
Fターム[4F204FQ05]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 圧縮成形装置の構成部品、付属装置 (2,193) | 金型用加圧装置、プレス (291) | 機械式(例;クランク式) (17)
Fターム[4F204FQ05]の下位に属するFターム
電動モータ駆動式 (9)
Fターム[4F204FQ05]に分類される特許
1 - 8 / 8
圧縮成形機の制御方法
【課題】 オーバロードの防止による油圧ポンプの無用な停止の回避,油圧ポンプの耐久性向上及び制御の安定化を図るとともに、油圧ポンプの小型化,コストダウン,設置スペースの縮小及び消費電力の低下を実現する。
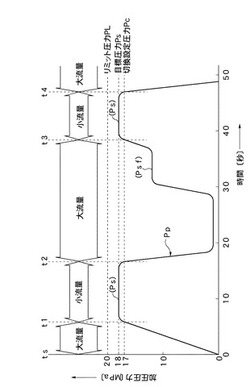
【解決手段】 油圧ポンプ3に、少なくとも大流量の固定吐出流量Qmとこの大流量よりも小さい小流量の固定吐出流量Qsを設定可能な油圧ポンプを使用し、予め、加圧工程Spにおける目標圧力Psを設定するとともに、加圧工程Spにおける加圧圧力Ppに対して固定吐出流量Qm又はQsを切換えるための切換条件を設定し、加圧工程Sp中に、加圧圧力Ppを監視し、当該加圧圧力Ppが切換条件を満たさないときは、大流量の固定吐出流量Qmに切換えて加圧圧力Ppに対する圧力制御を行い、かつ当該加圧圧力Ppが切換条件を満たしたときは、小流量の固定吐出流量Qsに切換えて加圧圧力Ppに対する圧力制御を行う。
(もっと読む)
圧縮成形封止装置

【課題】低コスト且つ簡潔な構成により、枠状金型のクランプ力の向上を図り樹脂漏れを防止することができる。
【解決手段】圧縮型の樹脂封止装置J1において、第1金型100、第2金型102側の一方または双方に設けられる枠状金型100B、102Bと、第1または第2金型100、102のいずれかを設置し、第1または第2金型100、102を対向する側へ移動させる可動プラテン112と、第1、第2金型100、102側のいずれかに設けられ、可動プラテン112の推力F0に対する反力F2を発生させる反力発生機構P1と、可動プラテン112の推力F0及び反力発生機構P1にて発生した反力F2を利用して枠状金型100B、102Bを対向する第1または第2金型100、102側へ移動させる移動力F2´を付与する移動力付与機構M1と、を備えている。
(もっと読む)
プレスシステム
本発明は、部分発泡ポリマー体を製造するプレスシステム(10、11、12、13、14)に関する。本発明によるプレスシステムは、容積可変の型キャビティ(20)と、温度制御手段(30)と、成形中の型キャビティの拡大に対して反対方向に作用するように構成されたカウンタ圧力手段(40)を有する。カウンタ圧力手段によって付与される圧力は、型キャビティの拡大に応じて増大するように構成される。本発明はまた、部分発泡ポリマー体の成形方法を提供する。 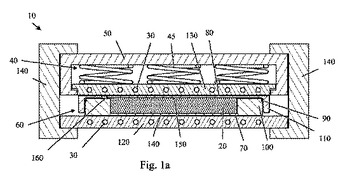 (もっと読む)
(もっと読む)
圧縮成形金型及び圧縮成形金型装置
【課題】一度に複数のキャビティ内において圧縮成形を行ないつつ、各キャビティ間に生じる圧縮圧力のばらつきを簡易な構成で精度良く抑える。
【解決手段】上金型(第1の金型)10と上金型10に対向して配置された下金型(第2の金型)20と、下金型20に備えられ、複数のキャビティの一部をそれぞれ構成する複数の押圧ブロック24と、を備え、押圧ブロック24を一対の支柱部21Bと該一対の支柱部21Bにより両持ち支持される梁部21Aとで構成される弾性支持機構21を介して下部ダイセット(ベースメンバ)40にそれぞれ独立して変位可能に連結する。ここにおいて、梁部21Aは、押圧ブロック24の載置された領域A0から支柱部21Bでの支持領域A1に向かうに従ってその断面積がより減少する形状に形成する。
(もっと読む)
樹脂封止装置及び樹脂封止方法
【課題】金型自体を大型化することなく高いクランプ圧力を確保した圧縮成形金型を提供する。
【解決手段】上型と、該上型に対向して配置され該上型に対して当接離反可能な下型110からなる圧縮成形金型100を備えた樹脂封止装置であって、下型110が、貫通孔106Aを有する枠状金型106と該貫通孔106A内を上型側に進退動可能な圧縮金型108を備え、枠状金型106を圧縮金型108から上型側へと付勢支持するばね112が配置され、枠状金型106には当該圧縮成形金型100の外部からの駆動力を受けることが可能な鍔部106Bが形成され、鍔部106Bを介して枠状金型106を上型側に付勢可能に構成する。
(もっと読む)
加圧成型装置
【課題】サイクルタイムを短くするため高速移動が必要な場合や、ワークの大型化に合わせて大出力が必要である場合でも、製造コストの高騰を抑えることができる加圧成型装置を提供する。
【解決手段】駆動機構が、可動部材に垂下されるボールねじ軸と、該ボールねじ軸の上端部位に螺合する第1ナットと、該第1ナットに回転を伝達する第1回転伝達機構と、該第1回転伝達機構を介して前記第1ナットを回転駆動させる第1駆動モータと、前記第1ナットより下方部位のボールねじ軸に螺合する第2ナットと、該第2ナットに回転を伝達する第2回転伝達機構と、該第2回転伝達機構を介して前記第2ナットを回転駆動させる第2駆動モータとからなる。
(もっと読む)
プレス装置
【課題】 型のメンテナンス性を向上させることのできるプレス装置を提供することを目的とする。
【解決手段】 加圧プレス装置2の支持台21上には、チルト支持体22が移動不能に固定されるとともに、チルト支持体23がチルト支持体22に対して、水平方向に相対移動可能に取り付けられている。型ホルダー26、27には、それぞれコア型MMおよびキャビ型FMが保持され、これらは、上端部が互いに離れる方向に倒れるように、チルト支持体22、23に対して、それぞれ回動可能に取り付けられている。これにより、チルト支持体23を移動させて、双方の型MM、FMを開閉できるとともに、型ホルダー26、27を回動させることにより、それらの型合わせ面を上方に向けることができる。
(もっと読む)
複数の作動装置を備える作動機、装置及び制御システム
プラスチック鋳造用装置は、鋳造手段(3、4)、該鋳造手段(3、4)と該作動手段(15)と該鋳造手段(3、4)との間に介在する衝撃吸収手段(17)とを動かすために配置される該作動手段とからなり、該作動手段(15)は電子機械式作動手段(26、46、62)からなり;プラスチック鋳造用装置は鋳造手段(3、4)と該鋳造手段(3、4)を動かすために配置される作動手段(15)とからなり、該作動手段(15)は電気モータ手段(41、58、47、77)と該電気モータ手段(41、58、47、77)の電気パラメータを制御するための制御手段とを備える電子機械式作動手段(26、46、62)とからなり、作動機は作動手段(1)を作動するのに適した複数の作動装置(15)と、該作動装置(15)を制御するための少なくとも1つの制御装置(18)と、該複数の作動装置(15)の少なくとも1つの作動装置(15a、15b、15c、15d、15e)へ該少なくとも1つの制御ユニット(18)を選択的に結合するために配置される切換え手段(23)とからなる。 (もっと読む)
1 - 8 / 8
[ Back to top ]