
Fターム[4F206JQ33]の内容
プラスチック等の射出成形 (77,100) | 成形装置の細部、付属装置 (5,944) | 射出プランジャー(ラム、ピストン) (158) | 逆流防止装置 (21)
Fターム[4F206JQ33]に分類される特許
1 - 20 / 21
射出成形装置
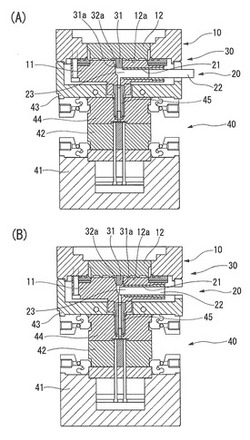
【課題】材料の可塑化状態や圧力値に依存することなく、安定した計量制御を行って精密な成形を行うことのできる射出成形装置の提供。
【解決手段】バレル11に対するスクロール12の回転によって材料を可塑化及び圧送する可塑化部10と、該材料を金型のキャビティ内へ射出する射出部20と、該射出部から該可塑化部への材料の逆流を遮断する逆流阻止機構30とを備えており、該スクロールに回転軸と同軸に一体化された弁体31と、該バレルに一体化されており該弁体と係合する弁座32とを備えている。該弁座が少なくとも1つの弁座溝32aを有すると共に該弁体が少なくとも1つの弁体溝31aを有しており、少なくとも1つの弁体溝が、第1の回転位置において少なくとも1つの弁座溝と対向状態となって該可塑化部及び該射出部間を連通する流路を形成し、第2の回転位置において少なくとも1つの弁座溝と非対向状態となってこの流路を遮断する。
(もっと読む)
プリプラ式射出成形機

【課題】樹脂が固化した状態でも連結部の樹脂流路から固化した樹脂を簡単に取り除くことができるプリプラ式射出成形機を提供する。
【解決手段】射出部20と可塑化部10とノズル部30との間を連結する連結部40を備え、可塑化部で可塑化された樹脂をノズル部を介して金型へ射出するプリプラ式射出成形機であって、連結部40には射出部と可塑化部とノズル部との間を繋ぐ樹脂流路41が形成されている。連結部40は、射出部、可塑化部及びノズル部に対して着脱自在で、かつ樹脂の流れの方向にそって平行に分解可能な複数のブロック42〜44で構成され、各ブロックはボルト35,36により一体的に締結されている。
(もっと読む)
プランジャ、樹脂充填筒、液体射出成形機、及び漏れ樹脂の除去方法
【課題】プランジャの先端部の表面に形成されたシール部の前方からシール部の後方へと漏れた熱硬化性樹脂からなる漏れ樹脂を液体射出成形機の外部に除去することを可能とする。
【解決手段】プランジャ13は、プランジャ13の前方からプランジャ13の側面上への樹脂漏れを抑制するためにヘッド部13aの表面に形成されたシール部14と、プランジャ13の側面におけるシール部14より後方に形成された出口孔19と、出口孔19を通してプランジャ13の側面上に液体を供給するために、プランジャ13の内部に形成され、出口孔19に連通する液体流路18aと、を備える。これにより、漏れ樹脂を溶解するための溶媒を出口孔19を通してプランジャ13の側面上に注入し、それにより漏れ樹脂を溶媒に溶解し、漏れ樹脂が固化(硬化)する前に、スクリュプリプラ式液体射出成形機1の外部に漏れ樹脂を除去する。
(もっと読む)
オンラインブレンド型射出成形機の制御方法
【課題】 フィーダ原料供給量を自動調整することによりショット毎の実際の成形サイクル時間を予め設定した設定成形サイクル時間に近づけるオンラインブレンド型射出成形機の制御方法を提供する。
【解決手段】工程ST3で初回のショット動作が指令され、工程ST6でパラメータP1、P2および初回ショット動作時の各データが制御装置内のデータメモリから取り込まれる。P1は、実サイクルを設定サイクルとみなすときの時間許容値(sec)、P2は計量時間のモニタ値と冷却タイマ(TR3)の差に対する時間許容値(%)である。工程ST7では、実サイクル>設定サイクル、が判定され、YESのときは工程ST8でフィード量修正の指令CN0が与えられる。このCN0に対応する修正フィード量Q’は、Q’=Q+(Q×Qrev)である。ここで、Qrev=(実サイクル−設定サイクル)/設定サイクル、である。
(もっと読む)
射出成形機
【課題】スクリュの逆流防止弁を確実に閉鎖するのに最適な回転量だけスクリュを逆回転する制御を行う射出成形機を提供すること。
【解決手段】図2(a)に示される樹脂圧力と経過時間との関係から、図2(b)に示される圧力傾き(|Δ樹脂圧力/Δ回転量|)と時間経過の関係が得られる。図2(b)に示されるように、逆流防止弁が開いている間は、スクリュの逆回転量に関する樹脂圧力の圧力傾き(|Δ樹脂圧力/Δ回転量|)は、所定の基準値より大きくなる。逆流防止弁が閉鎖した後は、圧力傾きが所定の基準値以下の値となる。スクリュ逆回転中において圧力傾きに基づいて逆流防止弁の閉鎖を判定することができる。
(もっと読む)
射出成形方法及び射出成形装置
【課題】 充填材料量や成形圧力のバラツキを解消し得る射出成形装置を提供する。
【解決手段】 キャビティ4に連通する小径孔部51に押圧ロッド6を摺動可能に配設し、段差面53で拡径した大径孔部52にスリーブピストン状の計量ロッド7を摺動可能に配設する。型締め(P1)後に計量ロッドを上動させて大径孔部の空間9′に材料Yを材料供給孔8から充填した後(P2a)、計量ロッドを低速で下動させて材料供給孔を閉止した位置で一時停止させ、密閉空間の計量室9内の容積分でかつ内圧が作用した状態の材料を切り出し計量する(P2b)。押圧ロッドの上動で計量室を開放し、計量ロッドを段差面まで下動させて材料Ymを小径孔部に押し出した後、押圧ロッドを高速で下動させてキャビティ内に射出充填する。
(もっと読む)
射出成形装置
【課題】射出圧力(二次圧力)の保持を油圧機構を用いない方式とする。
【解決手段】射出用プランジャ15を内装した射出用シリンダ1と、可塑化用スクリュ61を回転自在に内装した可塑化用シリンダ6とを有するとともに、これら射出用シリンダ1と可塑化用シリンダ6とを連通させるものであって途中に逆止弁88を有する樹脂路8と、からなり、樹脂路8を経て可塑化用シリンダ6側から射出用シリンダ1側に樹脂を圧送して計量を行い、一定の値に計量された樹脂を射出用シリンダ1側から所定の金型内へ注入するようにした射出成形装置において、射出用プランジャ15を長手方向の先端部側のところにチッソガスの封入されたガスクッションシリンダ2を設け、この後方側に射出用プランジャ15の作動を制御する射出シリンダ駆動装置3を設ける。
(もっと読む)
トーピード・プランジャ可塑化を用いた射出成形機
ノズル(3)と共にシリンダ・ヘッド(2)が前端部に固定された加熱シリンダ(1)であって、射出シリンダ(5)に接続されたハウジング(6)内に取り付けられた加熱シリンダ(1)と、射出中にプラスチックが逆流することを防ぐ逆流防止弁(13)とを備える射出成形機の射出ユニット用の可塑化ユニットにおいて、軸方向に可動なトーピード・プランジャ(4)がシリンダ(1)の中央穴の中に配置され、シャフト(4a)と、せん断部材(4b)及び混合部材(4c)の組合せとを備える前記プランジャが流通するプラスチックによって取り囲まれ、それによりプラスチックが溶融されて均質化され、2個の対置する充填プランジャ(7)が横方向で中央穴と並ぶ穴の中に配置され、充填チャネル(8)を通り、充填チャネル弁(9)を通り、且つトーピード・プランジャ(4)のシャフト(4a)にある充填溝(11)を通るプラスチックの搬送をもたらすことを特徴とする可塑化ユニット。 (もっと読む)
射出成形装置
【課題】可塑化部にて可塑化された成形材料を射出部へ所定量供給した後、射出部から射出する際、射出部への成形材料の供給停止に即応して簡便な構成で成形材料の逆流を停止でき、射出部からの成形材料の射出量を一定に維持できる射出成形装置を提供する。
【解決手段】成形材料16を可塑化する可塑化部12と、可塑化部12で可塑化された成形材料16が供給されこの成形材料16の所定量を射出する射出部13と、可塑化部12と射出部13との間の成形材料16の経路である材料経路4と、材料経路4に設けられた逆止弁1とを具備する。逆止弁1が、材料経路4に設けられた弁室2と、磁性体材料で形成され弁室2内を進退移動可能であり弁室2内の可塑化部12側に形成された弁座5に当接することで材料経路4を閉止する弁体3と、弁体3に弁座5へ向けて移動する方向の付勢力が付与されるようにこの弁体3の周囲に磁界を発生させる磁界発生手段とを備える。
(もっと読む)
射出成形装置
【課題】可塑化部と射出部を連通する流動路を確実に開閉できるようにする。
【解決手段】スクロール106のスクロール軸穴109と係合して自由回転が規制されると共に該スクロール軸穴109に沿って進退して、前進した際にはスクロール106と射出シリンダ201との材料の流動路115を閉塞し、後退した際には当該流動路115から離接するチェックバルブ121と、一方向にフリー回転するワンウェイクラッチ136と、該ワンウェイクラッチ136が嵌着されるクラッチ嵌着部145、一端に向って半径が縮小するテーパ部及びチェックバルブ121に設けられた係合部141と螺合する被係合部147を備えたバルブ受部材135と、スクロールモータ軸126の端部に形成されて、ワンウェイクラッチ136が挿着されるクラッチ挿着部145及びテーパ部146が嵌着可能に設けられたテーパ嵌着部150を具備する受部材挿着部151とにより構成する。
(もっと読む)
射出成形機の逆流防止装置
【課題】 摩擦リングや逆流防止リングが磨耗することを防止することができる射出成形機の逆流防止装置を提供する。
【解決手段】 射出成形機の逆流防止装置は、スクリュ5とスクリュ5の先端に設けられたスクリュヘッド1との間に移動可能に設けられた逆流防止リング4と、逆流防止リング4が当接する摩擦リング2とを有している。摩擦リング2の逆流防止リング4が当接する面には、表面粗さRaが0.05μm以下のダイヤモンド焼結体層7が形成されている。
(もっと読む)
プリプラ式射出装置
【課題】
微細で精密な成形品を成形するために、特に小容量の射出容積の溶融材料を計量し射出するプリプラ式射出成形機の射出装置が望まれる。
【解決手段】
可塑化シリンダ2と、連通部材4を介して連通する射出シリンダ5と、該射出シリンダの中で進退するプランジャ6とを備えた射出装置1は、前記プランジャの外周の先端から後方に向かって所定長さの止まり溝6bをその軸心に対称な位置に有すると共に、該プランジャを前記射出シリンダに対して回動させる回動装置12を備える。そして、その回動装置は、計量直前と射出直前に前記プランジャを回動して、止まり溝6bを前記連通路に対して連通して計量し、止まり溝6bを前記連通路に対して遮断して射出する。
(もっと読む)
射出成形装置
【課題】射出成形装置の可塑化部を小型化することにより射出成形装置の全体の小型化を図ることができる射出成形装置を提供する。
【解決手段】成形材料1を可塑化する可塑化部2と、この可塑化部2にて可塑化された成形材料1が供給されてこの成形材料1の所定量を成形型4へと供給する射出部3とを具備する。前記射出部3が、前記成形材料1が充填される溝状の充填空間5が形成された計量部6と、前記計量部6の充填空間5を閉塞するように配置される密接部7と、前記充填空間5内に配置されこの充填空間5内を移動することにより充填空間5内における成形材料1が充填される領域の容積を増減する移動部8を備える。移動部8の移動量を調整することで所望量の成形材料1を充填空間5に充填することができ、所望量の成形材料1を成形型4へ射出することができる。
(もっと読む)
プリプラ式射出成形装置
【課題】 連続成形しても生産効率を低下させることなく成形不良の発生を防止することができるプリプラ式射出成形装置を提供する。
【解決手段】 可塑化シリンダ1へ供給した樹脂材料13をスクリュー2の回転によって溶融する可塑化部20。計量された溶融樹脂材料13aを射出プランジャ4の前進により射出シリンダ3の先端のノズル6から金型5に注入する射出部30。スクリュー2の前進又は後退によって可塑化部20から射出シリンダ3への連通路14を閉塞して射出時の溶融樹脂材料13aの逆流を防止するように逆止動作をする。スクリュー2の前進により射出シリンダ3に押し出される溶融樹脂材料13aに相当する量をスクリュー2の逆回転によって逆送する。スクリュー2の後退により射出シリンダ3から引き戻される溶融樹脂材料13aに相当する量をスクリュー2の正回転によって順送する。
(もっと読む)
樹脂封止装置及び樹脂封止方法
【課題】 液状樹脂を用いてトランスファモールド方式により樹脂封止型チップを製造する。
【解決手段】 ポット内のプランジャの略中央に、ポット内壁面と摺接するリング状のシール部材を設けると共にその先端側に環状の凹所を設け、プランジャの先端側の周面とポット内壁面との間及び凹所に液状のシリコーン樹脂を導入してこのシリコーン樹脂を硬化させてシール用樹脂層を形成し、これにより液状のシリコーン樹脂の漏れを防ぎながら電子素子に対し樹脂封止することができる。
(もっと読む)
可塑化樹脂の計量方法および同方法を用いたオンラインブレンド型射出成形機
【課題】オンラインブレンド型射出成形機において、可塑化樹脂の熱履歴にばらつきがない計量方法を提供する。
【解決手段】流入口FG2’から背面側射出シリンダ室20Cに流入した可塑化樹脂は流入圧力により鍔部22Aの外周およびチェックリング26の内周を通り、プランジャチップ28外周部溝から前面側射出シリンダ室20Bに到りそこで蓄積される。射出プランジャ22の鍔部の右方側軸部外周には螺旋状のフライト24が形成され射出プランジャが前進限位置にあるときに同フライト右端部に前記流入口が臨むように形成されている。アキュムレータ装置側から押出された可塑化樹脂は螺旋状のフライトによりプランジャチップ背面近傍まで順次ガイドされる。計量工程が終了し、射出開始が指令されると射出プランジャは左方へ前進する。射出動作中、射出背圧によりチェックリングは鍔部側面と接触するので背面側射出シリンダ室には背圧が伝達されない。
(もっと読む)
オンラインブレンド型射出成形機
【課題】 可塑化樹脂の熱履歴にばらつきがない状態にて射出を可能とするオンラインブレンド型射出成形機を提供する。
【解決手段】流入口FG2’から背面側射出シリンダ室20Cに流入した可塑化樹脂は流入圧力により鍔部22Aの外周およびチェックリング26の内周を通り、プランジャチップ28外周部溝から前面側射出シリンダ室20Bに到りそこで蓄積される。射出プランジャ22の鍔部の右方側軸部外周には軸方向に溝が形成され射出プランジャが前進限位置にあるときに同溝右端部に前記流入口が臨むように形成されている。流入した可塑化樹脂は溝によりプランジャチップ背面近傍までガイドされる。計量工程中溝に残留している可塑化樹脂はスクレーパ部材20Dにより掻き取られる。射出開始が指令されると射出プランジャは左方へ前進する。射出動作中、射出背圧によりチェックリングは鍔部側面と接触するので背面側射出シリンダ室には背圧が伝達されない。
(もっと読む)
液状樹脂成形機の射出装置
【課題】液状樹脂の混合を均一に微細にかつ速やかに行って射出すると共に、運転停止後に破棄される混合液が少なくて済む液状樹脂成形機の射出装置が望まれる。
【解決手段】液状樹脂を所定比率で供給する供給装置10と、液状樹脂を混合する混合装置20と、混合された液状樹脂を計量した後に射出するプランジャ射出装置50と、を含む液状樹脂成形機の射出装置1において、その混合装置20が、混合シリンダ21の中で回転し前後動する混合軸22と、その軸の回転を制御して混合の強さを制御する回転駆動装置30と、その軸の前後動を制御して混合液の逆流を防止する逆流防止機構とを備え、さらに、その混合軸が、その大部分に無数の凸状突起22bを有するように構成される。
(もっと読む)
プリプラ式射出装置
【課題】 本発明は、プランジャに印加される軸に垂直な方向の荷重を低減すると共に、逆支弁や閉止弁を用いずに溶融樹脂の逆流を防止しながら溶融樹脂を射出することのできるプリプラ式射出装置を提供することを課題とする。
【解決手段】 プリプラ式射出装置は、溶融樹脂を吐出する可塑化装置10と、溶融樹脂をプランジャ34により射出する射出装置30とを独立に有する。可塑化装置10からの溶融樹脂は、プランジャ34の外周面に対向するように配置された樹脂流入孔32からプランジャ34の溝部34を介して射出室38に供給される。溝部34aはプランジャ34の先端面まで延在して先端面において開口する。プランジャ34は、溝部34aが樹脂流入孔32cに面する位置と樹脂流入孔から外れた位置との間で回動可能である。
(もっと読む)
射出ユニット及びスプルーを封止する装置及び方法
共射出ノズルを有する共射出ホットランナに設置されるように構成される射出成形封止装置であって、共射出ノズルは同じゲートで終端する少なくとも2つの溶融物チャネルを有する。封止装置は、(i)共射出ホットランナと(ii)静止金型又は機械セクションとの間の相対移動中に、共射出ホットランナを、射出アセンブリに結合されたホットランナスプルーブッシュに対して封止するように構成される。封止構造は、相対移動中に、共射出成形ホットランナスプルーブッシュを共射出ホットランナに対して封止するように構成される。結合構造は、射出アセンブリと静止金型又は機械セクションとの間に相対移動を提供するように構成される。  (もっと読む)
(もっと読む)
1 - 20 / 21
[ Back to top ]