
Fターム[4F205HC18]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック成形用繊維補強材 (2,265) | 繊維補強材の材質 (1,296) | 無機繊維(←ウィスカー) (1,016) | 金属繊維(←ボロン繊維) (67)
Fターム[4F205HC18]に分類される特許
21 - 40 / 67
繊維強化プラスチック製構造物の成形法、及び、繊維強化プラスチック製構造物
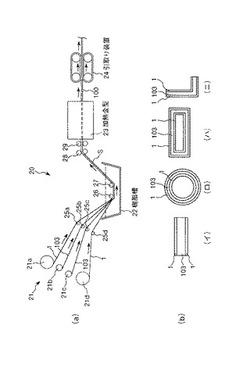
【課題】引抜き成形法、ハンドレイアップ法、RTM法、ホットプレス法
などの成形法において、繊維強化プラスチック製ストランドシートを用いることにより、今まで得ることのできなかった引張強度、引張弾性率、圧縮強度、圧縮弾性率、曲げ強度、曲げ弾性率等の機械的物性を向上させることができる。
【解決手段】繊維強化シートを複数枚積層して、引抜き成形法、ハンドレイアップ法、レジントランスファーモールディング法、又は、ホットプレス法により繊維強化プラスチック構造物を成形する成形法において、構造物100の成形時に、繊維強化シート103を複数枚積層して形成される基体101の外表面に、複数本の繊維強化プラスチック線材2を長手方向に引き揃えて有する繊維強化プラスチック製ストランドシート1を少なくとも1枚配置し、前記成形法で成形される樹脂を用いて同時成形する。
(もっと読む)
細線をゴム異形部分中に埋め込む装置及び方法
本発明は、細線(F)をゴム異形部分(P)中に所与の方向で埋め込む装置であって、上昇位置と下降位置との間で往復直線運動状態でフレーム(1)上で走行することができる可動取付け具(2)に取り付けられたフレームに取り付けられていて、細線を連続的に供給する手段(4)を有し、可動取付け具は、頂部(21)及び底部(22)を有し、頂部(21)と底部(22)との間には、細線(F)を案内するようになったダクト(25)が形成され、チャネル(53)を備えた中空ニードル(5)を有し、細線(F)は、チャネル(53)内を動くことができ、ニードルは、ダクト(25)の連続体をなした状態でその端部(51)の一方の端部が可動支持体(2)の底部(22)に取り付けられ、ニードルは、その他端部にゴム異形部分(P)を穿通することができる先端部(52)を有し、フレーム(1)に取り付けられた切断手段(3)を有し、切断手段は、ニードルが上昇位置にあるとき、ニードルの各往復運動サイクル時に細線(F)をニードルの先端部から所与の距離のところで切断することができる切断ワイヤ(34)を備えた回転ブレード(30)を有するよう構成された装置に関する。切断手段(3)は、ブレードの切断ワイヤ(34)の後ろに配置され、細線をブレード(30)によって切断した直後にプライマーをニードルの先端部(52)の回りに折り曲げるようになっているパドル(32)を含む。  (もっと読む)
(もっと読む)
地面覆い構造体、その製造装置及び製造方法

【課題】本発明は、既知の構造体の欠点を解決し、簡便かつ安価に製造でき、操作者が容易かつ安全に設置可能で、使用中の信頼性が高い地面覆い構造体を提供するものである。
【解決手段】
本発明は、格子状補強部材(10)用の入口領域及び出口領域と、前記入口領域から前記出口領域への所定経路に沿って、動作中に前記格子状補強部材(10)を移動するように設計された移動手段(4)と、流体状である糸状のプラスチック材料(7)を前記格子状補強部材(10)に供給する供給手段(11)と、動作中に前記糸状のプラスチック材料(7)を冷却し、前記格子状補強部材(10)上に絡まったプラスチック構造体を形成する冷却手段(2,3)と、を備える。前記入口領域及び前記出口領域は、前記供給手段(11)に対する前記所定経路に沿って互いに逆側に配置されていることを特徴とする。
(もっと読む)
翼構造の成形方法
【課題】組立コスト、部品点数、重量の削減が可能な翼構造の成形方法を提供する。
【解決手段】複数の中空構造物用プリプレグ成形体が、予め金属製中子型としての前縁型31、後中間型39上に成形された前縁用プリプレグ成形体25、後中間用プリプレグ成形体27と、予めシリコン製中子型としての前中間用シリコン製中子型35、後縁用シリコン製中子型51上に成形された後にこの前中間用シリコン製中子型35、後縁用シリコン製中子型51が脱型されるとともに前縁用プリプレグ成形体25、後中間用プリプレグ成形体27に隣り合うように配置された前中間用プリプレグ成形体26、後縁用プリプレグ成形体28とでされ、前中間用プリプレグ成形体26、後縁用プリプレグ成形体28にチューブバッグ85,86を挿入する工程と、翼構造の一体成形後に前縁型31、後中間型39を脱型する工程とを含む。
(もっと読む)
長尺状成形物の成形方法
【課題】成形精度を高めるとともに分割型の脱落を防止することが可能な長尺状成形物の成形方法を提供する。
【解決手段】後中間型39が、複数の分割型としての中間上型41、中間中型42、中間下型43で構成され、これらの中間上型41、中間中型42、中間下型43同士の合わせ面に長尺方向に延びる一対のキー溝41c,42c,42d,43cが形成され、これらのキー溝41c,42c,42d,43cに長尺状の中間型用キー45,45が嵌め合わされることで、中間上型41、中間中型42、中間下型43同士の位置決め及び結合が行われる。
(もっと読む)
ゴムシートの製造装置及び製造方法
【課題】均一な間隔を持った無撚り束コード入りゴムシートを製造すること。
【解決手段】コード供給装置から供給されるコードCにゴムG、G2をトッピングしてコード入りゴムシートSを製造する装置であって、供給される前記コードを水平に並べて複数本毎に束ねた無撚り束状コードを形成すると共に、形成された束状コード間の間隔が一定になるように位置規制して案内するガイド溝20Aを有するガイドローラ20と、ガイド部材から給送される束状コードにゴムG1、G2をトッピングする圧延ローラ30B、31Bと、を有する。
(もっと読む)
落雷保護を有する構造物の形成方法
落雷保護を有する構造物(20,120,220)を形成する方法であって:
少なくとも1つの構造層(60,160,260)を付与する工程;
少なくとも1つの補強層(40,140,240)に配置された少なくとも1つの落雷保護ストリップ(50,150,250)を得る工程;
前記少なくとも1つの補強層(40,140,240)に配置された前記1つの落雷保護ストリップ(50,150,250)を、前記少なくとも1つの構造層(60,160,260)へ付与する工程;そして
前記少なくとも1つの構造層と、落雷保護ストリップと、補強層とから構造物を形成する工程;
を含む、前記方法。少なくとも1つの落雷保護ストリップは、第1材料を含み、そして、少なくとも1つの補強層は、前記第1材料とは異なる材料の第2材料を含む。或る実施態様において、前記方法は、ファイバープレイスメント装置と、テープ敷設装置と、同様の自動製造装置との少なくとも1つを使用して、落雷保護を有する複合構造物を自動的に形成する。 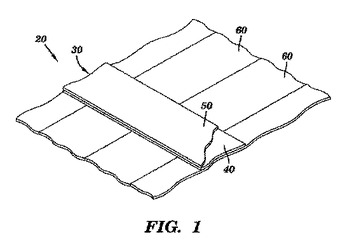 (もっと読む)
(もっと読む)
タンクおよびその製造方法
【課題】フープ層に生じうる段差に起因してヘリカル層が損傷するという事態を抑制する。
【解決手段】タンクのFRP層が、ライナ20の外周に繊維束70が巻回されて形成されるヘリカル層と、段差抑制部材を含むフープ層とから形成されている。段差抑制部材は例えばシート繊維71であり、この場合、FRP層は、ライナ20の外周に繊維束70が巻回されて形成されるヘリカル層と、該ヘリカル層とともに積層されたシート繊維71からなるフープ層とから形成されている。シート繊維71からなるフープ層が、ヘリカル層の少なくとも一つに対して内層側と外層側とに設けられて当該ヘリカル層を挟んでいることが好ましい。
(もっと読む)
複数のファイバ相互混合層を備えてなる複合体製フライホイールリムならびにその製造方法
【課題】応力や歪みに耐え得る複合体ベースのリムを提供すること。
【解決手段】複合体ベースのリム(100)であって、複数のファイバ層(110〜140)を具備してなり、その中の少なくとも1つの層が、少なくとも1つの低弾性率ファイバと高弾性率ファイバとから形成されたファイバ相互混合層とされ、低弾性率ファイバの弾性率が、高弾性率ファイバの弾性率よりも、少なくとも34500MPa(5Mpsi)だけ小さく、各層のフープ応力に対する強度が、最内層(110)から最外層(140)に向けて、各層ごとに順次的に増大しており、少なくとも1つのファイバ相互混合層のフープ応力に対する強度が、このファイバ相互混合層の全体にわたって実質的に一様なものとされている。
(もっと読む)
車両用ボディシェル構造及びその製造方法
本発明は、車両用ボディシェル構造の製造方法に関し、硬化可能なマトリクス材料を入れ込まれた平坦な布製の支持エレメントが準備され、この支持エレメントは、強化/成形エレメントの対応する位置決め後に、少なくとも1つのシェル中子の周囲に成形され、続いてマトリクス材料が硬化される。少なくとも1つのシェル中子を取り除くと、溶接接合の一体型ボディシェル構造ができる。本発明は、さらに、本方法によって製造されたボディシェル構造に関する。 (もっと読む)
複合材料で被覆した基質および成形可能な複合材料
【課題】複合材料で被覆した基質および成形可能な複合材料を提供する。
【解決手段】成形可能な複合材料は複合材料の断片、すなわちそこに埋め込まれた繊維を有するポリマー・マトリックス材料の断片を有している。改良された基質は、基質を提供することと当該基質の上に被覆材を適用することによって提供される。当該被覆材は複合材料の断片を有する。第1の建築部材の付着領域の上に被覆材を適用し、当該被覆された付着領域に留め具を適用することによって、第1の建築部材を第2の建築部材にしっかりと固定することができる。
(もっと読む)
複合体風力タービンタワー
【課題】 複合体風力タービンタワー(104)、複合体風力タービンタワー(104)を製造する方法、および複合体風力タービンタワー(104)を形成する装置を提供する。
【解決手段】 タワー(104)は、各々がマトリックス材料と、該マトリックス材料内に配置された複数の強化用繊維(401)を有する第1層(501)および第2層(701)を備える。タワー(104)は、第1層(501)と第2層(701)の中間に配置されたコア層(601)をさらに備える。タワー(104)は、現場で部分的または完全に製造することができる。
(もっと読む)
ゴム−コード複合体の製造方法
【課題】波形の補強コードを持つゴム−コード複合体を容易に製造可能とする。
【解決手段】複数本の補強コード2を平行に引き揃え未加硫ゴムを被覆してなる帯状体1を、支持体10上に、該支持体の走行速度よりも速い速度で送り出し、支持体10に設けた係合部材12によって、帯状体1を長手方向Lに間隔をおいて支持体10上に接地させることで、該帯状体1を側面視で波形に形成する。この側面視波形の帯状体1を、圧延板20を用いて、その幅方向における一方側Wに複数本の補強コード2を倒すように押さえることで平面状に形成する。これにより、複数本の補強コード2が帯状体1の平面視で波形に配設されたゴム−コード複合体が得られる。
(もっと読む)
タンクの製造方法及びタンク
【課題】繊維の巻き付け工程を簡略化できるタンクの製造方法を提供する。
【解決手段】タンク1の製造方法において、口金部3、4が取り付けられたライナ2の外周面に繊維Fを巻き付けて、ライナ2の外層に繊維強化樹脂層を形成する工程を有する。前記繊維強化樹脂層を形成する工程では、繊維Fの巻き始めの先端部Faを、口金部3の外周面に設けられた金属端子3aに固定し、その後ライナ2の外周面に繊維Fを巻き付ける。
(もっと読む)
繊維巻き付け装置及び繊維巻き付け方法
【課題】口金部への繊維の巻き付けをやり直すことなく、タンクへの繊維の巻き付け処理を単純化できる繊維巻き付け装置を提供する。
【解決手段】タンク2を回転させて、タンク2の外周面に繊維を巻き付ける装置1において、タンク2の回転軸方向の一方の一の側面に被せられるキャップ部32と、キャップ部32に取り付けられ、キャップ部32がタンク2の一の側面に被せられた状態でタンク2の外周面の繊維を押さえる繊維押さえ部33と、キャップ部32をタンク2の一の側面に対して回転軸方向に進退させて、キャップ部32をタンク2の一の側面に対して脱着自在とするキャップ部移動機構34と、を有する。
(もっと読む)
深海探査用ビークルの耐圧容器
【課題】本発明は、高耐座屈性と高比強度とを有する外圧用の耐圧容器とその製造方法を提供するものである。
【解決手段】両端の開口部を鏡板により閉止した円筒形状の金属製コア材の外周面に繊維強化樹脂層を一体的に形成し、更に前記コア材の外周面に、コア材の軸方向に所定間隔で複数の円環状の突条体を一体的に形成し、前記繊維強化樹脂層は、長繊維が一方向に揃えられ、かつ熱硬化樹脂含浸させ、半硬化状態のプリプレグシートを使用し、前記プリプレグシートを前記コア材の円筒状外周面を一周分覆う長さに切断してプリプレグシート片を形成し、前記プリプレグシート片は、繊維の長さ方向に対して傾斜しあるいは直交して切断されており、前記コア材の外周面に前記シート片を巻回して積層する際に、下層のシート片と上層のシート片の繊維方向は、互いに交差して積層されている。
(もっと読む)
力の伝達及び応力を最適化した繊維配向をもつ繊維複合中空体の製造方法
繊維複合中空体、特に中空の車両用繊維複合部品の製造方法であり、
a)後に空洞部となる消失型へエンドレス強化繊維を取り付け固定する工程、ここで、製造するべき繊維複合中空体に対して繊維材料は、力の伝達及び応力を最適化した状態に構成されている、工程、
b)硬化性樹脂によって強化繊維を含浸する工程、
c)繊維複合部品の形成において適用された樹脂を硬化する工程、
d)前記繊維複合中空体の形成において前記消失型を溶解、溶融又は除去する工程、
という工程段階を含み、
複雑な形状の消失型が使用され、前記繊維は、表面輪郭が完全に反映された状態で前記消失型の表面に密着して取り付けられることを特徴とする。
(もっと読む)
プライ形成装置及びプライの形成方法
【課題】スチールコードを損傷させることなく、その素線間にトッピングゴムを十分に侵入させつつ、適度な厚さかつ平滑なプライを得ることのできるプライ形成装置の提供。
【解決手段】ダイス4にトッピングゴム5を供給する押出機6と、ゴム被覆したスチールコード3を挟圧するエンドレスベルト8a、8bとを備える。スチールコード3をダイス4に通して損傷しない程度の厚さにゴム被覆しつつ素線間に侵入させる。予め、挟圧による広がりを見込んで、側縁部のスチールコード3を傾斜ロール14に掛けて中央側に寄せる。エンドレスベルト8a、8bの平坦で広い挟圧面で、ゴム被覆した複数本のスチールコード3を一体化しながらシート状に挟圧し、プライ2を平滑に、かつコード間隔を均一にする。
(もっと読む)
ゴム被覆コード部材の製造方法および装置
【課題】コード供給装置の切替え時に複数本のコードを均等に引っ張ることが容易にでき、作業を簡易化して作業労力を軽減し作業時間の短縮を図ることができるゴム被覆コード部材の製造方法および製造装置を供する。
【解決手段】 コード供給装置から引き出された複数本のコードを押出機のインシュレーションヘッド15に通し、突出した複数本のコード1を引き出して先端部分を割溝付きローラ30の割溝に係止し、押出機を稼動しながら割溝付きローラ30を回転して複数本のコード1にゴムを被覆し、ゴム被覆部の先端部分を切断し、切断した残りのゴム被覆コード部材2の先端を前回形成されたゴム被覆コード部材2の切断した後端に接合し、前回形成されたゴム被覆コード部材2の引き出しに従って押出機を稼動して複数本のコード2にゴムを連続的に被覆して1本のゴム被覆コード部材を製造するゴム被覆コード部材の製造方法。
(もっと読む)
繊維強化中空体の製造方法およびその方法を用いて形成された製品
本発明は、一体形成された要素を含む繊維強化中空体を中空型で製造する方法に関する。製造対象である一体形成された要素を含む繊維強化中空体用の雌型をそれぞれが形成する中空型の2つの半体内に繊維マットを積層し、このように内張りされた中空型の2つの半体を連結した後、繊維マットを圧力により中空型にぴったり合うように押し込む。本発明は、本発明の方法に従って製造された製品にも関する。 (もっと読む)
21 - 40 / 67
[ Back to top ]