
Fターム[4F205HG05]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 予備成形品及びその製造 (194) | プリフォーム及びその製造 (194) | プリフォームの処理、二次加工 (57) | 塑性加工(曲げ、ひねり) (8)
Fターム[4F205HG05]に分類される特許
1 - 8 / 8
形状が整った縁部を有するフランジを備えた構造部材及びその製造方法
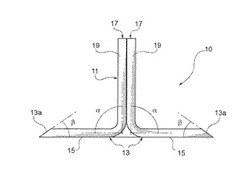
【課題】形状が整った縁部を有するフランジを備えた構造部材を提供する。
【解決手段】構造部材10は、樹脂基材の中に埋め込まれた繊維材料の集合された層で構成され、積層された位置関係で配置された複数の前記層によって形成された少なくとも1つの積層部材17を備えている。構造部材10の積層部材17は、該積層部材17の基部19に対して所定の内角αで曲がるフランジ13を形成する形態に折り曲げられている。フランジ13の縁部13aは、積層部材17の凹形状側に傾斜面を形成している。該傾斜面において、積層部材17の凹形状側に近接したフランジ13の層は、該層の端部が、積層部材17の凸形状側に配置されたフランジ13の面15と実質的に同一レベルとなる形態で積層部材17の凸形状側に配置されたフランジ13の層に向かって折り曲げられている。
(もっと読む)
複合材湾曲部品の製造方法および複合材湾曲部品の製造装置

本発明は、複合材湾曲部品の製造方法に関し、この方法では、この部品を形成する複合材繊維層(110)を少なくとも折り曲げ加工工程の間緊張状態に維持し、該層の互いに対する変位をさらに制御する。本発明はまた、このような方法を実施できる装置にも関する。 (もっと読む)
先行積層形式の多方向連続繊維積層体を使用して複合構造物を成形する方法
一方向(UD)繊維プリプレグ層12,14が、先行積層形式の多方向連続繊維積層体10に成形され、該積層体が、成形コンパウンドとして3次元構造物40を形成する。この積層体からのカットアウトが、スロットを有し、折曲げ線に沿って折曲げられることで、ニヤ・ネットシェイプの予備成形体が得られる。この予備成形体を圧縮成形によって、複合形状を有する繊維強化複合構造物を得ることができる。  (もっと読む)
(もっと読む)
ゴム被覆網状成形体及びその製造方法
【課題】良好な生産性が得られると共に、芯材を中心部分に配置させた高品質のゴム被覆網状成形体を得ること。
【解決手段】補強芯材12を網目状に配置した未加硫ゴム体11上に載せる工程(図1(a),(b))と、未加硫ゴム体11の左右両端を内側に丸めて当該未加硫ゴム体11で補強芯材12をくるむ工程(図1(c))と、補強芯材12を未加硫ゴム体11でくるんだ状態で、未加硫ゴム体11を加硫成形する工程(図1(d))を有する。
(もっと読む)
繊維構造体、繊維強化複合材、繊維構造体の製造方法及び繊維強化複合材の製造方法
【課題】繊維構造体の三次元曲げの曲げ易さを保障できるようにする。
【解決手段】シート形状の繊維構造体11は、基本厚みtを有する基本部111と、基本部111の厚みtよりも厚い第1増厚部112と、第1増厚部112よりも厚い第2増厚部114とからなる。第1増厚部112には複数の切り込みK1が設けられており、第2増厚部114には複数の切り込みK2が設けられている。切り込みK1,K2は、繊維構造体11の厚み方向に繊維構造体11を貫通している。矢印Yの方向における切り込みK1の散在の密度は、第2増厚部114に近いほど、高くなるように設定されている。繊維構造体11Aは、シート形状の繊維構造体11を三次元的に折り曲げた三次元曲げ構造を有する。
(もっと読む)
FRPの製造方法
【課題】高精度なアウターモールドラインが要求されるC型断面桁材のコーナー部の板厚と平坦部の板厚を均一にできる成形方法を提供する。
【解決手段】強化繊維基材の積層体からなるウェブ4とフランジ3を有し、C型断面を有する繊維強化プラスチックの製造方法であって、強化繊維基材の積層体からなるウェブとフランジを有するプリフォーム1を雌型に配置する際に、前記プリフォームのフランジのインナーモールドライン側の端部6から前記プリフォームのフランジのアウターモールドライン側の端部7を結ぶ線8と、前記雌型のフランジに該当する壁面9との間に実質的に隙間が無いように配置する工程を含むこと等を特徴とする。
(もっと読む)
複合構造部材を製造する装置ならびに方法
複合物品を製造するために、装置(302)が、湾曲したフォーム(200)に、このフォーム(200)の長手方向軸に対して約0°で複合プライを配置する。このフォームは、ウェブ面(202)とキャップ面(204)とを有している。前記装置は、ウェブ用の圧縮ローラと、1セットの案内ローラ(308)とを有している。前記ウェブ用の圧縮ローラは、複合材料をウェブ面上で圧縮し、ウェブプライを形成する。前記1セットの案内ローラは、キャップ面に当接している。圧縮ローラは、案内ローラにより、フォームに沿うように導かれる。  (もっと読む)
(もっと読む)
繊維強化複合材環状構造体の製造方法、及びその構造体からなる航空機胴体用環状フレーム
【課題】 ウェブ部及びフランジ部の各々に応じた剛性を有する繊維強化複合材環状構造体を、比較的短時間で、低廉に製造できる方法及びその構造体からなる航空機胴体用環状フレームを提供する。
【解決手段】 (a) 強化繊維により、平板環状のウェブ部21と上記ウェブ部21に対してほぼ垂直なフランジ部22とを有する環状の基本プリフォーム2を成形し、(b) 上記環状基本プリフォーム2のウェブ部21に、強化繊維からなる平板環状の補強プリフォーム3を接合するとともに、(c) 上記環状基本プリフォーム2のフランジ部22に、強化繊維からなる円筒状の補強プリフォーム4を接合することにより、一体構造を有する環状繊維プリフォーム1を成形し、得られた環状繊維プリフォーム1にマトリックス樹脂を含浸させ、硬化させる方法。
(もっと読む)
1 - 8 / 8
[ Back to top ]