
Fターム[4F204FB22]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 圧縮成形の区分 (3,532) | 多種材料物品の成形 (480) | 多層化成形 (426)
Fターム[4F204FB22]の下位に属するFターム
Fターム[4F204FB22]に分類される特許
201 - 220 / 307
プレス成形品
【課題】本発明は、ガラス素材の風合いを有する透明性に優れる大型の浴室あるいは洗面カウンターを提供することである。
【解決手段】本発明は、(A)重合性不飽和単量体、(B)分子中に水酸基及びエチレン性不飽和二重結合を有する熱硬化性樹脂及び(C)ポリイソシアネート化合物を含有する透明なゴム状のラジカル硬化系成形材料をプレス機械で加熱加圧成形してなる成形品であって、前記熱硬化性樹脂(B)がビニルエステル樹脂であり、その水酸基価/酸価が10以上であること、前記(C)の量が前記(B)の活性水素の0.3〜0.7倍量のイソシアネート基に相当する量であること、(C)成分がヘキサメチレンジイソシアネートであること、及び当該ラジカル硬化系成形材料中の(A)(B)及び(C)の合計の含有率が80重量%以上であることを特徴とするガラス風の透明な平板形状もしくは三次元一体形状の浴室あるいは洗面カウンタープレス成形品に関する。
(もっと読む)
帯状補強部材の製造ライン、及び帯状補強部材の製造方法
【課題】帯状補強部材3の裁断面付近の伸び、帯状補強部材3の裁断面のほつれが少なくして、帯状補強部材3の幅精度を高めること。
【解決手段】カレンダーロール装置11おける一対のカレンダーロール13,15によって帯状補強部材3を連続的に成形して送り方向へ搬送する成形工程と、カッター装置35における第1カッター回転部材37と第2カッター回転部材39を巻取り装置45の巻取り速度と同じ速度で同期して回転させつつ、成形工程において成形された帯状補強部材3を第1カッター回転部材37と第2カッター回転部材39によって上下から挟むことにより、帯状補強部材3を所定幅に連続的に裁断する裁断工程と、所定幅に裁断された帯状補強部材3を巻取り装置45によって連続的に巻取る巻取り工程と、を具備したこと。
(もっと読む)
帯状補強部材の製造ライン、帯状補強部材の製造方法、及び空気のう

【課題】空気のう1の一連の製造時間を短くして、空気のう1の生産性を高めること。
【解決手段】
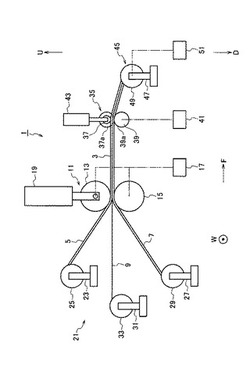
重合したゴムシート19,21と不織布シート23を上下から押圧する回転可能な一対のカレンダーロール29,31を備えてあって、帯状補強部材17を連続的に成形して送り方向へ搬送するカレンダーロール装置27と、送り方向Fからみてカレンダーロール装置27の下流側に配設されかつ帯状補強部材17に空気抜き穴17hを連続的に形成するピアッシング装置51と、送り方向Fからみてピアッシング装置51の下流側に配設されかつ空気抜き穴17hが形成された帯状補強部材17を連続的に巻取る巻取り装置77と、を具備したこと。
(もっと読む)
内装材の製造方法
【課題】 光の反射が押圧跡により適度に抑えられ、2m離れたところから見ても炭素繊維織布がよく見え、床材、壁材として好適な内装材を製造する方法を提供する。
【解決手段】 離型処理を施した平板上に、炭素繊維織布に熱硬化性樹脂を含浸したシート状中間材料を配置し、その上に厚みが10〜50μmの平滑な離型フィルムと、25〜75デニールのマルチフィラメントを打ち込み本数80〜160本/インチで製織した織布とを重ねた後、これらを通気性のないフィルムで覆い、平板と通気性のないフィルムとで覆われた内部を脱気するとともに、加熱して熱硬化性樹脂を硬化する、内装材の製造方法である。
(もっと読む)
サンドイッチパネルの製造方法
【課題】 真空圧のみによるオーブン成形でハニカムサンドイッチパネルの製造方法を提供することを課題とする。
【解決手段】 特定の熱硬化性樹脂(TS)組成物を目付Y(=0.6X〜0.8X)g/m2 に引き伸ばしたTS組成物シート(A)、補強繊維の体積含有率が50〜65体積%の複合材料とするために目付Xg/m2 のTS組成物シートが必要なシート状補強繊維基材(B)と(A)と同じTS組成物を目付X−Yg/m2 に引き伸ばしたTS組成物シート(C)とをこの順で重ね合わせ、(A)(C)を構成しているTS組成物を(B)に部分含浸し、(B)内部にTS組成物で含浸されていない部分が連続している部分含浸プリプレグ(D)を得、これを積層したプリプレグ積層体(D´)と、接着剤(E)と、ハニカム(F)とを、(D´)の(C)側表面がツールと接するように積層したのち、加熱加圧する。
(もっと読む)
繊維強化プラスチックパネルの製造方法
【課題】 真空圧のみによるオーブン成形においてFRPの製造方法を提供する。
【解決手段】 FRPの成形中に粘度が特定粘度で極小となる熱硬化性樹脂組成物を目付Y(=0.6X〜0.8X)g/m2 に引き伸ばした熱硬化性樹脂組成物シート(A)、補強繊維の体積含有率が50〜65体積%の複合材料とするために目付Xg/m2 の熱硬化性樹脂組成物シートが必要なシート状補強繊維基材(B)と(A)と同じ熱硬化性樹脂組成物を目付X−Yg/m2 に引き伸ばした熱硬化性樹脂組成物シート(C)とをこの順で重ね合わせ、前記熱硬化性樹脂組成物を(B)に部分含浸し、(B)内部に熱硬化性樹脂組成物で含浸されていない部分が連続している、樹脂含浸率10〜60%の部分含浸プリプレグ(D)を得、(D)を(C)側表面がツールに接するように積層して得られたプリプレグ積層体(D´)をツール上で加熱加圧して硬化する、FRPの製造方法である。
(もっと読む)
耐熱性プレス用クッション材の製造方法
【課題】クッション性を良好にして、圧縮永久歪みを小さくし耐久性を向上させた耐熱性プレス用クッション材の製造方法を提供することを目的とする。
【解決手段】表面層3に耐熱性繊維部材2を、中間層6に少なくとも1層の嵩高性の多重織りクロス5を配し、上記表面層3と中間層6との間および/あるいは中間層6間に、未加硫のゴム層7を介在した積層物を作製した後、この積層物を加熱下において無圧状態で放置し、ゴム層7の架橋反応が開始し始める直後に加圧して加硫し、積層一体化して耐熱性プレス用クッション材1を製造する方法である。
(もっと読む)
車両用内装品の成形方法
【課題】 表皮と芯材とを強固に固着することができる車両用内装品の成形方法を提供する。
【解決手段】表皮2が装着された下型11の成形面11aと上型12の成形面12とにより、加熱軟化された薄板状の素材4をその厚さ方向に挟持し、それによって素材4を芯材として成形するとともに、素材4と上記表皮2とを固着する車両用内装品の成形方法において、素材4として、加熱されることによって軟化するとともに、厚さが増大するように膨張するものを用いる。
(もっと読む)
成形パネル
【課題】 本発明は、反りの発生を抑え、高価な型を必要としない成形パネルを提供することを目的とする。
【解決手段】 本発明は、コア材の両側に強化繊維層を有し、この強化繊維層の外側となる一方に模様層を配し、他方に樹脂層を配した成形パネルである。
(もっと読む)
プレス成形用フィルム、プレス成形方法および回路板の製造方法
【課題】
過酷な成形条件にも耐え、良好な成形性を実現することができるプレス成形用フィルム、該フィルムを用いたプレス成形方法および回路板の製造方法を提供する。
【解決手段】
本発明に係るプレス成形用フィルム18は、被成形体を加熱プレス成形する際に、該被成形体の凹凸面に当接させた状態で、プレス板22と該被成形体との間に配置させて用いられ、超高分子量ポリオレフィンを含む層を有する。
(もっと読む)
可塑性材料の成形方法とその成形用型、及び成形用型によって成形された光学素子
【課題】材料充填時に気泡や充填不足を発生させず、かつ駄肉や廃材も発生させないようにする。
【解決手段】成形用型10は、上下に対向配置された上側成形型11、及び下側入子17を摺動自在に配置した下側成形型12を有している。そして、下側成形型12に対し下側入子17を下方に退避させた状態で、上側成形型11と下側成形型12を離間させ、キャビティ22に材料を充填する第1の工程と、上側成形型11と下側成形型12を所定隙間になるまで接近させる第2の工程と、下側成形型12に対し下側入子17を上方に移動させて材料をキャビティ22内に略均等に広げる第3の工程とを備える。
(もっと読む)
強化繊維織物とその製造方法
【課題】変形性に優れ複雑な形状に追従させることができ、かつ、その形状の保持性に優れる強化繊維織物とそれを用いたプリフォーム、繊維強化樹脂成形品、ならびにそれらの製造方法を提供する。
【解決手段】 複数本の強化繊維束を含む織物基材の少なくとも一方の表面に樹脂材料を固着させた後に、該織物基材を構成する複数本の強化繊維束の相対位置に変動を与えることで、2本以上の強化繊維束にまたがって固着している樹脂材料を該2本以上の強化繊維束の一部から剥がし、非繊維軸方向引張試験による引張歪みが1%に到達するまでの荷重の最大値が0.01〜0.75Nの範囲内の強化繊維織物とする。
(もっと読む)
耐熱性ゴムシート
【課題】 ゴムシートの加硫成形後に離型処理を行う手間を省き、ゴムシートの加硫成形と同時にその表面に離型層が形成される成形効率のよい耐熱性ゴムシート、好ましくは積層成形品製造用ダイヤフラムを提供する。
【解決手段】 未加硫のゴム層の表面にフッ素樹脂を含浸させた耐熱性繊維で構成した布層を積層し、これらを加熱加圧して加硫成形した後に、上記布層を剥離することにより上記ゴム層の表面に上記布層の目を転写して離型層を形成した耐熱性ゴムシートを得る。上記耐熱性ゴムシートを、真空雰囲気下で複数の被成形材を加熱加圧することにより積層する真空プレス機に取り付け、上記被成形材に密着加圧させるダイヤフラムとして使用する。
(もっと読む)
パール紙及びその製造方法
【課題】 従来とは全く異なる構成及び製法によって、パール光沢のコントラストが大きく意匠性に富むパール(光沢)紙、および、有価証券等に適用することで真贋判定をすることができるパール(光沢)紙を提供する。
【解決手段】 基材1上に、パール顔料3及びポリオレフィン系微粒子4を含有するパール層2を有することを特徴とする。ポリオレフィン系微粒子4がパール顔料3の反射を遮るように作用するため、この状態ではパール光沢が殆どない。一方、パール層2にホットプレスによりエンボス加工を施すと、エンボス加工部分(凹部)のポリオレフィン系微粒子4の一部もしくは全部を変性させて(溶融もしくは潰して)、パール顔料3の反射に影響を与えないようにすることができる。このようにホットプレス前はパール光沢が殆どなく、ホットプレスを行うことによりパール光沢を発現させることができるため、例えば有価証券等に適用することで真贋判定をすることができ、またパール光沢のコントラストが大きく意匠性に富むパール(光沢)紙が実現される。
(もっと読む)
靴の製造方法
【課題】靴の製造においてアッパーとソールとの間の結合を強化させて靴全体の耐久性及び防水性を向上させる靴の製造方法を提供する。
【解決手段】下面と、アッパーを用意するアッパー用意工程と、熱可塑性材からなるソールを用意するソール用意工程と、靴型と側型と下型とからなっていてそれらの組合わせによりキャビティーを形成する成形金型を用意する成形金型用意工程と、アッパーとソールとをキャビティー内に入れる成形金型入れ工程と、下型を介し、ソールを加熱して軟化させるソール軟化工程と、成形金型を型締め状態で加熱・加圧し、軟化したソールをアッパーの下面に一体的に接合する接合工程と、冷却定型工程と、靴取り出し工程とを備える。
(もっと読む)
クッション材
【課題】この発明は、圧縮特性がクラフト紙と実質的に同等で、しかも復元性が良く多数回の繰り返し使用が可能で、さらに厚さも従来と大差なくて熱伝導性も良好で、プレス成形で被成形品の中心部まで十分に加熱されるようにした多層積層回路基板の熱成形に用いるクッション材を得ようとするものである。
【課題手段】多層積層回路基板の熱成形に用いるクッション材であって、ゴムシートの片面又は両面に金属繊維の網状シートを配し、加圧成形に当たりゴムシートの加圧面のゴムの一部が変形し網状シートの網目に入り込むようにしたクッション材。
(もっと読む)
高周波誘電加熱用の電極材
【課題】 被加熱材の周面に沿うように電極材を配設することができる。
【解決手段】 電極材60は、被加熱材に高周波電圧を印加し、高周波誘電加熱をするための電極材である。電極材60は、略円筒状の加熱材の外周面を取り巻く円筒状の電極部65を有する。電極部65は、複数の軸方向に延びるスリット75を有する。このスリットにより分割された電極部65の各薄板部76はその厚さが非常に薄く可撓性を有する。各薄板部76は、径方向に押圧されると、その押圧される方向に撓みつつ、被加熱材の外周面に沿うように変形可能である。
(もっと読む)
繊維強化熱可塑性複合材料の成形方法およびその中間体
【課題】 作業性が良く、低コスト化が図れ、品質の良い製品が安定して得られる繊維強化熱可塑性複合材料の成形方法の提供。
【解決手段】強化繊維に熱可塑性樹脂を含浸したプリプレグ材料を、金型に設置する所定形状に整形する中間体を製造する。次に、中間体製造工程で製造した中間体を金型内に設置する。そして、設置工程で金型内に設置した中間体をプレスし、繊維強化熱可塑性複合材料の熱可塑性樹脂の融点より高い温度に加熱して成形した後、熱可塑性樹脂の融点より低い温度に冷却する。成形工程では、既に、強化繊維に熱可塑性樹脂が含浸しており、比較的短時間で成形を行なうことができる。また、プリプレグ材料には汎用材料があり、中間体を製造するのに加熱・溶融し、冷却・固化するという一連の成形作業がなく、コストを低く抑えることができる。
(もっと読む)
金属シートと繊維強化プラスチックの複合部材の成形方法、及び該成形に使用する金属シートと繊維強化プラスチック基材の複合基材
【課題】
本発明は、不連続繊維からなる繊維強化プラスチックの長所である、高い生産性を維持しながら、弱点とされる脆性的な破壊挙動を延性的な破壊に転換して、接合部強度、及び面外衝撃特性を向上させる同時に、従来のように、補強金属を予め最終形状に加工しておかねばならないといった、前処理工程が不要な、低コスト成形方法を提供することを課題とする。
【解決手段】
金属シートと繊維強化プラスチックの複合部材の製造方法であって、不連続強化繊維と樹脂を含む繊維強化プラスチック基材を成形型で加熱、加圧成形する工程を有し、かつ該工程では成形型間の少なくとも一部に、開口部を有する金属シートを配置し、該成形型を閉じる動きで当該金属シートを変形させると同時に繊維強化プラスチックとを一体化することを特徴とする金属シートと繊維強化プラスチックの複合部材の成形方法。
(もっと読む)
高度に成形された複合材ストリンガ用の可撓性マンドレル及び前記ストリンガの製造方法
【課題】高度に成形された複合材ストリンガ用の可撓性マンドレル及び前記ストリンガの製造方法
【解決手段】成形硬化ブロックと、該成形硬化ブロックの上に配置される第1マンドレル要素(12)とを備える航空機ストリンガ積層アセンブリ(10)が提供される。第1マンドレルアセンブリは、第1マンドレル長さに沿って形成されている複数の剛性低減第1溝(18)を有する第1バーアセンブリ(16)を含む。複数の剛性低減第1溝は、第1マンドレル要素の第1マンドレル深さを部分的に通り、第1バーアセンブリが成形硬化ブロックに順応することを可能にする。複合層アセンブリは、第1マンドレル要素上に積層され、成形複合材ストリンガ要素が作成されるように前記成形硬化ブロックに順応されて硬化される。
(もっと読む)
201 - 220 / 307
[ Back to top ]