
Fターム[4F205HC18]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック成形用繊維補強材 (2,265) | 繊維補強材の材質 (1,296) | 無機繊維(←ウィスカー) (1,016) | 金属繊維(←ボロン繊維) (67)
Fターム[4F205HC18]に分類される特許
61 - 67 / 67
コード−ゴムコーティング反の製造方法
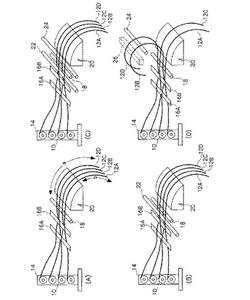
【課題】簡単な工程で、得られるコード−ゴムコーティング反の反りの発生が効果的に抑制され、製造適性に優れたコード−ゴムコーティング反の製造方法を提供する。
【解決手段】複数のリール10に巻き付けられた複数本のスチールコード12A、12B、12C、12Dを引き出し、整列させてゴムで被覆するコード−ゴムコーティング反の製造方法であって、複数のリールから引き出された複数本のスチールコード12A、12B、12C、12Dの一部を、他のスチールコードと異なる曲がり状態で固定化する工程を含むことを特徴とする。この工程は、例えば、複数本のスチールコード12A、12B、12C、12Dを引き出し、台20上に配置してコード曲がりを下向きにそろえる工程と、曲がりを下向きにそろえたコードの一部12B、12Dを横棒24を用いて上向きに反らせて一部のコードの曲がり方向を異なる方向にした後、全てのコードを固定プレート28で押さえ、コードの曲がり方向が互いに異なる状態のままゴムプレート30で固定化することで実施される。
(もっと読む)
ゴムシートの製造方法

【課題】 櫛歯ロールからのスチールワイヤの飛び出しを抑制して、作業性よくゴムシートを製造する。
【解決手段】 複数本のスチールワイヤ12を束ねてガイド板20に引き揃え、次いで櫛歯ロール22に導いた後にカレンダー処理を施してゴムシート26を製造する方法であって、前記複数のスチールワイヤ12を前記櫛歯ロール22に導く前に、該複数本のスチールワイヤ12の端部側の少なくとも一部に対して撚り合わせを行う。
(もっと読む)
ゴム製筒体
【課題】厚肉化することなく、より大きなトルクを伝達可能なゴム製筒体を提供する。
【解決手段】複数の補強コード4a、4bを略平行に並べて、補強コード4a、4bの束を構成する。補強コード4a、4bの束を、ゴム製筒体1を構成するゴム膜2の両縁部で折り返して螺旋状に折り畳む。外層側の補強コード4aと内層側の補強コード4bとが連続して、構造上の弱点としてのコードエンドがなくなる。ゴム膜2を厚肉化することなく、ゴム製筒体1の強度および耐久性が高まる。
(もっと読む)
改良コア材料
本発明は、密閉金型システム、ハンドレイアップ適用および/またはスプレーアップ適用での使用に適する、好ましくは、1バールの圧力において30%より大きい圧縮抵抗性を有する、ドレープ可能なコア材料であって、ウェブ内にフォーム構造を含有する少なくとも一つの繊維質ウェブを基材としており、前記フォーム構造が多数の部材から形成されており、それら部材は樹脂に対して透過性である流路によって相互に分離されている、前記コア材料に関する。さらに、本発明はかかるコア材料を含む積層物、コア材料の製造方法、およびかかる積層物の製造方法に関する。  (もっと読む)
(もっと読む)
アルミニウム導体複合コア補強ケーブルおよびその製造方法
本発明は、アルミニウム導体複合コア(ACCC)補強ケーブルおよびその製造方法に関する。ACCCケーブル(300)は、外部フィルム(305)およびアルミニウム導体(306)の少なくとも1つの層で囲まれている複合コアを含む。複合コア(303)は、1つまたは複数のマトリックス材料内の少なくとも1つの繊維タイプから複数の繊維を含む。本発明によれば、B−ステージングおよび/またはフィルム・コーティング技術のようなユニークな処理技術を、数十cm/分から18m/分またはそれ以上に生産速度を増大するために使用することができる。 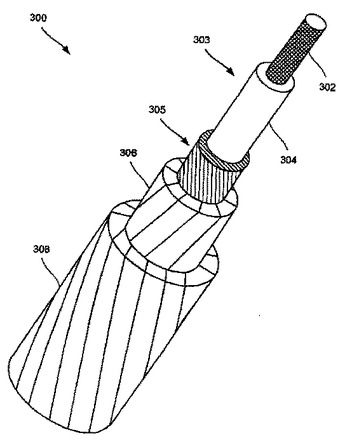 (もっと読む)
(もっと読む)
湿式使用チョップドストランドを使用した熱可塑性組成物の開発
湿式使用のチョップドストランドガラスを使用する熱可塑性複合材(295)を形成するための方法が提供される。湿式チョップドストランドガラス繊維のような湿式補強繊維が、該繊維を第1のオープナー(210)、コンデンサ(220)、および任意に第2のオープナー(230)に連続的に通すことによって開かれる。この開かれた補強繊維は樹脂(240)と混合され、第1のシート形成器(270)に移送される。樹脂は、好ましくはポリプロピレン繊維である。高い構造的一体性を有する最終複合材を形成するために、任意の第2のシート形成器を使用してもよい。得られたシートは、機械的強化のために、針穿刺フェルト製造機に通されてもよい。次いで、該シートは、補強ガラス繊維および樹脂を結合させるために熱結合装置(290)に通される。熱結合装置を出て行く複合材製品は、続いて、複合材物品を製造するためのモールドプロセスにおいて補強剤として使用することができる。 (もっと読む)
長繊維で強化された熱可塑性樹脂長尺体の製造装置
【課題】 長繊維強化樹脂長尺体製造時の毛羽又は毛玉発生阻止手段開発。
【解決手段】 開繊含浸槽Vの下流端壁Vdに穿設された賦形ノズル1の縦断面形状を上流側から円錐部11及びそれに続く円筒面のランド部12で形成させ、円錐部内壁面11iの頂角(α)を15〜35度に、ランド部長を1〜5mmに、下流端壁Vd厚を5〜30mmにそれぞれ設定する。供給機構(不図示)から溶融樹脂を樹脂導入口Vi経由で導入し、連続繊維束Fを上流端壁Vu又は天板Vt上流域に開設された繊維束導入口Vuf又はVtf経由で導入し、それを本装置V内の開繊架設体RPで開繊しながら開栓体間に樹脂を含浸させ、これを賦形ノズル1で絞りながら本装置Vから下流側へ引出し装置(不図示)で引出して長繊維強化樹脂長尺体Sを得る。
【効果】 開繊含浸装置Vに穿設された賦形ノズル1の出口周囲には毛玉も毛羽等も殆ど発生しなかった。
(もっと読む)
61 - 67 / 67
[ Back to top ]