
Fターム[4F206AQ04]の内容
プラスチック等の射出成形 (77,100) | 検出手段の特徴 (193) | 機械的手段(←リミットスイッチ) (17)
Fターム[4F206AQ04]に分類される特許
1 - 17 / 17
射出成形機
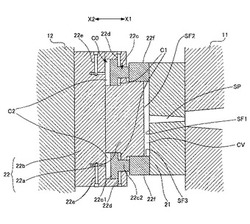
【課題】型締中における金型コアによる溶融樹脂の圧縮をより柔軟に制御可能な射出成形機を提供すること。
【解決手段】固定金型21の端面SF1と、可動金型22の端面SF2と、可動金型22に対してX1−X2方向にスライド可能に取り付けられる枠型コア22fの内面SF3とによって形成されるキャビティ空間CVに溶融樹脂HRを充填する射出成形機100は、キャビティ空間CV内の溶融樹脂HRに対して、可動金型22の金型コア22aを押し付ける型締装置10と、金型コア22aによる溶融樹脂HRの圧縮力及び圧縮速度の少なくとも一方を可変制御可能な圧縮制御部52とを備える。
(もっと読む)
開ループ又は閉ループの方式で射出工程を制御する方法
本発明は、成形品2の製造中に、開ループ又は閉ループの方式で射出工程を制御する方法に関するものであり、溶融材料6が、少なくとも1つの射出装置5によって、成形型4によって囲まれた少なくとも1つのキャビティ3中に、少なくとも1つのノズル8を通じて注入される。本発明によれば、少なくとも1つのキャビティ3は、少なくとも1つの測定点13を有し、測定点13は二値検出器14と結合され、二値検出器14は、第1の定義された状態から第2の定義された状態に変化することができる。二値検出器14は、溶融材料6が測定点13に到着した時に、状態を変化させる。二値検出器の状態変化に基づいて、開ループ又は閉ループの制御装置10が、開ループ又は閉ループの方式で少なくとも1つの射出装置5の射出速度V、射出前の溶融材料6の温度T,少なくとも1つのノズル8での射出の終了、及び/又は後の工程の開始を制御する。  (もっと読む)
(もっと読む)
金型の保護方法および保護装置

【課題】金型が取り替えられる度に煩雑な設定をする必要がなく、金型間に異物が挟まったら確実に型締動作を停止する、金型の保護方法を提供する。
【解決手段】可動金型(12)を固定金型(11)に対して型閉して所定の型締力で型締するとき、可動金型(12)が固定金型(11)から所定量だけ離間した型開位置から可動金型(12)が固定金型(11)にタッチする型閉位置までの間、固定盤(5)の振動を監視して、所定のしきい値を超える加速度の振動を検出したら、型閉動作を停止する。
(もっと読む)
射出成形機及び射出成形方法
【課題】 高度の精密性(品質)が要求される成形品であっても良好な成形を行い、成形品質の高度化(高精密化)を実現する。
【解決手段】 金型2を全閉し又は所定の隙間Lsxだけ開けて型締可能な型締装置Mcと、金型2に樹脂を射出充填可能な射出装置Miと、少なくとも金型2を全閉し又は所定の隙間Lsxだけ開けた所定の型位置Xsで位置制御を行う制御部3とを備える射出成形機であって、制御部3に、射出装置Miから射出する樹脂の圧力(樹脂圧)を検出する樹脂圧検出部4と、検出した樹脂圧Drを金型2内における樹脂圧に対抗する型締力に係わる増補値Dsに変換する樹脂圧変換部5と、この増補値Dsを少なくとも位置制御に係わる型締方向に変位させる指令値Dcに加算する増補値加算部6とを有する指令値増補機能部Fiを設ける。
(もっと読む)
射出成形機および型調節方法
【課題】改良された型調節機構を備える射出成形機を提供する。
【解決手段】射出成形機および型調節方法が提供される。射出成形機は、固定プラテンの一方側に取り付けられ、タイバーと同軸の型調節機構を有する。それぞれの型調節機構は支持フレーム(11)、モータ(12)、型調節駆動ホイール(13)、型調節被駆動ホイール(14)、位置調節用油圧シリンダ(15)、センサおよび制御システムを有する同一構成である。
(もっと読む)
エジェクタプレート戻り検出スイッチ
【課題】本願発明は、検出部を外部から最適な位置への装着が可能であると共に、検出状態を調節可能であるエジェクタプレートの戻り確認スイッチを提供する。
【解決手段】この発明のエジェクタプレート戻り確認スイッチは、マイクロスイッチが収容され、スペーサブロック又は取付板に対して接触して位置決め可能な面を有するマイクロスイッチ収納ブロックと、このマイクロスイッチ収納ブロックから、スペーサブロック又は取付板に形成された装着用溝に延出するアーム本体部及びこのアーム本体部に沿ってエジェクタプレートの所定位置まで延出する保護用延出部によって構成される延出アーム部と、この延出アーム部に沿って延出する回転軸ロッド、この回転軸ロッドの一端から所定の角度で立ち上がる検出部、及び前記回転ロッドの他端が固定され、該回転ロッドの回転に伴って回転し、前記マイクロスイッチのプッシュスイッチを押す回転体によって構成される作動部とによって構成される。
(もっと読む)
樹脂成形品とその製造方法および射出成形装置
【課題】比較的厚くても、短い製造時間で、表面歪みやフローマークやウェルドマークやヒケや反りのない、外観が良好な樹脂成形品が得られるようにする。
【解決手段】樹脂成形品11を2つの部分12,13に分割し、各部分12,13を、透光性を有する同一の熱可塑性樹脂(PMMA)からそれぞれ形成する。まず、可動側金型と第1の固定側金型をPMMAの荷重たわみ温度以上かつ加熱分解温度未満に保ち、両金型により構成された第1のキャビティ内にPMMAを射出して第1部分12を形成する。可動側金型9と第1の固定側金型4を冷却した後、第1部分を保持した可動側金型と第2の固定側金型により第2のキャビティを構成する。可動側金型は低温に保ち、第2の固定側金型を再びPMMAの荷重たわみ温度以上かつ加熱分解温度未満に高めた状態で、PMMAを第2のキャビティ内に射出して第2部分13を形成する。
(もっと読む)
射出成形金型
【課題】十分な機械的強度と厚みを有する防錆皮膜を備える希土類ボンド磁石を製造することができる。
【解決手段】金型1の成形空間S内へ向けて進退可能に設けられ、進出状態で成形空間S内に挿置された希土類ボンド磁石4を当該成形空間Sの底面Bfから所定量浮かした状態で支持する支持アーム21,22と、樹脂材Mを成形空間S内へ送給する主ランナー31から分岐させられた副ランナー32と、副ランナー32に侵入した樹脂材Mによって作動させられて、支持アーム21,22を上記進出状態から成形空間S外へ後退移動させる駆動アーム61とを備える。
(もっと読む)
偏心加工を行なうことができる加工機械及びその制御方法
【課題】複数の加工軸を用いて偏心加工を行なう場合、高精度な加工力の制御を実現する。
【解決手段】機構部26を支持する構造部26の複数箇所の歪を歪検出器34L、34Rで検出し、複数箇所の歪の一次関数式を演算することで、複数の加工軸の力20L、20Rの各々を精度良く算出し、複数の加工軸力20L、20Rの算出値をフィードバックして、複数の加工軸力20L、20Rにそれぞれ割当てられた動力源12L、12Rを制御する。機構部26の左の所定箇所30Lでの歪の検出値をfL、右の所定箇所30Rでの歪の検出値をfR、左の加工軸力の算出値をFL、右の加工軸力の算出値をFRとするとき、前記一次関数式はFL=(fL+fR)/2+(fL-fR)/2α及びFR=(fL+fR)/2-(fL-fR)/2αである。
(もっと読む)
電動式射出装置
【課題】電動式射出装置の前後プレートの連結に長尺の鋼板を採用し、その鋼板を圧力検出用の歪み部材とすることによって、装置が小型化されても射出圧力や背圧力を鋼板の歪み量から正確に測定できるようにする。
【解決手段】射出加熱筒を備えた前プレートと射出駆動用の電動モータを備えた後プレートとの間に、射出加熱筒内のスクリュの後端を回転自在に保持した射出プレートを進退自在に設ける。それらプレートを機台上面に敷設したガイド手段の摺動台に固着して機台上に移動自在に立設する。前プレートと後プレートを上記射出プレートから離してプレート両側に架設した長尺の鋼板により連結する。鋼板の少なくとも一方を側面に歪み検出器を添設して圧力検出用の歪み部材とする。
(もっと読む)
射出成形機の金型厚さ測定方法及び測定装置
【課題】成形品取り出し装置を利用して金型厚さを測定する。
【解決手段】固定プラテン12に取り付けた金型21aと可動プラテン14に取り付けた可動側金型21bを閉じた状態とする。成形品取り出し装置30の可動部31を移動させてセンサ34で可動プラテン14を検出する。このときの可動部31の位置Psを求める。成形品取り出し装置30の座標系の原点位置と射出成形機の座標系の原点位置とのオフセット値P0と、求めた位置Psより金型の厚さMHを求める。MH=Ps−Poとして求まる。成形品取り出し装置を利用して型厚を測定できるから、安価で、簡単、かつ正確に金型の厚さを測定できる。
(もっと読む)
位置検出装置
【課題】移動部位のストロークリミットへの到達を検出するセンサを大幅に削減可能な位置検出装置を実現する。
【解決手段】本位置検出ユニット(位置検出装置)LSは、成形品取出機の旋回部2に設けられ、3軸加速度センサ71を搭載するセンサ部70と、マイクロコンピュータ84を有する処理部80とを備える。センサ部70では、取出ヘッド5を昇降移動させる昇降用シリンダ40や昇降アーム4を進退移動させる引抜用シリンダ30におけるストロークリミット到達の際の振動を検出し、また、旋回用シリンダ20におけるストロークリミット到達による旋回部2の傾きを検出する。処理部80では、センサ部70の検出信号に基づいて上記ストロークリミットへの到達を判断する。これにより、取出ヘッド5や昇降アーム4、旋回部2等の移動部位のストロークリミット到達を集約的に認識でき、直接的に検出していたリミットセンサを大幅に削減できる。
(もっと読む)
型締装置の異常検出装置
【課題】構成が簡単で、安価に構成できる型締装置の異常検出装置を得る。
【解決手段】型締装置におけるトグル機構5のクロスヘッド5aにドグ20を取り付ける。又、リアプラテン2に近接スイッチ21を取り付ける。金型10a,10bが接触する金型タッチ位置で近接スイッチ21がONとなり、設定型締力を発生するトグル機構5のロックアップ時でOFFとなるように、ドグ20の形状及び近接スイッチ21の取り付け位置を調整する。型締工程時又は型開き工程時に近接スイッチ21がONする時間が、設定基準値を超えるとアラームを出力する。クロスヘッドを駆動するサーボモータM1、ベルト9には、金型タッチからロックアップまでの区間に大きな負荷がかかり、この区間でベルト9に破断等の異常が発生しても、直ちに検出できる。ドグと近接スイッチを付加するだけで、簡単にベルトの破断等を検出できる。
(もっと読む)
電子的なカウンタを有する射出成形型
【課題】本発明の課題は、少なくとも2つの型半部(1,2)を有し、これらの型半部(1,2)の少なくとも1つの型半部(1)が他の型半部(2)に対し相対的に、射出成形型を開閉するために移動可能であり、アクチュエータ(3a)と該アクチュエータ(3a)の作用によって信号を発するセンサエレメント(3b)によって射出成形型の閉鎖過程の数を検出する電子的なカウンタ(4a)を有する計数装置を備えている射出成形型であって、計数装置が該当する型半部から突出しないか又はわずかにしか突出しないようにすること。
【解決手段】前記センサエレメント(3b)が第1のケーシング(3)内に配置されており、前記カウンタ(4a)が前記第1のケーシング(3)の外側に配置され、前記センサエレメント(3b)と電気的な接続導体(5)を介して接続されていること。
(もっと読む)
射出成形機の力を検出する装置および方法
【課題】 好適な交互の力検知および同時の過負荷防止を実現できる、射出成形機の力を検出する装置および方法を創成する。
【解決手段】 機械的駆動装置と共働し、機械的駆動装置によって少なくとも間接的に移動方向(X)へ移動される第1構造部材(100)は、この移動時に、第1構造部材(100)に隣接するまたは第1構造部材に接する、射出成形機の少なくとも1つの他の構造部材(200)に対して相対的に移動する。力検知装置(D)は、射出成形機の作動にもとづき第1構造部材(100)と他の構造部材(200)との間の相対運動の結果として第1構造部材(100)および/または他の構造部材(200)に作用する力を検知するよう構成されている。第1構造部材(100)と他の構造部材(200)との間に、液圧チャンバが形成されており、相対運動時に、液圧チャンバ内にある媒体の圧力変化を伴って大きさが変化する液圧チャンバを形成し、該圧力変化が、力調節および圧力調節のための入力信号である圧力制限弁(30)を設け、液圧チャンバ(10)内の予設定された圧力または設定可能な圧力を越えた際に液圧媒体容器(35)に液圧媒体を排出する。
(もっと読む)
電動射出成形機のロードセルの原点補正方法
【課題】 製品に影響がなく、また生産を停止することなく、正確な補正ができ、安定した成形が実現できる電動射出成形機のロードセル原点補正方法を提供する。
【解決手段】 連続成形中に、所定のショット数分のサックバック終了後のロードセルの出力値を平均し、上記ショット数で割った値を基準値として記憶し、それ以後のショットでは、毎回所定ショット分、サックバック終了後のロードセルの出力値の平均値を算出し、上記基準値との差を計算し、上記差が所定の範囲から外れた場合には、連続成形中に補正を行うようにした。
(もっと読む)
射出成形機
【課題】 計量時の樹脂圧力の検出が精度良く行え、しかも、最大樹脂圧力による荷重がかかっても、これに耐え得る構造をもつ圧力検出手段を実現すること。
【解決手段】 スクリューまたは射出プランジャーよりなる射出部材にかかる樹脂圧力を検出するための圧力検出手段として、低荷重検出用の第1の圧力検出手段と高荷重検出用の第2の圧力検出手段とを設け、第1の圧力検出手段と第2の圧力検出手段を、それぞれで射出部材にかかる樹脂圧力が検出可能である異なる部位に離間させて独立配置し、また、第1の圧力検出手段の歪みゲージを設けた変形部は、所定量以上の荷重がかかるとそれ以上の変形が阻止されるように構成する。
(もっと読む)
1 - 17 / 17
[ Back to top ]