
Fターム[4F204FB25]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 圧縮成形の区分 (3,532) | 多種材料物品の成形 (480) | 多層化成形 (426) | 1面の部分の多層化 (41)
Fターム[4F204FB25]に分類される特許
1 - 20 / 41
繊維強化樹脂材とその製造方法
【課題】繊維強化樹脂材の端面が構造弱部とならず、しかも外観意匠性にも優れた繊維強化樹脂材とその製造方法を提供する。
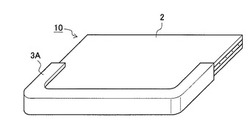
【解決手段】中空で繊維強化樹脂からなるプリプレグシート3の該中空3aを潰すようにしてプリプレグシートの積層体3Aを製作し、別途用意された繊維強化樹脂部材2の端面2aから側面に亘る端面領域にこのプリプレグシートの積層体3Aを被せ、プリプレグシートの積層体3Aと繊維強化樹脂部材2を一体化させて繊維強化樹脂材10を製造する繊維強化樹脂材の製造方法である。
(もっと読む)
樹脂成形体及び樹脂成形体の製造方法

【課題】本発明は、より防音効果の高い樹脂成形体を開発することを目的とした。
【解決手段】繊維補強された熱硬化性樹脂からなる多数の小片が同一若しくは異なる種類の熱硬化性樹脂で固められてなる樹脂成形体1であって、樹脂成形体1の外層3側と内層2側とで前記熱硬化性樹脂と前記小片間の重量比率が相違し、外層3側の外部小片7に対する外部樹脂8の重量比率が内層2側の内部小片5に対する内部樹脂6の重量比率よりも高い構成としている。
(もっと読む)
繊維強化複合材の製造方法
【課題】従来のRFI法よりも樹脂含浸性を向上させるとともに、繊維含有率を高精度で制御可能な繊維強化複合材を製造する。
【解決手段】バッグ材10の一方の面に樹脂フィルム11を接着させる工程と、治具12上に繊維を含有する繊維基材13を積層する工程と、前記繊維基材13に前記樹脂フィルム11が接触するように、前記繊維基材13上に前記樹脂フィルム11が接着された前記バッグ材10を載置する工程と、前記樹脂フィルム11と前記繊維基材13とを互いに接触させた状態で真空雰囲気に保持して、樹脂を前記繊維基材13中に含浸させる工程と、前記樹脂が含浸された繊維基材13を加熱し、前記繊維基材13中に含浸された樹脂を硬化させる工程とを含む繊維強化複合材の製造方法。
(もっと読む)
強化繊維成形体及びその製造方法
【課題】強度・剛性が向上する等の強化繊維成形体を得る。
【解決手段】この発明の強化繊維成形体は、四角形状である基材5aは、各頂点からそれぞれ周方向に離れた切込み始点Aから内側に切込み終点Bまで切断されて形成された切込み部6a〜6dと、隣接した各切込み終点B同士を結ぶ第1の折線イと、各切込み終点Bから外側方向に延びた第2の折線ロを有し、基材5aは、第1の折線イで折曲されて底面部の構成要素である底面及び側面部の構成要素である側面となる本体部5a1と、第2の折線ロで折曲されて隣接した側面に重層して連結した重ね部5a2とから構成されている。
(もっと読む)
ゴムマット及びその製造方法
【課題】衝撃吸収効果、疲労軽減効果、スリップ抑制効果などが優れており、更には耐久性も優れている、ゴムマットを提供する。
【解決手段】ゴムマット10は、本体部101と、本体部101の周縁のエッジ部102とを有しており、本体部101は、発泡ゴム層1上に、補強シート2、更には、非発泡ゴム層3が積層されて一体化された三層構造を有しており、非発泡ゴム層3の表面に、一体に多数の突起部31を等間隔で千鳥状に配置し、エッジ部102は、非発泡ゴムからなる。
(もっと読む)
複合光学素子及びその製造方法
【課題】樹脂の吐出量を正確に制御しなくてもバリの形成を防ぐことができる複合光学素子とその製造方法を提供する。
【解決手段】光学基材11の接合面上に紫外線硬化型樹脂12を滴下し、金型14の成形面14aで樹脂12を押延し、この樹脂12に紫外線を照射して硬化させる。金型14の成形面14aで樹脂12を押延する工程では、樹脂12の金型と接触する面の周縁と成形面14aの周縁とが一致するまで樹脂12を押延する。さらに、成形面14aの周縁と樹脂12の基材接触面の周縁とを最短距離で結んだ直線と光学基材11の光軸O−Oとがなす角度をθとしたときに、0.5≦tanθ≦2を満たすように樹脂12を押延する。
(もっと読む)
合成樹脂製キッチンカウンター、及びその製造方法
【課題】裏面の形状を容易に加工可能である、合成樹脂製のキッチンカウンターとキッチンカウンターの製造方法を提供することである。
【解決手段】
上側フォルダー6の板状部分6bの両側に配置した入れ子7を、上下自在に設けると共に板状部分6bの下端に突起6aを設けて上型8を構成し、上型8の板状部分6b、入れ子7と下型5との間に形成される金型キャビティ9内に樹脂を注入して表面層を形成した後、入れ子7のみ設定量上方へ移動させ、空間を形成すると共に該空間に樹脂を注入して裏面層を形成する。
(もっと読む)
圧縮成形用再生メラミン樹脂材料、再生メラミン樹脂成形品、食器、及び再生メラミン樹脂成形品の製造方法
【課題】成形形状の対応性に優れ、圧縮成形によってもオーバーキュアが発生し難く、確実に固化するものであって、成形後の衝撃耐久性にも優れた圧縮成形用再生メラミン樹脂材料やこれを圧縮成形してなる再生メラミン樹脂成形品等を提供する。
【解決手段】再生メラミン樹脂成形品の粉砕粉末を主成分として含まない使用済メラミン樹脂成形品の粉砕粉末と、再生メラミン樹脂材料を含まないメラミン樹脂材料とが混合され、前記粉砕粉末の配合量が全重量比50〜65%である。再生メラミン樹脂成形品の圧縮成形用再生メラミン樹脂材料は全重量比0.5%以上の黒色着色剤を含み、成形後の表面全体に艶消しシボ加工1sが施される。
(もっと読む)
熱硬化性樹脂成形品およびその製造方法
【課題】厚肉部の内部に生じるひずみやクラックを抑制することができる熱硬化性樹脂成形品と、その製造方法とを提供する。
【解決手段】熱硬化性樹脂成形品10では、肉厚が比較的薄い薄肉部10bの厚みをS(1〜30mm)とすると、厚肉部10aの厚みは、たとえば1.2S〜20Sとされる。そして、厚肉部10aでは、ガラス繊維含有量が30〜80wt%程度のSMC(a)1が中心部に積層され、その中心部を取り囲むように、ガラス繊維含有量が10〜40wt%のSMC(b)2が周辺部に積層されて成形されている。
(もっと読む)
多層構造体
【解決課題】機能性樹脂から成る層がその機能を充分に発揮し得る位置に形成された多層構造体を提供することである。
【解決手段】熱可塑性樹脂から成る基材樹脂層及び機能性樹脂から成る機能性樹脂層を有する多層構造体において、前記機能性樹脂層が第一の機能性樹脂から成るシェル層で基材樹脂又は第二の機能性樹脂から成るコア層を被覆して成り、前記基材樹脂層が機能性樹脂層を内包する多層構造を有し、圧縮成形により成形されていることを特徴とする多層構造体。
(もっと読む)
視覚障害者誘導用ブロックを製造する方法および視覚障害者誘導用ブロック
【課題】 平面状本体部9と突起部7、それぞれの物性または色調を変えて視覚障害者誘導用ブロックを射出成形により一体成形する。
【解決手段】 意匠型1、突起部ベース型5、および平面状本体部ベース型6から構成される射出成形用金型の、突起部形成キャビティー2へ、カーボンブラックを配合したゴム配合物を充填して所要の手段により加硫し突起部7を成形し、突起部ベース型5を外し、平面状本体部9を形成するキャビティー8へ弁柄を配合したゴム配合物を充填して所要の手段により加硫し平面状本体部9を成形し、突起部7と接着する。
(もっと読む)
連続したプロファイルを作製するための引抜き成形法
本発明は引抜き成形法(「ADP法」として知られる)に関し、当該方法では、繊維強化プラスチック材料からなる少なくとも1つの帯状プリプレグ(6〜9)を曲げることにより、連続した強化プロファイル(11)を形成する。プロファイル(11)の最初の形状加工は、最終形状加工および予備硬化が行われる加圧成形デバイス(12)の下流にある予備成形デバイス(10)で行われる。プロファイル(11)の移動は、加圧成形デバイス(12)の動作サイクルと同期して、牽引デバイス(14)により行われることが好ましい。切断デバイス(15)を用いることにより、プロファイル(11)を適切な長さに切断する、かつ/または、正しい寸法が確実に維持されるよう縁部を後の機械的処理に供すことができる。本発明によると、相互に隣接するフランジ(17と18)を有する垂直ウェブ(19)を有する(H型断面形状)プロファイル11の形成時に、連続した(引抜き成形)ガセット(29)が、プロファイル(11)のアール領域(27)の帯状プリプレグ(6〜9)間、例えば、帯状プリプレグ(6〜9)が互いに接合する領域に同時に挿入され、この領域の空隙(28)は充填され画定される。連続したガセット(29)により、アール領域(27)における形状偏差および/または厚さのばらつき(繊維容積のばらつき)がなくなり、廃棄量が減る。 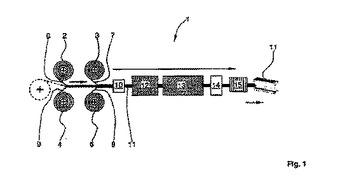 (もっと読む)
(もっと読む)
天然複合材料で作られた着座構造物とそれを製造する方法
着座構造物、特に自転車サドル。この構造物(1)は、荷重支持殻(2)と、使用者との接触のためのカバー要素(3)とから成る。殻(2)は、合成ポリマーマトリックスと、天然繊維から成る強化材とから成る複合材料で作られた少なくとも一つの第一の台要素(5)を有する。この殻は、一つ以上の変形性の異なる部分(7)を有することができる。そのような着座構造物(1)を製造する方法。 (もっと読む)
光学シートの製造方法及び表示スクリーンの製造方法
【課題】両面賦形によって光学的に均一で微細なレンズピッチの光学シートを製造することができる光学シートの製造方法を提供することを目的とする。
【解決手段】本発明に係る光学シートの製造方法は、複数のレンチキュラーレンズと、複数の凸部とを有するレンチキュラーレンズシート161を製造する方法であって、ダイ11が溶融した樹脂16をレンズの金型が設けられた第1ロール12と凸部の金型が設けられた第2ロール13との間のロールギャップに送ると、第1ロール12と第2ロール13とが溶融した樹脂16を加圧する。そして、第1のロール12は溶融した樹脂16にレンズの形状を賦形するとともに、第2ロール13は溶融した樹脂16に凸部の形状を賦形しながら、溶融した樹脂をシート状に成形し、シート状の樹脂16を第2ロール13に接触させた状態で第1ロール12から離す。
(もっと読む)
スペーサテープの製造方法及びこの製造方法により製造されるスペーサテープ
【課題】スペーサテープの製造方法において製造工程の簡略化と製造コストの低減とを可能とし、またスペーサテープにおいてはボス部の脱落等による異物の発生と共にチップ搬送体の変形を未然に防ぐ。
【解決手段】本体用樹脂2を帯状に押出成形して溶融状態にあるテープ本体3を形成し、前記テープ本体3の幅方向の両端側にボス用樹脂5を供給して連続した厚盛り部6を形成し、その後、少なくともいずれかの表面に周方向に亘って凹状のボス型9が形成された2つのロール金型8a,8bの間に、溶融状態にある前記テープ本体3及び厚盛り部6を前記厚盛り部6がボス型9に対応するように挟み込みつつ通過させてボス部10をテープ本体3に一体形成する。
(もっと読む)
熱可塑性樹脂成形品の製造方法
【課題】外観良好な熱可塑性樹脂成形品の製造方法を提供する。
【解決手段】機能性部材8を賦形するための凹部6が成形面に形成され、該凹部内に圧縮空気の供給と溶融状熱可塑性樹脂の供給が可能な成形型Aと、該成形型Aと対を成す成形型Bを用いて、所定形状に賦形された熱可塑性樹脂発泡シートに、部分的に熱可塑性樹脂製の機能性部材が融着されてなる熱可塑性樹脂成形品の製造方法であって、以下の工程を全て含む熱可塑性樹脂成形品の製造方法。(1)成形型A3および成形型B7の間に、熱可塑性樹脂発泡シート1を供給する工程、(2)成形型Aの凹部内に圧縮空気を供給する工程、(3)型閉めする工程、(4)成形型A成形面に前記熱可塑性樹脂発泡シートを接触させる工程、(5)圧縮空気の供給を停止する工程、(6)成形型Aの凹部内へ溶融状熱可塑性樹脂を供給する工程、(7)溶融状熱可塑性樹脂の供給を停止する工程。
(もっと読む)
視覚障害者誘導用床タイルの製造方法
【課題】突起と突起以外のベースタイル表面との色相、明度、彩度、蓄光性の有無などを自由に変えて変化に富んだ誘導用床タイルを得ることができる製造方法を提供する。
【解決手段】下金型6の凹部6aに熱可塑性樹脂製のブロック体1を嵌め込み、その上に熱可塑性樹脂製のベースタイル5を重ねて上金型7と下金型6で加熱プレスする製造方法とする。加熱プレスによって熱可塑性樹脂製のブロック体1と熱可塑性樹脂製のベースタイル5が融着一体化して、ブロック体1よりなる突起をタイル表面に備えた誘導用床タイルT1が得られる。その場合、ブロック体1とベースタイル5が色相、明度、彩度の少なくとも一点で異なるようにすると、変化に富んだ誘導用床タイルT1が得られる。
(もっと読む)
熱可塑性樹脂複合部材のための秀れた製造プロセス
連続的なプロセスで調節される可変の厚さの熱可塑性樹脂の複合積層材料を形成する製造方法である。このプロセスは部材又はコンポーネントを多層の積層体へ積層するために自動化された装置またはハンドレイアップを使用する。各積層体は方向及び位置を維持するために適切な位置に取付けられているプライ成長領域を含んだ全てのプライを含んでいる。合体加工は全ての必要な部材の特徴を含んでおり、これらの多数のプライ積層体から10の異なる厚さの領域を潜在的に有する単一の一体化された熱可塑性樹脂複合積層を形成するためにカスタム化された多数のプライ積層体に対して整合される。 (もっと読む)
圧縮木製品の製造方法
【課題】圧縮成形された木材を補強する補強部材をその木材に対して容易に装着することができる圧縮木製品の製造方法を提供する。
【解決手段】木材を3次元形状に圧縮成形する圧縮工程と、前記圧縮工程で圧縮した木材の端部を当該端部の肉厚方向に把持することによって前記木材を補強する補強部材を装着する装着工程と、を含み、前記装着工程は、対をなす第1および第2の金型によって前記木材と前記補強部材とを挟持し、前記補強部材を前記木材の端部に圧入する。
(もっと読む)
管状部材の製造法
【課題】複雑・高度なロボットアーム等に使用される、大径管の内壁に小径管を有する管状部材(複合管状体)を、一体成形する方法を提供すること。
【解決手段】筒状の金型のキャビティ内表面に沿ってシート状の繊維強化プリプレグを敷設し、このシート状プリプレグ内表面に、外周がプリプレグで被覆された1又は2以上の芯材を配置し、次いで、前記シート状プリプレグを敷設したキャビティ内部に膨張バッグを挿入し、その後、キャビティ内で膨張バッグを膨張させると共に型内を加熱することによりプリプレグを型に密着させて硬化させ、プリプレグ硬化後に芯材を抜き取ることからなる管状部材の製造法において、前記芯材として、2つに分割されており、且つその分割部分が周囲を樹脂フィルムで被覆することによって接続されたものを用いる管状部材の製造法。
(もっと読む)
1 - 20 / 41
[ Back to top ]