
Fターム[4F206JA01]の内容
プラスチック等の射出成形 (77,100) | 射出成形の区分 (7,921) | RIM成形 (128)
Fターム[4F206JA01]に分類される特許
21 - 40 / 128
射出成形時における洩れ防止構造
【課題】金型PL面にゲートを配置して、縁部がゲートと対向する位置に配設された基材の表面を射出成形する際に該基材の裏面側に表面層形成用材料が洩れることを防止する構造を提供すること。
【解決手段】固定型及び可動型からなる金型のPL面にゲート部を配置し、一方の型に基材を載置して該基材表面に表面層を射出成形により成形する金型における前記基材の裏面側への射出材料の洩れ防止構造であって、前記載置された基材縁部の該ゲート部に対向する部位に、型閉めしたときに前記基材縁部のゲート部対向部位を前記基材を載置する型に押しつける他方の型に向かう突起、あるいは他方の型の前記基材縁部の対応部位に、前記基材に向かう突起を設けたこと特徴とする射出成形における洩れ防止構造。
(もっと読む)
環状ポリエステルオリゴマーを高分子量化したポリエステル樹脂で封止した電気・電子部品の製造方法
【課題】従来から電気・電子部品の封止に使用されるエポキシ系の熱硬化性樹脂は、熱硬化時の異臭の問題があり、一般の熱可塑性樹脂を用い封止すると流動性に問題があり封止する形態に制限があった。
【解決手段】電気・電子部品を樹脂封止する工程を含む樹脂封止型電気・電子部品の製造方法において、環状ポリエステルオリゴマーを融点以上の温度で溶融させ封止金型に注入し、封止金型内部で前記環状ポリエステルオリゴマーを熱重合反応させることにより得られるポリエステル樹脂で電気・電子部品を樹脂封止することを特徴とする樹脂封止型電気・電子部品を製造する。
(もっと読む)
軟質熱可塑性ポリウレタンからなるポリウレタン
熱可塑性ポリウレタンと、熱可塑性ポリウレタンに加えられた官能価が2より大きく10未満であるイソシアネート濃縮物とからなるポリウレタンPU−Eであって、該熱可塑性ポリウレタンの硬質相含量が0〜5%であり、イソシアネート濃縮物が該ポリウレタンに対して少なくとも2重量%の量で加えられていることを特徴とするポリウレタン。 (もっと読む)
金型を使う成形品の製造方法および金型装置

本発明は、金型を使用して成形品を製造する方法および金型装置を対象とする。本発明に係る方式は、耐圧性の高いフレーム(1)、およびフレーム内に配置される加圧筐体(6)を含み、加圧筐体において金型が高い圧力および温度に囲繞される。高温を利用することで、オートクレーブを使った後処理を行わなくてすむ。本製造技術に適した複数の下部分を加圧筐体(6)の下部分として配設可能であり、この場合、本発明に係る方式を用いて、プラスチック成形技術として知られ真空成形金型や射出成形金型などに用いられる技術を、圧縮成形技術によって製造される成形品および金型に適用する。 (もっと読む)
混合吐出装置
原料を含む2種以上の液体であって、少なくとも1つが発泡剤をさらに含有する液体を加圧下で混合するミキシングチャンバー(1)と、当該チャンバーに連通し、下流方向へ断面積が減少する内周面を有するテーパード通路(3)と、テーパード通路に挿入され、前記内周面に対応する外周面を有するテーパードピストン(2)と、前記内周面と前記外周面とが当接する位置からテーパードピストンを後退させて、特定の間隙を形成するアクチュエータと、テーパード通路に連通する緩衝通路(5)と、前記混合物を最終的に吐出する吐出口(4)と、を備える混合吐出装置。緩衝通路は、混合物の膨張を穏やかにする構造を有する。アクチュエータは、テーパードピストンの後退量の制御により間隙の幅Dを変化させて、ミキシングチャンバーが維持する圧力と、テーパード通路における混合物の圧力が減ずる程度とを調整する。 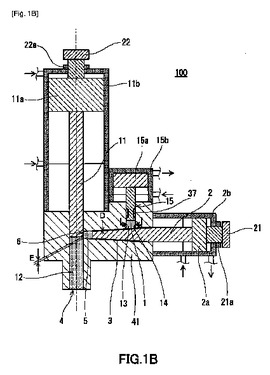 (もっと読む)
(もっと読む)
高分子成形用配合液、高分子成形体、及び複合高分子成形体
【課題】熱膨張性マイクロカプセルや充填剤の分散不良、及びそれらの成分を配合することによる粘度増加の問題がなく、成形時に充分な型への充填性を示す高分子成形用配合液、剛性や寸法安定性に優れ、軽量な高分子成形体、並びに該成形体を用いてなる複合高分子成形体を提供すること。
【解決手段】基材原料、充填剤、熱膨張性マイクロカプセル、および金属塩分散剤を含有する高分子成形用配合液、当該配合液を用いてなる高分子成形体、並びに該成形体を用いてなる複合高分子成形体。
(もっと読む)
インサート成形方法
【課題】 簡単な機構により、キャビティ内に中空形状の部品を設置したインサート成形を、当該部品の変形がないように行う技術を提供する。
【解決手段】 開口部を有する中空形状部品3を、金型のキャビティ2内に設置し、前記中空形状部品3の中空部に液体を封入し、前記開口部を密封した状態で、前記部品外壁とキャビティ2内壁の間の空隙に、溶融した材料を充填する。これによって、異なる材質の2層構造を有し、従来の成形方法では得られない視覚的な効果を有し、付加価値の高い成形品が得られる。
(もっと読む)
樹脂成形品の成形方法、および樹脂成形品の成形装置
【課題】成形型に設けたガスエジェクターのガス噴出口内に樹脂材料が漏れ込むことを防止することによって、離型作業時に樹脂成形品に伸びや切れが発生することを防止し、樹脂成形品の外観品質の低下を防止し得る樹脂成形品の成形方法、および樹脂成形品の成形装置を提供する。
【解決手段】樹脂成形品の成形装置300は、第1の成形面311が形成されたコア型310と、型締めによって第1の成形面311との間にキャビティ340を形成する第2の成形面321が形成されたキャビ型320と、樹脂成形品530をコア型から離型する離型用ガスを噴出するガス噴出口351を第1の成形面に備えるガスエジェクター350と、塗膜362を形成する塗料を第2の成形面に塗布するとともに塗料をガス噴出口を覆うシール部351を形成するように第1の成形面に塗布する塗布用ガンと、溶融した樹脂材料を注入する注入手段370と、を有している。
(もっと読む)
ブルームする傾向が低下した熱可塑性ポリウレタン
本発明は、(1)ヒドロキシル末端化ポリエステル中間体、(2)ポリイソシアネート、および(3)グリコール鎖伸長剤の反応生成物から構成される熱可塑性ポリウレタンを開示し;ここで上記ヒドロキシル末端化ポリエステル中間体は、1,3−プロピレングリコールおよびジカルボン酸から誘導される反復ユニットから構成され;ここで上記ヒドロキシル末端化ポリエステル中間体は、数平均分子量500〜10,000を有し;そしてここで上記熱可塑性ポリウレタンは、上記ポリイソシアネートおよび上記グリコール鎖伸長剤の反応生成物である硬質セグメントを含む。この熱可塑性ポリウレタンは、大いに減少したブルームする傾向を有するという点で独特である。これは、ブルーミングが、上記熱可塑性ポリウレタンを含む物品を外見において濁らせるもしくは曇らせるので、高い透明性が求められる応用において非常に望ましい。 (もっと読む)
成形材料及び成形品及び成形品の製造方法
【課題】従来、結合材である熱可塑性樹脂を主体とする有機バインダーの可塑化に伴う変形を来さない脱脂及び焼成の条件の確保に制約される。そのほか、有機バインダーの分解した痕跡である微細気孔が生成して粒子間の結合力低下を来して成形品の強度が過度に低下し、カーボン焼結体本来の高い熱伝導率を損ない易いという課題があり、その課題を解決するために強度と熱伝導率を向上することができるカーボン凝結体の成形材料を提供する。
【解決手段】この発明に係る成形材料は、フェノール基を含む化合物とアルデヒド基を含む化合物を界面活性剤の存在下で重合させたフェノール樹脂未硬化物を被覆したカーボン粉粒に、易分解性の繊維状物質が液状樹脂を介して表面に固定して成ることを特徴とする。
(もっと読む)
型内被覆成形方法及び型内被覆成形体
【課題】被覆膜厚を任意に制御でき、塗装欠陥のない均一な被覆膜を有する型内被覆成形体の成形方法を提供すること。
【解決手段】キャビティを形成した金型装置、型締め装置、射出装置、注入装置、キャビティ内への気体噴出装置を具備する成形装置を用いて、樹脂成形品の表面に被覆を施す型内被覆成形方法であって、
型締め装置によって型締めをされた金型装置のキャビティへ、射出装置により反応性樹脂を射出充填する第1工程、
反応性樹脂の硬化反応により成形体を得る第2工程、
キャビティ内に射出された樹脂の重合反応によって硬化収縮した状態で、キャビティ内の空間部の容積に対し40〜100%の容積の被覆剤を注入する第3工程、
被覆剤の注入完了後に成形体の裏面側から気体を噴出する第4工程、
被覆剤が硬化完了するまで被覆剤にかかる圧力が0Paよりも高い状態となるように被覆剤にかかる圧力を保持する第5工程
を有する型内被覆成形方法。
(もっと読む)
発泡樹脂成形用の金型、該金型を用いる発泡樹脂成形体の製造方法、該製造方法で製造された発泡樹脂成形体を含む研磨パッド
【課題】少なくとも2種の樹脂原料液を混合することにより硬化されてなる比較的均質な発泡樹脂成形体を得ることができる成形用金型および発泡樹脂成形体の製造方法及び、その製造方法で製造された研磨パッドを提供する。
【解決手段】発泡樹脂成形用の金型1は未硬化樹脂組成物を硬化してなる発泡樹脂成形体を扁平状とすべく形成された内部空隙8を備え、2以上の樹脂原料を連続的に混合した流体が前記未硬化樹脂組成物となって前記内部空隙8内へ連続的に充填されるように構成されており、該内部空隙8が所定の空隙高さを有する第1状態からそれより高い第2状態へ密閉状態で連続的に拡大するように形成されており、前記内部空隙8の外側には、前記未硬化樹脂組成物の流体を前記内部空隙8内へ導きつつ内部で前記未硬化樹脂組成物の一部を保持できる液だめ部10が備えられている。
(もっと読む)
型内被覆組成物及び型内被覆成形体
【課題】塗膜の硬さや耐擦り傷性の向上や表面平滑性に優れ、ソリやヒケが殆ど無く外観に優れ、成形サイクルの短縮が可能な型内被覆成形体を提供すること。
【解決手段】キャビティ内に注入した型内被覆組成物を熱で半硬化させ、更に型内被覆成形体をUV照射で完全硬化させる型内被覆成形体に用いられる該型内被覆組成物が、
(A)(メタ)アクリロイル基を有するウレタンオリゴマー、エポキシオリゴマー、ポリエステルオリゴマー、ポリエーテルオリゴマー又は不飽和ポリエステルの少なくとも1種と
(B)(A)と共重合可能な不飽和モノマーと
(C)有機過酸化物重合開始剤、アゾ系重合開始剤の一方又は両方と
(D)光重合開始剤と
を含有し、
(A)〜(D)の質量割合が
(A)/(B)=20/80〜80/20、
(C)/{(A)+(B)}=0.1/100〜5/100、
(D)/{(A)+(B)}=0.1/100〜10/100
である型内被覆組成物。
(もっと読む)
成形装置及び成形方法
【課題】樹脂製品が縦壁を有し、かつ、クッション層が薄い場合であっても、クッション層を狙い通りに成形できるようにして樹脂製品の触感を良好にするとともに、成形不良の発生を抑制する。
【解決手段】成形装置は、固定型10と、可動型11と、可動型11を移動させる型駆動装置12と、クッション層の原料33を供給するためのクッション層原料供給装置とを備えている。型駆動装置12によって固定型10と可動型11とを開いた状態で、固定型10に保持されている表皮層となる部材Aと、可動型11に保持されている基材101との間にクッション層原料供給装置により原料33を供給させた後に、型駆動装置12によって固定型10と可動型11とを接近させる。
(もっと読む)
金型およびプラスチックの多層成形部材の製造方法
本発明は、プラスチックを保持する少なくとも2つの割型(1、2、6)およびキャビティ(4)、湯道を備えたゲーティングシステム(9)および交換可能な離型インサート(5)を含んでなる、プラスチックの多層成形部材を製造するための金型、ならびにプラスチックの多層成形部材の製造方法に関する。 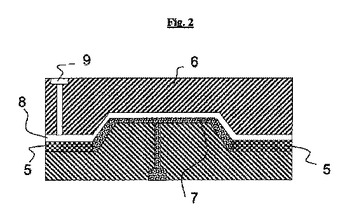 (もっと読む)
(もっと読む)
液状材料成形用射出成形機及びその制御方法
【課題】 成形中断に伴う射出シリンダ内における成形材料の硬化を確実に防止するとともに、高価な成形材料の無駄を最少限に抑えて無用なコスト上昇を回避し、かつ資源節減にも寄与する。また、稼働効率の向上及び作業遅延を来す不具合を回避する。
【解決手段】 予め、スクリュ3が所定の待機位置Xsから所定の移動ストロークLsだけ前進して成形材料Rの排出を行う材料置換動作Scを所定のインターバル時間Ti間隔で繰り返す中断時制御モードを設けるとともに、成形中断時に、少なくとも射出シリンダ2に供給された成形材料Rが硬化する手前で射出ノズル4から排出されるように移動ストロークLs及びインターバル時間Tiの長さを設定して中断時制御モードによる制御を実行する。
(もっと読む)
液状材料の射出成形における材料置換方法
【課題】ランナの材料置換を射出装置によらず置換部材の採用により置換材料を直接金型に圧送することにより置換材料の節減と作業時間の短縮を図る。
【解決手段】射出装置のノズル前部に置換部材を装着する。置換部材を前記射出装置の前進により前記ランナ金型に当接する。置換部材と前記材料供給装置の液状樹脂材料を接続する流路を形成する。材料供給装置から前記置換部材に前記液状樹脂材料を圧送供給して前記ランナ金型内の材料置換を行う。
(もっと読む)
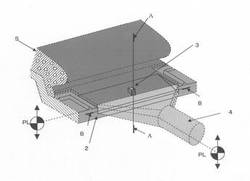
太陽電池装置を有する車両表面部材
本発明は、車両に外装配置で取り付けることができ、かつ内側が支持層10、11、12に連結され車両の外側に向かって外層14が設けられている太陽電池装置16を有する車両表面部材6に関する。本発明によって、支持層10、11、12が複合軽量構造の方法で製造されることにより、特に軽量かつ安定した車両表面部材が得られる。 (もっと読む)
ローラの製造方法、現像ローラ及び画像形成装置
【課題】硬化終了後冷却することなく金型から脱型することができ凹み不良を発生せずに寸法精度の高いローラを効率よく得ることのできるローラの製造方法を提供する。
【解決手段】金型の内面に離型剤の塗布面を形成する離型剤塗布工程、金型内に軸芯体を配置する軸芯体配置工程、金型内に軸芯体と同心状に液状シリコーンゴムをローラ状に射出する射出工程、金型内で液状シリコーンゴムを成形する一次硬化工程、軸芯体114aおよび成形された液状シリコーンゴム114bを金型から取り出す脱型工程、および、脱型工程後の液状シリコーンゴムの硬化を進める二次硬化工程を含むローラの製造方法において、離型剤がフッ素系離型剤と界面活性剤とを含む離型剤組成物であり、フッ素系離型剤と界面活性剤との質量比が1:9以上9:1以下である。この方法で製造された現像ローラおよびこの現像ローラを備える画像形成装置。
(もっと読む)
プラスチック製自動車部品
本発明は、プラスチック製の自動車部品(12、40)、特に、自動車ボディシェルに関し、少なくとも1つの支持層(24、30)と、少なくとも1つの外皮(22)と、少なくとも1つの破断保護破片飛散防止層を備える。本発明によれば、破片飛散防止層は、破片飛散防止繊維体(26、32)として形成され、少なくとも1つの支持層の中、特にその縁辺領域の中、または2つの隣接する層(24、28;28、30;30、34)の間に埋め込まれる。破片飛散防止繊維体は、事故発生時に自動車部品が、鋭利な破断縁辺が形成されるように破損するのを防止する効果を有する。 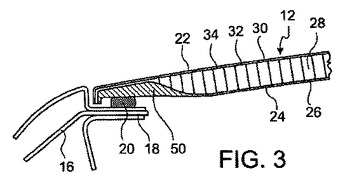 (もっと読む)
(もっと読む)
21 - 40 / 128
[ Back to top ]