
Fターム[4F204FB22]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 圧縮成形の区分 (3,532) | 多種材料物品の成形 (480) | 多層化成形 (426)
Fターム[4F204FB22]の下位に属するFターム
Fターム[4F204FB22]に分類される特許
301 - 307 / 307
改良されたガラスマット熱可塑性複合材

【課題】本発明は、加熱成形又は圧縮成形された時、樹脂の濃度が高いクラスAの表面を持つ複合材を形成する繊維強化された積層材料の組成物に係わる。
【解決手段】この積層材料は、開始剤と触媒を含む熱可塑性樹脂の層と、ガラスマットと、オリゴマー、モノマー及び熱可塑性樹脂の低粘性混合物である重合可能な成分の内層と、第2のガラスマットと、開始剤と触媒を含む熱可塑性樹脂の別の層とを有する。加熱成形又は圧縮成形された時、熱と圧力の組合せが、低粘性の重合可能な成分を、浸透性ガラスマットを通って表面に向かって移動させる。開始剤と触媒は、この重合可能な成分を重合させ、樹脂の濃度が高いクラスAの表面を形成させる。熱可塑性樹脂は強化繊維に完全に浸透し、補強ガラス繊維と熱可塑性樹脂のほぼ均一な混合物から成るコアを有する複合材を形成する。
(もっと読む)
容器予備成形物の連続生成

吹込成形容器用の予備成形物を生成する方法は、溶融相重合によりポリエステルポリマーを生成するステップ、および予備成形物を圧縮成形する前にポリエステルポリマーを固化することなく、ポリエステルポリマーの予備成形物を圧縮成形するステップを含む。このプロセスは、ポリマーをペレットの形態に固化するステップ、そのペレットを予備成形物製造業者へ発送するステップ、およびついでそのポリマーを再溶融するステップから成る従来の中間ステップを不要にする利点を有する。さらに、予備成形物が溶融相ポリマーから直接生成されるために、そのポリマーは、0.65以下の低い固有粘度数を有することができ、これは低圧、低温用途用の吹込成形容器に特に有用である。 (もっと読む)
エポキシとの使用のための共有結合適合インモールドコーティング組成物
繊維強化材を含むエポキシマトリックス樹脂に使用する共有結合適合インモールドゲルコート組成物であって、該ゲルコート組成物はアクリル酸エステル成分を含むことを特徴とする共有結合適合インモールドゲルコート組成物。そのような組成物を使用する方法も開示される。 (もっと読む)
成型品の製造方法
【課題】
【解決手段】非金属繊維をエポキシ樹脂に含浸して、当該繊維が1枚のシートをなすよう整列させるステップと;前記シートから複数のプレプレグを切り出すステップと;前記プレプレグを、圧縮成型の型枠内に堆積するよう積層するステップと(好ましくは、プレプレグは、繊維が縦方向及び/又は横方向のプレプレグを交互に繊維が交差するよう配置される);高温下で圧縮成型するステップと;圧縮枠から成型品を取り出すステップとを具える成型品の製造方法である。この製造方法により成型された成型品が提供される。好ましくは、この成型品はJ型パイロン(11)とソールプレート(23)を具える義足である。
(もっと読む)
ポリマー製品の製造方法
ポリマー製品を製造するため方法であって、次の各工程:(a) 連続層、すなわち(i)配向化ポリマー材料のストランドで構成された第1の層;(ii)ポリマー材料の第2の層;(iii)配向化ポリマー材料のストランドで構成された第3の層;を有する合着層であって、該第2の層が、該第1および第3の層のピーク融解温度よりも低いピーク融解温度を持つ合着層を形成すること;(b) 該第1の層の一部分を融解させ、該第2の層を完全に融解させ、且つ第3の層の一部分を融解させ、そして、該合着層を圧着させるのに十分な時間、温度および圧力の条件に該合着層を供すること;および(c) 該圧着化合着層を冷却すること;を含む方法。得られる製品は、該第2の層を使用しない製品よりも低い圧着温度で作ることができるが、良好な機械的特性を有するので、より制御性のある製造方法をもたらす。 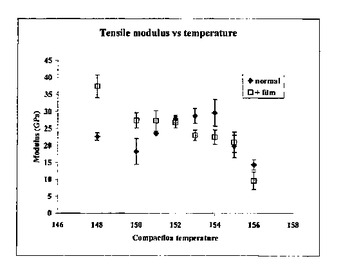 (もっと読む)
(もっと読む)
加飾成形品の製造方法
【課題】熟練作業を要することなく、下型の型表面への飾成形用シート載置の位置合わせを短時間で容易且つ確実に行うことができる加飾成形品の製造方法を提供する。
【解決手段】下型1の型表面に、熱硬化性樹脂組成物を基材に含浸させた加飾成形用シート4を載置し、その上に熱硬化性成形材料を載置した後、上型を降下させて型締めを行い、加熱・圧縮成形する加飾成形品の製造方法であって、下型1に着脱自在な位置決め治具2,3を用い、該位置決め治具2,3を下型1に装着する工程と、その位置決め治具2,3にその端部を沿わせるようにして位置決めを行いつつ前記加飾成形用シート4を下型1の型表面上に載置する工程と、該位置決め治具2,3を除去した後、その上に前記熱硬化性成形材料を載置する工程とからなる。
(もっと読む)
繊維強化熱可塑性樹脂押出成形体の製造方法
【課題】ガラス繊維を含有するにもかかわらず高強度で軽い繊維強化熱可塑性樹脂押出成形体を製造する。
【解決手段】繊維強化熱可塑性樹脂材料からなる押出し成形体の少なくとも一部に空隙を形成し、該空隙が該繊維強化熱可塑性樹脂からなる部分の5〜90容量%である繊維強化熱可塑性樹脂押出成形体の製造方法において、(a)該繊維強化熱可塑性樹脂を溶融混練する工程、(b)該溶融混練された繊維強化熱可塑性樹脂を所定の最終成形体の断面積よりも大きくなるように押出す工程、(c)押出された該繊維強化熱可塑性樹脂を最終成形体形状になるまで圧縮する工程、(d)圧縮された該繊維強化熱可塑性樹脂を冷却する工程を含む繊維強化熱可塑性樹脂押出成形体の製造方法。
(もっと読む)
301 - 307 / 307
[ Back to top ]