
Fターム[4F206JA01]の内容
プラスチック等の射出成形 (77,100) | 射出成形の区分 (7,921) | RIM成形 (128)
Fターム[4F206JA01]に分類される特許
121 - 128 / 128
液状樹脂射出成形装置の計量装置
【課題】液状樹脂射出成形装置において混合すべき複数の異種液状樹脂を正確に計量することができる計量装置の提供。
【解決手段】計量ピストン内に液状樹脂を圧送することで計量ピストンを移動させる液状樹脂射出成形装置の計量装置であって、混合すべき複数の液状樹脂毎に設けた、軸線を垂直方向に向けた計量シリンダ;各計量シリンダ内に摺動自在に嵌めた計量ピストン;各計量シリンダの底部に開口する、液状樹脂を供給する計量流路;この計量流路を介して液状樹脂を各計量シリンダに圧送し、各計量ピストンを上昇させる液状樹脂圧送ポンプ;及び各計量ピストンが上昇するときには各計量ピストンとは非接触で、該計量シリンダ内の液状樹脂を排出するときに各計量ピストンに同時に下降力を及ぼして計量シリンダから液状樹脂を排出する排出圧力手段;を有する液状樹脂射出成形装置の計量装置。
(もっと読む)
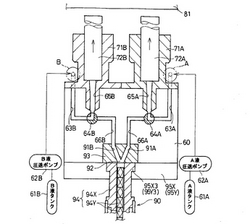
液状樹脂射出成形装置

【課題】複数、特に3台以上の型締め装置に共通に用いることのできる計量射出ユニットを備えた液状樹脂射出成形装置を得る。
【解決手段】上型を固定したトップビームと、上型と対をなす下型を昇降させる型締めシリンダ装置とを有する型締め装置を複数整列させて配列し、これら複数の型締め装置のトップビームにそれぞれ、上型と下型によって形成される成形空間に連通する樹脂注入口を形成する一方、これらトップビーム上に渡らせてガイドレールを配置し、このガイドレール上にいずれかの型締め装置上に選択的に停止可能な走行基台を走行可能に設け、この走行基台上に、複数の液状樹脂の計量射出ユニットを支持した昇降台を昇降運動可能に設け、この計量射出ユニットに、複数の液状樹脂の計量部と、計量された複数の液状樹脂を混合して射出する混合射出部とを設け、この混合射出部を、昇降台の昇降によって、いずれかのトップビームの樹脂注入口に接離移動させる液状樹脂射出成形装置。
(もっと読む)
ポリエステルで修飾されたポリシロキサン類、ならびに熱可塑性プラスチック、成形用コンパウンドおよびコーティング材料用の添加剤としてのこれらの使用
【課題】 ポリエステルで修飾したポリシロキサン類が、これらを含有する最終生成物の潤滑性、耐引掻き性および撥水性を著しく向上する。
【解決手段】 一般式(I)で示される、ポリエステルで修飾されたポリシロキサン類に関するものである。
(式中、Aは炭素数1から8のアルキル基であり、Zは炭素数1から14の脂肪族基であり、Rは少なくとも3個のエステル結合を含み、重量平均分子量200から4000g/モルを有し、ツェレビチノフ水素原子を有しない脂肪族および/または脂環式および/または芳香族ポリエステル基であり、Qはツェレビチノフ水素原子を有しない基であって反応性炭素−炭素多重結合を有しておらず、mは3から200であり、ならびにo+n=2(oおよびnはゼロ以外)である。) さらに、熱可塑性プラスチック、成形用コンパウンドおよびコーティング材料に本発明の化合物を使用することに関する。
(もっと読む)
発泡体裏打ち空気透過性織物製品の製造方法および装置
【解決手段】発泡体裏打ち空気透過性織物製品の製造方法では、フィルム等を設けて反応物または発泡体が可視面に侵入することを防止する替りに、反応物または反応物の反応によって形成された発泡体のいずれも織物製品に侵入することができないように、反応中に発生した圧力を意図的に減少させる。このようにして製造された製品は、気候的な快適性が改善され、より良好な音響効果を達成することができる。本発明は、本方法を実施するのに適した装置、および対応する発泡体裏打ち空気透過性織物製品にも関する。 (もっと読む)
インモールドコーティング方法
環状オレフィン、触媒成分及び触媒活性成分からなる成形材料を金型内で反応させて成形品を得る反応射出成形工程と、前記成形品を前記金型内に成形品固定手段で固定した状態で、前記金型内に被覆剤を注入して硬化させ、前記成形品の表面に被膜を形成する被膜形成工程とを、有するインモールドコーティング方法。この発明によれば、被覆剤注入口に近い成形品の正面のみならず、被覆剤注入口から遠く、被覆剤が回り込み難い成形品の側面やコーナー部も均一で再現性良く被膜を形成することが可能であり、金型内から成形品を取り出すことが容易なインモールドコーティング方法を提供することができる。 (もっと読む)
自動車内装用の複合トリム部品の製造方法
【解決手段】自動車の複合トリム部品を製造するために、流動可能な外皮の材料を第1の成形面(4)に塗布し、流動可能な基板の材料を第2の成形面(7)に塗布し、金型(5,8)を閉じて、可撓性外皮層(1)と硬質基板層(2)との間に形成された隙間に、発泡性の材料(3)を加える。可撓性外皮層と硬質基板層とはいずれも、ポリウレタン反応混合物をスプレー吹付することによって製造される。利点としては、硬質基板層を可撓性外皮層に対して位置決めする必要がなく、特に、硬質基板層は別個に製造する必要がなく、従って、製造コストを低減し、トリム部品の品質を高められる。発泡層を作るための成形キャビティを密封するには、可撓性外皮層について、基板層に接触する領域の厚みを充分に確保しておく。両方の金型半体を別々に分けて、異なる生産ラインに沿って外皮層と基板層とを生産することによって、設備及びツールのコストが低減される。 (もっと読む)
液体射出成形を用いた電子部品の製造方法
電子部品を製造する方法は、半導体デバイスをオーバーモールドするための液体射出成形方法を含む。液体射出成形方法は、i)開いたモールド内に半導体デバイスを置くこと、ii)モールドを閉じて、モールドキャビティを形成すること、iii)モールドキャビティを加熱すること、iv)モールドキャビティ内に硬化性液体を射出成形して、基板上に半導体ダイをオーバーモールドすること、v)モールドを開け、且つステップiv)の製造物を取り除くこと、及び任意に、vi)ステップv)の製造物をポストキュアさせることを含む。半導体デバイスは、ダイ装着接着剤によって基板に装着される集積回路を有し得る。
 (もっと読む)
(もっと読む)
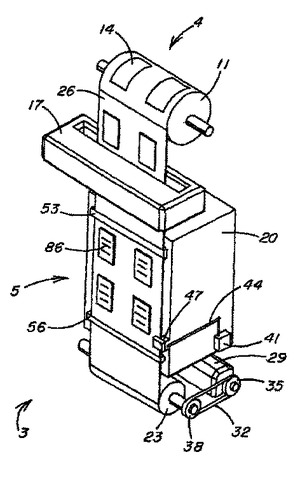
成形品の製造方法
インモールドデコレーションプロセスによって成形品を製造する方法を記載する。該方法は、キャリアフィルム(26)上に置かれている、複数の個々の熱可塑性プラスチックラベル(14)の積層物(4)を供給する。ラベル(14)の露出された第2表面(68)にインラインで装飾物(86)を適用し、これにより装飾積層物(5)を形成する。キャリアフィルム(26)の露出された第1表面(77)が金型の内面の少なくとも一部分に隣接するように、装飾積層物(5)を進めて金型(20)内に配置し、ラベル(14)の装飾された第2表面(68)は、金型の内部空間に面する。プラスチック材料(例えば熱可塑性プラスチック材料)を、ラベルの装飾面に対して金型に注入し、このようにして成形品を形成する。次いで、キャリアフィルム(26)を成形品から分離する。本方法に従って製造される成形品の表面の少なくとも一部分は、少なくとも1つのラベルの第1表面(71)によって規定される。本方法によって製造され得る成形品の例として、例えば運転免許証およびアニマルタグ(例えば、牛用のタグ)等のIDカード、例えば薄い色の付いた眼科用レンズおよびサンシェードレンズ等のレンズが挙げられる。
 (もっと読む)
(もっと読む)
121 - 128 / 128
[ Back to top ]