
Fターム[4F205AH59]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 用途物品 (2,778) | スポーツ用具、ゲーム、玩具 (73)
Fターム[4F205AH59]の下位に属するFターム
ボール(テニスボール、バレーボール)
人形 (2)
Fターム[4F205AH59]に分類される特許
21 - 40 / 71
スプレイアップ機による繊維強化複合材料の製造方法
【課題】充填剤を高度に充填可能で、得られる成形品の空洞部が少なく且つ外観に優れる繊維強化複合材料を提供する。
【解決手段】スプレイアップ機により繊維強化複合材料を作製する工程において、シクロオレフィンモノマーと重合触媒及び強化繊維を含んでなる成形用組成物を用いる。更に、強化繊維として炭素繊維を用い、且つ重合触媒としてルテニウム系触媒、特にヘテロ環構造含有の配位子を有するルテニウム系触媒を用いることを特徴とする。
(もっと読む)
プルトルージョン成形方法
【課題】 シクロオレフィン樹脂成分の強化繊維への含浸性に優れ、しかも機械的強度と耐熱性に優れる成形品を与えるプルトルージョン成形方法を提供する。
【解決手段】 シクロオレフィンモノマー、ヘテロ環構造含有の配位子を有するルテニウム化合物である重合触媒、架橋剤、重合反応遅延剤及び架橋助剤を含んでなる硬化性組成物をアクリル系炭素繊維からなる連続炭素繊維に含浸させた後、硬化させるプルトルージョン成形方法。
(もっと読む)
フィラメントワインディング成形品の製造方法
【課題】 熱硬化樹脂の繊維材料への含浸性、室温での作業性及び生産性に優れ、且つ、粉落ち、形状崩れ等のない外観性に優れた成形品を与えるフィラメントワインディング成形方法を提供する。
【解決手段】 シクロオレフィンモノマー及びヘテロ環構造を含有する化合物を配位子として有するルテニウム触媒を含んでなる重合性組成物を、強化繊維に含浸させてなる樹脂成分含有強化繊維をマンドレルに巻き付けて加熱することを特徴とするフィラメントワインディング成形品の製造方法。
(もっと読む)
繊維強化樹脂製管状体の製造方法
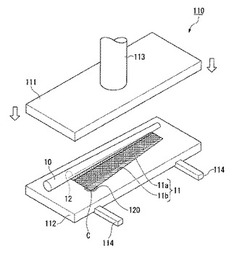
【課題】プリプレグの角部の欠けを防止することで、十分な性能を有した繊維強化樹脂製管状体を得ることのできる繊維強化樹脂製管状体の製造方法を目的とする。
【解決手段】強化繊維とマトリックス樹脂を含む繊維強化樹脂からなる四辺形のプリプレグ11をローリング板(下ローリング板112)上でマンドレル10に巻回して管状体を製造する際に、マンドレル10の外周面に、マンドレル10の軸方向に対して斜めに強化繊維が引き揃えられたプリプレグ11の1辺(巻き始め端部12)を仮止めする仮止め工程と、プリプレグ11の仮止めされていない2つの角部のうち、前記強化繊維の引き揃え方向と交差する仮止めされていない2辺で挟まれた角部Cが、ローリング板上における予め滑剤120が塗布された部分に対応するように、前記プリプレグ11をローリング板上に配置し、マンドレル10にプリプレグ11を巻回する巻回工程とを有する。
(もっと読む)
管状体の製造方法及び管状体

【課題】製造工程中において樹脂含有率を低下させうる管状体の製造方法の提供。
【解決手段】本発明は、FRP管状体の製造方法に関する。この製造方法は、マンドレル2に繊維とマトリクス樹脂とを含む繊維強化樹脂部材4を巻回して中間成形体6を得る工程、上記中間成形体6の外周面に張力を付与しつつラッピングテープ8、10を巻き付けるテープ巻き付け工程、上記ラッピングテープ8、10が巻き付けられた上記中間成形体6において上記マトリクス樹脂を硬化させる硬化工程及び上記硬化工程の後に上記マンドレル2の引き抜き及び上記ラッピングテープ8、10の除去を行って硬化管状体を得る工程を含む。上記テープ巻き付け工程は、上記中間成形体6の外周面に織物テープ8を巻き付ける第一巻き付け工程及びこの第一巻き付け工程の後に樹脂フィルムテープ10を巻き付ける第二巻き付け工程を含む。
(もっと読む)
繊維強化樹脂製筒状体の製造方法
【課題】長手方向の途中に太径部を有する繊維強化樹脂製筒状体の製造方法において、マンドレルに対する中子の形成を簡単にすると共に、繊維強化樹脂製筒状体を成形後の中子の除去を容易にし、生産性を向上するようにした繊維強化樹脂製筒状体の製造方法を提供する。
【解決手段】マンドレル1の長手方向途中に水分を含有した天然粘土2により太径の中子3を形成し、天然粘土2が固化したのちマンドレル1に中子3を被覆するようにプリプレグを巻き付けて筒状体4を形成し、プリプレグを加熱硬化させたのち筒状体4からマンドレル1を抜き取ると共に、水7を筒状体4内へ流し入れて中子3を溶解除去する。
(もっと読む)
管状プリプレグ賦形品の製造方法および繊維強化樹脂製管状体の製造方法
【課題】プリプレグの巻き忘れを防止できる管状プリプレグ賦形品の製造方法、所望の強度および剛性を有する管状体を容易に製造できる繊維強化樹脂製管状体の製造方法を提供する。
【解決手段】本発明の管状プリプレグ賦形品の製造方法は、2枚以上のプリプレグ11,12,13を巻回し、積層して、管状プリプレグ賦形品10を製造する際に、各プリプレグの、巻き方向に沿う一方または両方の縁部11a,12a,13aが露出するように積層する方法である。本発明の繊維強化樹脂製管状体の製造方法は、上述した管状プリプレグ賦形品の製造方法により製造した管状プリプレグ賦形品10を加熱硬化する方法である。
(もっと読む)
引抜成形品の製造方法
【課題】寸法精度に優れ、外観品位の高い引抜成形品を、より高い成形速度で生産性よく製造することのできる引抜成形方法を提供すること。
【解決手段】連続的に給糸した補強繊維に熱硬化性樹脂を含浸させた基材を、加熱した引抜成形用金型空間に挿通するとともに、基材に張力を加えて引き抜くことにより、繊維強化樹脂を成形する引抜成形方法であって、金型空間内での基材中の熱硬化性樹脂の反応率が50〜80%となる部分より、成形方向に垂直な金型空間の断面の面積を、基材入口側金型空間における対応する断面の面積より大きくすること、好ましくは1倍を超え1.1倍以下とすることを特徴とする、引抜成形品の製造方法。
(もっと読む)
繊維強化樹脂製の管状体の製造方法および該方法によって製造された管状体
【課題】繊維強化樹脂製管状体の軽量性を損なうことなくプリプレグの巻き剥がれを防止して強度と生産性を高める。
【解決手段】バイアスプリプレグ21、22とストレートプリプレグ23、25、27、28とフーププリプレグ24、26を芯材上にそれぞれ少なくとも1枚巻回する工程を含み、フーププリプレグ24、26のうち少なくとも1枚は、バイアスプリプレグ21、22またはストレートプリプレグ25、27からなる土台プリプレグに予め積層密着して積層体A1、A2を形成しておき、該積層体A1、A2を巻回することによって土台プリプレグ25、27と一体にフーププリプレグ24、26を巻回することを特徴とする。
(もっと読む)
ゴルフクラブ用シャフトの製造方法
【課題】本発明は、傷をつけることなく、ゴルフクラブ用シャフトからマンドレルを引き抜くことができるゴルフクラブ用シャフトの製造方法を目的とする。
【解決手段】本発明は、以下の(1)〜(6)を行うゴルフクラブ用シャフトの製造方法である。(1)プリプレグをマンドレルの太径側端部が露出するようにマンドレルに巻きつけて積層してプリプレグ積層体を得る、(2)プリプレグ積層体の末端部とマンドレルにテープ状プリプレグを巻きつけて補強部3を形成する、(3)加熱硬化して、マンドレル上に補強部3の付いたシャフトを得る、(4)マンドレルの太径側端部を通すが補強部3を通さない穴を設けた部材4を、マンドレルの太径側端部から入れ、補強部3に装着する、(5)穴を設けた部材4を支持し、前記マンドレルをシャフト1から引き抜く、(6)補強部3を含むシャフト1の末端部分を切断する。
(もっと読む)
ゴルフクラブ用シャフトの製造方法
【課題】本発明は、傷をつけることなく、ゴルフクラブ用シャフトからマンドレルを引き抜くことができるシャフトの製造方法を目的とする。
【解決手段】本発明は、以下の(1)〜(4)を順に行うゴルフクラブ用シャフトの製造方法である。(1)プリプレグをマンドレルの太径側端部が露出するようにマンドレルに巻きつけて積層してプリプレグ積層体を得る、(2)得られたプリプレグ積層体の上に熱収縮性を有するテープ状フィルムをマンドレル端部からマンドレルが露出した太径側端部も含めて巻きつける、(3)加熱硬化して、マンドレル上に、テープ状フィルムのみが巻き回された部分を有する補強部の付いたシャフト1を得る、(4)マンドレルが露出した太径側端部の上に巻かれたフィルム10を把持し、前記マンドレル2をシャフト1から引き抜く。
(もっと読む)
ゴルフクラブ用シャフトの製造方法およびゴルフクラブ用シャフト
【課題】炉落ち現象によるシャフトの品質劣化と、研磨工程における不良品の問題を解消できるゴルフクラブ用シャフトの製造方法を提供する。
【解決手段】プリプレグをマンドレル2の少なくとも一端が露出するようにマンドレルに巻きつけて積層し、プリプレグ積層体100を得る。次いで、ガラスクロスプリプレグをプリプレグ積層体及びマンドレルの露出した部分にかかるように円周方向に巻きつけて補強部3を形成する。次いで、加熱して、マンドレル上に補強部付きゴルフクラブ用シャフトを得る。次いで、ゴルフクラブ用シャフトからマンドレルを引き抜き、次いで、ゴルフクラブ用シャフトの太径側端部に補強部が5〜30mm残るように、補強部付きゴルフクラブ用シャフトの太径側端部を切断して、ゴルフクラブ用シャフトを得る。
(もっと読む)
繊維強化熱可塑性樹脂テープ製造装置及び繊維強化熱可塑性樹脂テープの製造方法
【課題】長繊維テープの製造を目的とし、繊維強化熱可塑性樹脂テープを製造する際に、毛羽に起因する工程トラブルを低減させる。
【解決手段】炭素繊維束を開繊する複数の開繊バー6と、前記開繊バーの後段に設けた毛羽吸引器8と、前記毛羽吸引器の後段に設けてなり内部に複数の摺接バー18を有する含浸ヘッド10を備える熱可塑性樹脂含浸機と、前記熱可塑性樹脂含浸機の後段に設けた引取りローラ34とを有する繊維強化熱可塑性樹脂テープ製造装置100を用いて、開繊操作で発生する毛羽を前記毛羽吸引器で吸引して除去する。
(もっと読む)
繊維強化プラスチック製管体の製造方法とその素管の研磨装置
【課題】管体の支持部材に格別の補正作業を必要とせずに、管体表面に微細ではあるが塗装後に顕在化する螺旋状の細溝が形成されず、且つ原料及び製作コスト増につながらない繊維強化プラスチック製管体の製造方法とその研磨装置とを提供する。
【解決手段】前記研磨装置は、第1駆動ロール(6) と被駆動ロール(4) とによって所定の回転速度で回転する研磨布(7) をもつ無端ベルト(8) と、同無端ベルト(8) の前記第1駆動ロール(6) と離間して配され前記繊維強化プラスチック製管体(13)の素管(13') の周面に押圧接触して駆動回転する第2の駆動ロール(5) と、前記第1駆動ロール(6) に近接して配され、素管(13') を支持する合成樹脂材料からなる支持部材(10)とを備えている。前記素管(13') の周面を、前記第1駆動ロール(6) の無端ベルト(8) の周回部分と前記第2駆動ロール(5) と前記支持部材(10)との3部材間で把持して研磨する。
(もっと読む)
繊維強化プラスチック製ゴルフクラブシャフトの製造方法
【課題】 高い先端部折損強度と捻り強度とを有し、かつ軽量であり、特にクラブヘッドの重心(スィートスポット)を外れて打撃してしまったときにも対応する優れた耐久性及びねじ切り強度を有する繊維強化プラスチック製ゴルフクラブシャフトを製造し得る製造方法を提供する。
【解決手段】
以下の工程を順に行う繊維強化プラスチック製ゴルフクラブシャフトの製造方法である。
(A)90°の補強層用プリプレグをマンドレルに巻き付ける工程(B)貼り合わせアングル層用プリプレグを巻き付ける工程(C)ストレート層用プリプレグを巻き付ける工程(D)繊維方向がマンドレルの径方向中心線に対して45°となる略台形の第1補強層用プリプレグを細径側端部〜該細径側端部から300mmの範囲内に巻き付ける工程(E)第2補強層用プリプレグを細径側端部〜該細径側端部から300mmの範囲内に巻き付ける工程(F)第3補強層用プリプレグを巻き付ける工程
(もっと読む)
多層基材およびプリフォーム
【課題】
多方向に強化繊維糸条が配向しながら曲面追従性に優れた多層基材と、それからなるプリフォームを提供する。
【解決手段】
強化繊維糸条が並列にシート状に配列されて強化繊維層を形成し、その強化繊維層の複数層が、それぞれの強化繊維層を構成する強化繊維糸条の配列方向が異なる角度で積層された状態で一体化されてなる多層基材において、(1)前記の強化繊維層を構成する強化繊維糸条の80重量%以上が強化繊維糸条を横切る方向に切断端を有すると共に、その切断端を有する強化繊維糸条の長さが10〜300mmの有限長であること、または(2)前記の強化繊維層を構成する強化繊維糸条の80重量%以上が10〜300mmの有限長の不連続繊維からなる紡績糸であって、その紡績糸の繊度が300〜5,000texであり、かつ、糸幅/厚み比が2〜20であることを特徴とする多層基材。
(もっと読む)
繊維強化樹脂製管状体の製造方法
【課題】フープ層用プリプレグを巻回する際における巻き始め端部の跳ね上がりを抑制するとともに、長さ方向に反りや曲がりの少ない繊維強化樹脂製管状体を製造する。
【解決手段】マンドレル10の軸方向にプラスの角度に強化繊維が配向したプラス層用プリプレグ11と、マイナスに配向したマイナス層用プリプレグ12と、約90°に配向したフープ層用プリプレグ13とを積層して、プリプレグ積層体14Aを調製し、これをマンドレル10に巻回する。この際、例えば、プリプレグ積層体14Aをマンドレル10に巻回した際には、プラス層用プリプレグ11が最外層となるように積層する。また、マイナス層用プリプレグ12とフープ層用プリプレグ13の各巻き始め端部12a、13aが、プラス層用プリプレグ11の巻き始め端部11aよりも後方に位置し、かつ、互いにずれるように配置する。
(もっと読む)
多軸基材の製造方法
【課題】たて糸またはよこ糸シートの層を形成する繊維糸条間の隙間(ギャップ)を形成させることなくたて糸シートを挿入・積層して交差積層できる、安価な多軸基材の製造方法を提供。
【解決手段】多数本の繊維糸条が並行にシート状に配列されて層を構成し、該層の少なくとも2層以上が層を構成する繊維糸条が交差するように積層されて積層体を構成し、該積層体の最上層にたて糸シートが配置されて一体化されてなる多軸基材の製造方法において、下記の(A)〜(C)の工程を経た後に、下記の(D)〜(G)の工程を順に経る多軸基材の製造方法。(A)たて糸シート形成工程、(B)よこ糸シート形成工程、(C)たて糸シート再形成工程、(D)たて糸シートの層とよこ糸シートの層を、交差積層する工程、(E)積層体の最上層に配置されているたて糸シートを、さらに開繊する工程、(F)積層体を一体化し多軸基材とする工程、(G)コアに巻き取る巻取工程。
(もっと読む)
部分含浸プリプレグとそれを用いた繊維強化複合材料の製造方法
【課題】容易に脱気が可能で、ボイドの少ない大面積の繊維強化複合材料を生産性良く製造することが可能な、部分含浸プリプレグを提供すること。
【解決手段】25℃での粘度が100Pa・S以上である液状エポキシ樹脂(A)と、25℃で固体であるエポキシ樹脂(B)と、ジシアンジアミド硬化剤(C)とを必須成分として含むエポキシ樹脂組成物であって、樹脂組成物の25℃での粘度が5×105Pa・S以上であり、樹脂組成物の硬化開始温度が100〜120℃の範囲にあり、且つ、その時の粘度(最低粘度)が0.1〜2Pa・Sの範囲にあるエポキシ樹脂組成物を、強化繊維基材に部分的に含浸せしめてなる部分含浸プリプレグ。
(もっと読む)
繊維強化樹脂製管状体の製造方法
【課題】マンドレルの外周面に仮止めされたプリプレグの巻き始め端部における強化繊維の配向状態の乱れを防ぐ方法の提供。
【解決手段】強化繊維とマトリックス樹脂を含む繊維強化樹脂からなる管状体の製造方法であって、マンドレル10の外周面に、マンドレル10の軸方向に対して斜めに強化繊維が引き揃えられたプリプレグの巻き始め端部12を配置する配置工程と、配置された巻き始め端部12に直に加熱板を摺動させて、該巻き始め端部12を外周面に熱圧着し、仮止めする仮止め工程と、仮止めされたプリプレグを外周面に巻回する巻回工程とを有する方法であり、仮止め工程では、巻き始め端部12における強化繊維の引き揃え方向に沿って加熱板を摺動させる。
(もっと読む)
21 - 40 / 71
[ Back to top ]