
Fターム[4F205AM19]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 成形装置、成形操作のその他の特徴 (994) | 成形装置の管理(←方法も) (21)
Fターム[4F205AM19]の下位に属するFターム
複数の成形装置の管理(←群制御) (3)
自動診断 (3)
評価テスト、シミュレーション、設計 (2)
Fターム[4F205AM19]に分類される特許
1 - 13 / 13
環状バンドの移動方向制御装置、流延設備、及び溶液製膜方法
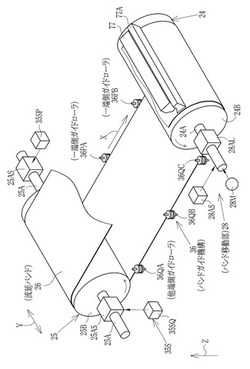
【課題】移動する環状バンドをより確実に環状路内に収める。
【解決手段】環状の流延バンド26は水平ドラム24、25に掛け渡される。水平ドラム24はモータ24Mにより回転する。流延バンド26は、水平ドラム24、25の周りに形成された移動路26R上を循環移動する。バンドガイド機構36は、一端側ガイドローラ36PA〜36PBと他端側ガイドローラ36QA〜36QCとを有する。一端側ガイドローラ36PA〜36PBは、移動路26Rのうち下方部分のY方向一端側に配される。他端側ガイドローラ36QA〜36QCは、移動路26Rのうち下方部分のY方向他端側に配される。
(もっと読む)
環状バンドの移動方向制御装置、環状バンドの移動方向制御方法、流延設備、及び溶液製膜方法

【課題】環状バンドの移動方向を容易に制御する。
【解決手段】環状の流延バンド26は、テンションがかかった状態で水平ローラ24、25に掛け渡される。水平ローラ24は、モータ24Mにより、回転する。流延バンド26は、水平ローラ24、25の周りに形成された移動路を、循環移動する。水平ローラ24と水平ローラ25との間には、流延バンド26のY方向一端部を冷却する冷却部61Pと、流延バンド26のY方向他端部を冷却する冷却部61Qとが設けられる。また、制御ユニット67は、検知センサ65PB・65QBにより、流延バンド26が移動路から外れた方向を検知する。更に、制御ユニット67は、流延バンド26のうち移動路から外れた方向の端部を、外れた方向と反対側の端部よりも優先的に冷却する。
(もっと読む)
溶液製膜設備のバンド位置制御装置及び方法
【課題】バンドの蛇行を精度良く迅速に抑える。
【解決手段】第1ドラム21と第2ドラム22との間にバンド23を掛け巡らす。第1ドラム21をモータ29により回転させ、バンド23を第1方向Aに走行させる。第1ドラムBEPセンサ41により、第1ドラム21近くでバンド23の一方のエッジ位置をバンド幅方向である第2方向Bにおいて検出する。第1ドラム21と第2ドラム22との間で第1ドラム21の近くにステアリングロール40を設ける。ステアリングロール40を下側バンド23Bの内周面23Cに接触させる。第1ドラムBEPセンサ41のBEP信号に基づきステアリングロール40を第2方向で傾斜させ、バンド23の蛇行を抑える。
(もっと読む)
溶液製膜設備のバンドエッジ位置制御装置及び方法
【課題】流延開始時のバンドの蛇行を確実に抑える。
【解決手段】第1ドラム21と第2ドラム22との間に駆け巡らしたバンド23を、モータ29により回転する。第2ドラムBEP(バンドエッジ位置)センサ45により、第2ドラム22近くでバンド23の一方のBEPを第2方向において検出する。第2ドラムBE移動速度検出部により、第2ドラム22におけるBE移動速度Ve1を求める。BE移動速度Ve1が0となるように、第2ドラム位置指令制御器により、シフト機構41R,41Lを作動させる。バンド23のテンションをテンションセンサにより検出する。テンションセンサのテンション信号に基づき、テンションが一定になるように、第2ドラム位置指令制御器によりドラム位置信号を求める。求めたドラム位置信号に基づきシフト機構を作動させる。
(もっと読む)
溶液製膜設備のバンド位置制御装置及び方法
【課題】バンドの蛇行に起因するストレスを抑え、バンドの寿命を長くする。
【解決手段】第1ドラム21と第2ドラム22との間に駆け巡らしたバンド23を、モータ29により回転する。第2ドラムエッジセンサ45により、第2ドラム22近くでバンド23の一方のエッジ位置を第2方向において検出する。第2ドラムエッジ移動速度検出部により、第2ドラム22におけるエッジ移動速度Veを求める。エッジ移動速度Veが0となるように、第2ドラム位置指令制御器により、シフト機構41R,41Lを作動させる。エッジ移動速度Veに着目してこのエッジ移動速度Veが0となる方向に第2ドラム22の位置を制御する。第2ドラム22上でバンド23が第2方向へ移動することが抑えられる。バンド23へのストレスが少なくなり、バンド23の寿命が長くなる。
(もっと読む)
プロセス設備の設計支援システム及び設計支援方法
【課題】プロセス設備の設計を効率的且つ最適に行うことを可能とするプロセス設備の設計支援システム及び設計支援方法を提供することを目的とする。
【解決手段】システム検討フロー作成部40において、機器仕様データ及び用役仕様データを設定してシステム検討フローを作成した後、エネルギフロー作成部42において、プロセス設備のシステムを構成する機器による交換熱量を算出し、システム検討フローに対して交換熱量、機器仕様データ及び用役仕様データを設定したエネルギフローを作成する。作成されたエネルギフローは、表示部54に表示される。
(もっと読む)
フィラメントワインディング自動化システム
【課題】生産効率の向上及び低コスト化を可能とする。
【解決手段】ヘッド部12、13から繰り出される繊維束RをマンドレルM1に巻付ける巻付け装置と、巻付け前のマンドレルを巻付け位置に設置し、巻付け後のマンドレルを巻付け位置から排出する設置・排出装置5と、繊維束を保持して、巻付け後のマンドレルから巻付け前のマンドレルM1に受け渡す受渡装置3と、繊維束を切断する切断装置とを備え、受渡装置は、巻付け後のマンドレルから巻付け前のマンドレルに繊維束を受け渡す受渡リング31、32を含み、巻付け後のマンドレルの軸方向端部に当接する先の受渡リングと、次に巻付け位置に設置される巻付け前のマンドレルのための後の受渡リングとを有し、先の受渡リングと後の受渡リングとを連結手段を介して軸方向に連結し、後の受渡リングに繊維束を巻付けた後、先の受渡リングと後の受渡リングとの間で、繊維束を切断し、巻付け後のマンドレルを排出するフィラメントワインディング自動化システム。
(もっと読む)
マンドレルの搬送装置
【課題】周辺他物に接することなく確実にフィラメントワインディング装置に対する搬送動作を行うことができるマンドレルの搬送装置を、低コストに提供する。
【解決手段】搬送装置は、所定間隔を置いて設置された一対のコンベアユニット7・8を含む。各コンベアユニット7(8)は、原動機9からの駆動力を受ける原動プーリ16と、原動プーリ16に対応して配置される従動プーリ17と、両プーリ16・17に巻き掛けられる無端ベルト18とを含む。無端ベルト18の外周面に、マンドレルMの軸方向両端のそれぞれに固定された軸状の取付治具4を保持して、マンドレルMを両持ち状に支持するための保持具21が設けられている。保持具21は、無端ベルト18の外周面に等間隔に設置されており、両コンベア7・8の無端ベルト18が同期回転されることで、水平姿勢を維持しながらマンドレルMを搬送できる。
(もっと読む)
溶液製膜設備のドープ流量切り替え方法及び設備並びにポンプ切り替え方法
【課題】複数のポンプを切り替える際に、吐出圧力の変動を抑えつつ一定流量のドープを連続的に供給する。
【解決手段】入口配管26は二つの配管26a,26bに分岐する。配管26a,26bは出口配管27に接続する。配管26a,26bには第1,第2送液ポンプCP1,CP2が設置される。出口配管27には第1圧力センサPS1が設置される。戻し配管28は第1圧力センサPS1の上流側の出口配管27から分岐し、入口配管26に接続する。戻し配管28には第1バルブCV1が設置される。第1バルブCV1は、第1圧力センサPS1が検出した圧力値に基づいて、PID制御される。配管26a,26からのドープ31が略一定となるように、使用中の第1送液ポンプCP1の吐出量を減少させつつ、切り替え対象の第2送液ポンプCP2の吐出量を増加させることによって、第1送液ポンプCP1から第2送液ポンプCP2に切り替える。
(もっと読む)
フィラメントワインディング方法および装置
【課題】破壊試験に頼ることなく品質の良否を的確に判断することができるようにし、もって品質管理に要するコスト負担の低減に大きく寄与するフィラメントワインディング方法および装置を提供する。
【解決手段】樹脂を含浸させた繊維束2を、その巻出し量および張力を制御しながら被巻付け部材に巻付けるフィラメントワインディング方法、装置において、前記繊維束2を被巻付け部材に繰出す巻付けローラ51を支持するブラケット50に、巻付けローラ51から繰出された繊維束2の幅を検出する幅センサ(光センサ)67を設け、フィラメントワインディング方法の実行中、該幅センサ67により、空孔の発生と密接に関係する繊維束2の幅を連続して測定し、その測定結果を記録した繊維束幅線図に基づいて、品質の良否を判定する。
(もっと読む)
成形型の温度予測方法
【課題】成形型を熱風で加熱して成形する際、熱風の吹き出し量及び向きを調整する吹き出し調整手段の調整を効率良く行う、成形型の温度予測方法を提供する。
【解決手段】予め成形型1の形状や風速と温度との関係式などのバックデータを入力するステップと、成形型1近傍を含めて加熱炉10内の任意の点での風速を気流解析により算出する風速算出ステップと、風速算出ステップにより求めた任意の点での風速のうち成形型1近傍の風速に基づいて風速−温度の関係式から成形型1の表面温度を算出する温度算出ステップとを順次行い、温度算出ステップで算出した表面温度が成形型で均一分布となるまで風速算出ステップに戻り、加熱炉10内に導入する熱風の総量及び向きを調整して気流解析を行う。
(もっと読む)
フィラメントワインディング装置
【課題】フィラメントワインディングにおいて、専用の装置を用いることなく、樹脂含浸繊維の張力の測定を可能とすることである。
【解決手段】フィラメントワインディング装置10は、カーボン繊維30をセットし巻き出しを行うクリールスタンド14と、巻き出されたカーボン繊維30に樹脂を含浸させ、樹脂含浸繊維32として供給するレジンバス16と、樹脂含浸繊維32を揃えてライナー20に沿って巻き付けるアイクチ案内部18とを含んで構成される。ここで、アイクチ案内部18は、さらに、樹脂含浸繊維32に張力を与える張力ローラが受ける反力を検出する機能を有する。検出された反力は樹脂含浸繊維32の張力に相当する。
(もっと読む)
溶液製膜設備及び溶液製膜方法
【課題】 流延膜の剥取位置を安定させ、面状故障を発生させずに薄手フイルムを高速で安定して製造することが可能な溶液製膜設備及び溶液製膜方法を提供する。
【解決手段】 撮像装置100a,100bは、流延バンド53から剥ぎ取られる流延膜59の剥取ライン両端を撮像し、画像処理回路を介してコントローラに画像データを出力する。コントローラは、2つの画像データに基づいて、剥取ライン両端位置の平均値を算出して、剥取位置Pを特定する。コントローラは、剥取位置Pがコントローラ内に記憶された所定範囲d内にあるか否かを判定する。剥取位置Pが所定範囲dの範囲外である場合、コントローラ106が、剥取位置Pが所定範囲d内になるように、各装置を制御して工程条件を変更する。これにより、剥取位置Pの変動量が少なくなって流延膜59の剥取位置が安定する。
(もっと読む)
1 - 13 / 13
[ Back to top ]