
Fターム[4F205AH43]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 用途物品 (2,778) | 土木、道路、水工(←ガードレール、道路標示板) (12)
Fターム[4F205AH43]の下位に属するFターム
Fターム[4F205AH43]に分類される特許
1 - 8 / 8
フィルム基材および接着シート
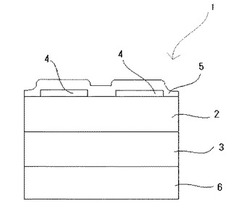
【課題】応力緩和特性に優れ、貼り付け時の微弱な力で変形し戻りがないため三次元曲面によく馴染み、貼り付け作業性に優れ、さらにワーク端面で巻き込みを要する場合も経時で浮き上がりがない、貼り付けラベルなどの装飾用接着シートに使用するフィルム基材として適したフィルム基材を提供する。
【解決手段】ウレタン変性ポリエステル樹脂、可塑剤および多官能架橋剤からなるフィルム形成用組成物を流延法により製膜して、50%伸張時応力半減期時間が10秒以内であるフィルム基材2を作製する。このフィルム基材2の一面に感圧接着剤層または感熱接着剤層1を設け、他面には印刷3などを施し、必要に応じ印刷面上に透明保護層5、接着剤層上に剥離紙6を設けることにより、装飾用接着シート1が得られる。
(もっと読む)
発光製品及びその製造方法

【課題】本発明は、遠心成形法により成形される発光性製品のカール現象を抑えるとともに、蓄光性能を向上させる白色層を発光性製品に設けることを目的とする。
【解決手段】第1の熱硬化樹脂に顔料を混合した第1の混合物を加熱しながら遠心成形することにより形成された隠蔽層と、前記隠蔽層上に、第2の熱硬化性樹脂に前記第2の熱硬化性樹脂よりも比重の大きい蓄光顔料を混合させた第2の混合物を注入し、加熱しながら遠心成形することにより得られる蓄光層と透明層とを有し、前記蓄光層が製品厚みの略中心に位置することを特徴とする。
(もっと読む)
繊維強化プラスチック製管体及びその製造方法
【課題】表面研削加工後の管体の表面にピットの発生がなく、表面品質に優れた繊維強化プラスチック(FRP)製管体及びその安定的な製造方法を提供する。
【解決手段】複数の繊維強化プラスチック層を有し、最外層30が研削用の繊維強化プラスチック層とされる繊維強化プラスチック製管体の製造方法において、最外層の研削用繊維強化プラスチック層30以外の他の繊維強化プラスチック層20は、フィラメントワインディング法にて作製し、最外層の研削用繊維強化プラスチック層30は、テープワインディング法又はシートワインディング法により作製する。
(もっと読む)
ローラゲートのFRP製主ローラ軸押え板・主ローラ軸・主ローラ軸支持板・主ローラ・サイドローラ・サイドローラ軸・サイドローラ軸支持板及びその製造方法
【課題】 ローラゲートのFRP製部品において、高い応力のかかる部品にもハンドレイアップ法によるFRP成形体を使用してローラゲートの軽量化・低コスト化を一層推し進めること。
【解決手段】 FRP製主ローラ3は回転しないFRP製主ローラ軸4に対して回転自在に取付けられており、FRP製縦桁材13にボルト固定された2枚のFRP製主ローラ軸支持板5によって水平に支持され、FRP製主ローラ軸4の他端には回転を防ぐためのFRP製主ローラ軸押え板6が、他端に設けられた切り込みに嵌め込まれて固定されている。主ローラ軸支持板5、主ローラ軸押え板6、スキンプレート7、ゴム押え板8、サイドローラ10、サイドローラ軸10a、サイドローラ軸支持板11、縦桁材13、横桁材14、ガセットプレート15は、GFRP成形体であり、主ローラ3及び主ローラ軸4のみは、より高い応力が掛かるため、CFRP成形体である。
(もっと読む)
FRP成形体の成形方法及びFRP製品並びに角落しを含む水路・河川・湖沼・海岸用FRP製品またはそのFRP製部品、並びにFRP製歩道橋またはそのFRP製部品、及び管理橋または歩道橋のFRP製踏み板
【課題】ハンドレイアップ法において、成形圧力・成形温度を高めるとともに成形速度を速めることで、FRP成形体強度の向上と成形時間の短縮を図ること。
【解決手段】型を準備して(S1〜S4)ハンドレイアップ法の工程を実施する。ガラスクロスを型内に敷いて(S5)不飽和ポリエステル樹脂・硬化剤・硬化促進剤を流し込み、作業者が塗布ロールで表面をならし(S6)、ガラスマットを積層体の上に敷いて(S7)不飽和ポリエステル樹脂及び硬化促進剤を流し込み、作業者が塗布ロールで表面をならす積層を約5分で行い(S8)、積層体が所定の厚さになるまで繰り返し約1時間で完了する。積層体の上に電気ヒータを備えたプレス機を置いて、約140℃に加熱しながらプレス機によって約0.7kgf/cm2で加圧する(S9)。積層体の内部の空気が押し出されて密な構造となり、高温で加熱されることによってより強度の高いFRP成形体となる。
(もっと読む)
水門の扉体のFRP製スキンプレート、FRP製桁材、FRP製ガセットプレート、FRP製ゴム押え板、FRP製水位調節用角落し板、FRP製扉体、水門のFRP製戸当り
【課題】 ハンドレイアップ法において、成形圧力・成形温度を高めるとともに成形速度を速めることで、FRP成形体強度の向上と成形時間の短縮を図ること。
【解決手段】 型を準備して(S1〜S4)ハンドレイアップ法の工程を実施する。ガラスクロスを型内に敷いて(S5)不飽和ポリエステル樹脂・硬化剤・硬化促進剤を流し込み、作業者が塗布ロールで表面をならし(S6)、ガラスマットを積層体の上に敷いて(S7)不飽和ポリエステル樹脂及び硬化促進剤を流し込み、作業者が塗布ロールで表面をならす積層を約5分で行い(S8)、積層体が所定の厚さになるまで繰り返し約1時間で完了する。積層体の上に電気ヒータを備えたプレス機を置いて、約140℃に加熱しながらプレス機によって約0.7kgf/cm2で加圧する(S9)。積層体の内部の空気が押し出されて密な構造となり、高温で加熱されることによってより強度の高いFRP成形体となる。
(もっと読む)
FRP成形体からなる手摺部品または手摺及びその製造方法
【課題】 加圧式ハンドレイアップ法による低コストで耐候性が高く高強度で軽く運搬・施工が容易で耐用年数も長いFRP成形体からなる手摺とその製造方法を提供すること。
【解決手段】 エルボー管2より一回り小さいPVCパイプから芯材2Aを作製し、ガラス繊維クロス2aを巻き、その上から(硬化剤及び硬化促進剤入り)熱硬化性樹脂2bを全面に塗布し、成形体2Cが所定の太さになるまで繰り返す。上型10Aと下型10Bからなる鋼鉄製の圧縮型10の内面に離型剤を塗布した後、ゲルコート剤を塗布して加熱硬化させておき、成形体2Cを下型10B内に押し込んで上型10Aを被せて、全ての突出部12A,12Bをボルト13・ナット14で止め、成形体2Cの全体を均一に圧縮して積層体2Bを硬化させた後、圧縮型10から完成したエルボー管2を取外す。チーズ管、直管も同様に製造し、これらを組み合わせてFRP成形体からなる手摺が製造される。
(もっと読む)
橋の踏み板または操作台の踏み板及びその製造方法
【課題】 FRP成形体からなる踏み板にサンドブラスト処理に使用して廃材となった研磨材等を応用して、廃材の再利用と滑り難さを有する踏み板表面の形成を図ること。
【解決手段】 予め加熱・加圧式ハンドレイアップ法によって踏み板2の寸法を有するHBRP成形体2Aを製造しておき、踏み板2の表面になる側の表層2Cを側面から切れ目を入れて剥がし、四方の側面を動かないように強く挟んで、剥がした部分2Cをクレーンやチェーンブロックの先端でクランプして機械の力で持ち上げることによって、表面層を全面に亘って剥離させる。次に、表面層が剥離されたHBRP成形体2Bの上に硬化剤・硬化促進剤入り常温硬化性樹脂20を塗布して、角が取れた砂粒21を全面に撒いて敷き詰めて、常温硬化性樹脂20を常温硬化させる。最後にエアーガンで付着しなかった砂粒21を吹き飛ばして除去する。必要に応じて、所定回数繰り返して踏み板2が完成する。
(もっと読む)
1 - 8 / 8
[ Back to top ]