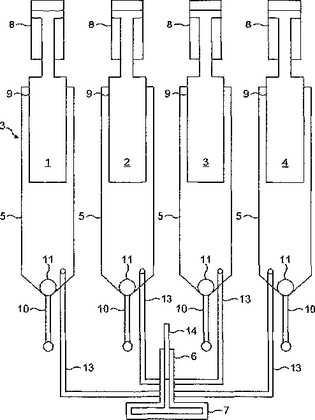 (もっと読む)
(もっと読む)
41 - 54 / 54
[ Back to top ]