
Fターム[4F206JT12]の内容
プラスチック等の射出成形 (77,100) | 駆動手段、制御手段 (2,060) | ブレーキ機構を有するもの (22)
Fターム[4F206JT12]に分類される特許
1 - 20 / 22
射出装置
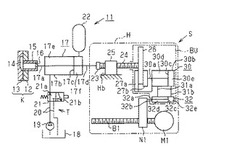
【課題】応答性を向上させることができる射出装置を提供すること。
【解決手段】射出装置11において、射出シリンダ17の第2室17fにはアキュムレータ22が接続されるとともに、射出シリンダ17の第2ロッド17dには、射出シリンダ17の移動速度を制御する制御ユニットSが接続されている。この制御ユニットSは、第2ロッド17dの移動に追従して第2ロッド17dと同一方向へ移動可能な回転軸24と、第2ロッド17dの直線運動を回転軸24の回転運動に変換するナット25と、回転軸24の他端に連結されたブレーキディスク26と、を有する。制御ユニットSはブレーキディスク26に摺接して摩擦抵抗を発生させる第1及び第2ブレーキパッド27a,27bと、駆動用モータM1によって移動する駆動用ナットN1と、駆動用ナットN1の移動に追従して第2ブレーキパッド27bをブレーキディスク26に対し移動させる移動機構と、を有する。
(もっと読む)
射出成形機

【課題】モータに備えられるブレーキ部の状態を検知可能な射出成形機を提供すること。
【解決手段】モータ部35およびモータ部35を制動可能なブレーキ部36を有するモータ33と、モータ部35およびブレーキ部36を制御する制御装置50とを有する射出成形機10において、制御装置50は、ブレーキ部36によってモータ部35を制動した状態で、モータ部35に所定の出力を生じさせ、モータ部35の回転を検出する回転検出部37からの情報に基づいて、ブレーキ部36の状態を検知する検知部51を有する。
(もっと読む)
射出成形機の制御方法
【課題】 様々な条件下においても常に位置決めに対する正確性を確保するとともに、成形サイクルの短縮による生産効率を高める。
【解決手段】 移動部2を駆動機構3により移動させるとともに、移動部2をストッパ4a,4bに機械的に当接させることにより移動部2に対する停止制御を行うに際し、移動部2を予め設定した標準速度Vnにより移動させ、かつ予め設定した目標位置Xsに達したなら、標準速度Vnよりも遅く設定した突当速度Vsにより移動させるとともに、この突当速度Vsにより変化する第一物理量を監視し、この第一物理量が予め設定した仮停止位置と見做す第一閾値に達したなら、突当速度Vsにより変化する第二物理量を監視し、この第二物理量が予め設定した本停止位置となる第二閾値に達したなら位置制御による停止制御を行う。
(もっと読む)
プラスチック加工用射出成形機の電動駆動ユニット
【課題】 従来技術の代替となり、コンパクトで、省エネルギの(エネルギ節約的な)射出成形ユニットの提供。
【解決手段】 可塑性材料を加工するための射出成形機のための射出成形ユニットであって、射出成形型の型空間内に可塑性材料を搬入するためのコンベヤスクリュウを備えた、射出成形ユニットに配設可能な可塑化ユニットと、ロータ及びステータを備え、可塑性材料を計量する際にコンベヤスクリュウを回転するための電気機械的計量モータと、可塑化ユニットに対するコンベヤスクリュウの軸方向運動のための電気機械的射出モータを有し、射出モータが、スピンドル及び該スピンドルと協働するナットを備えたスピンドル駆動機構を有し、計量モータの軸と射出モータの軸が互いに整列されるように構成された射出成形ユニットにおいて、射出モータのスピンドルは計量モータのロータと固定的に結合されること、及び計量モータは付加的な制動手段によって回転方向において制動可能に構成されることを特徴とする。
(もっと読む)
射出成形機用射出装置
【課題】1モータソリューションに基づき、個々のスクリュー機能を他のものとは無関係に作動可能とする射出成形機用射出装置を提供する。
【解決手段】スクリューシリンダ1と、その中で軸方向に回転可能に駆動され得る可塑化スクリュー2であって、その駆動ユニット3が電気駆動モータ4と当該スクリュー2の軸方向移動のためにスクリュー2に結合されたスピンドル駆動装置5と、スピンドル駆動装置5と同軸に配置され、当該スクリュー2の回転移動を可能にする回転式駆動装置6とを有する可塑化スクリュー2とならびに、一方では駆動モータ4と、他方ではスピンドル駆動装置5及び回転式駆動装置6との間に配置され、差動機歯車箱8と、駆動歯車11、12と補正歯車19、20との間の差動伝動装置7とを備えた射出成形機用射出装置。
(もっと読む)
成形品取出機の移動体の進退移動機構
【課題】 成形品取出機の移動体の移動範囲を任意に定めることができて、しかも移動体の位置決め精度を高めることができるロバスト性の高い進退移動機構を提供する。
【解決手段】 移動体としての台車4が、駆動源、駆動源により駆動される被駆動機構及び駆動源を制御する制御手段を備えている。また台車4の位置を検出する移動体位置検出器(9,10)を備えている。制御手段13〜15は、移動体位置検出器(9,10)の出力に基づいて、台車4の移動量を制御する。その結果、案内機構部1の長さの範囲内の任意の位置に、台車4を移動させることができる。
(もっと読む)
射出成形機の圧力異常検出装置
【課題】樹脂圧力の予測精度をより向上し、射出工程中の射出圧力異常による金型や射出シリンダ・ノズルの破損を正確に防止可能とすること。
【解決手段】減速度Aを読み込む(S101)。射出スクリュ3の位置Xnと射出速度Vn、射出圧力Pnを読取る(S102)。移動量δX(S103)と射出圧力変化量δP(S104)とから、圧力傾きβnを算出し、更に、圧力傾きの変化率を算出する(S105〜S107)。減速度Aと射出速度Vnとに基づき、減速距離Dを算出する(S109)。そして、射出スクリュが停止するまでの圧力変化量(予測値)であるΔPを、ΔP=αn*D2+βn*Dにより算出し、当該周期での射出圧力Pnに圧力変化量ΔPを加算したものが限界圧力値Pmaxより大きいか否かを判断し、Pn+ΔPがPmaxより大きければ射出スクリュ3を急減速させて停止させる(S110〜S112)。
(もっと読む)
混練押出機の起動装置、混練押出機、及び混練押出機の起動方法
【課題】 混練押出機の主電動機に対する起動の作業性や安全性を改善する。
【解決手段】本発明の混練押出機2の起動装置1は、スクリュ部5に設けられた混練スクリュ4を駆動回転させる主電動機3に対して起動用減速機11を介して動力伝達可能に設けられると共に主電動機3とは別に混練スクリュ4を駆動回転させる起動用電動機8と、主電動機3と起動用電動機8との間で動力伝達を自動的に切断するクラッチ部9と、クラッチ部9で動力伝達が切断されなかった場合に主電動機3を停止させる保護手段10と、を備えていることを特徴とするものである。
(もっと読む)
成形機
【課題】射出用部材の前進加速を非常な急加速で行うために、保持ブロックの後退運動をメカニズム同士の当接により強制的に停止させる場合に、メカ寿命の延命化を図ること。
【解決手段】第1電動サーボモータと第2電動サーボモータをスクリュの前進させる方向と後退させる方向にそれぞれ加速して、所定の加速期間中はスクリュを停止状態におき、第2電動サーボモータで直線駆動される保持部材の後退運動を、所定のタイミングでメカ当接によって強制的に阻止させるようにした構成において、メカニズム同士が当接する際の衝撃を緩和するための衝撃緩和機構を設ける。
(もっと読む)
射出成形機のノズルタッチ機構
【課題】圧力源を必要とせず、簡便な構成で好適なノズルタッチを行なうことが可能な射出成形機のノズルタッチ機構を提供する。
【解決手段】ノズル4aを金型K1に所定の押付力で密着させるための押付力調整機構7が、第1シリンダ部15と、第2シリンダ部16と、圧力検出手段21と、切替弁20と、制御装置22とを備え、射出ユニット4の進退時には、第2シリンダ部16のピストン16bで区画された前方側の第2圧力室R1と後方側の第3圧力室R2を連通させ、射出ユニット4を進出させノズル4aが金型K1に当接した際には、第1シリンダ部15の第1圧力室S2の圧力が第1の圧力レベルに達するとともに、第1圧力室S2と第2圧力室R1を連通させ、連通した第1圧力室S2と第2圧力室R1との圧力が、ノズル4aを金型K1に所定の押付力で密着させる第2の圧力レベルに達するとともに、電動機11の駆動を停止させて所定の押付力を保持する。
(もっと読む)
射出成形機の制御方法
【課題】 機械的精度に依存する影響を排除して樹脂圧の安定した高精密かつ高品質の成形品を得るとともに、計量時の樹脂密度(樹脂量)に与える影響を排除して成形品(重量)の均質性をより高める。
【解決手段】 予め、射出工程の開始からスクリュ2の回転を禁止する所定の回転禁止区間Zn及びスクリュ2の前進時における樹脂圧Prのショット毎のバラツキRが相対的に小さいスクリュ角度(基準角度)Qoを設定し、射出工程を行う際に、当該射出工程が開始してから回転禁止区間Znが経過した後に、スクリュ2を基準角度Qoまで回転させ、以後、スクリュ2を基準角度Qoに保持して射出工程を行う。
(もっと読む)
射出成形機のスクリュ角度設定方法
【課題】 機械的精度に依存する影響を排除して樹脂圧の安定した高精密かつ高品質の成形品を得るとともに、計量時の樹脂密度(樹脂量)に与える影響を排除して成形品(重量)の均質性をより高める。
【解決手段】 加熱筒4に挿入したスクリュ2の回転方向の角度(スクリュ角度)Qを所定の角度に設定するに際し、試し成形時の所定の期間に、所定のスクリュ角度に保持するサーボロックを行い、かつサーボロックを行う際の回転トルクTrを検出するとともに、この回転トルクTrを検出する処理を、スクリュ2の一回転における複数の異なるスクリュ角度Qa,Qb,Qc…に対して行い、検出した回転トルクTr…の大きさが相対的に小さくなるスクリュ角度を最適角度Qoとして設定する。
(もっと読む)
電動射出装置
【課題】成形材料の供給量のバラツキによらず金型キャビティに発生するサージ圧を低く抑える。
【解決手段】サーボモータ3の回転をボールねじ機構4によりプランジャチップ1の直線運動に変換し、プランジャチップ1の前進により射出スリーブ2内の溶融金属をキャビティCに射出する電動射出装置において、サーボモータ3(減速機5)の出力軸10とボールねじ機構4側の入力軸11との間に摩擦クラッチ12を介装する。摩擦クラッチ12は、キャビティC内への溶融材料の充填完了後の与圧に必要なトルクに余裕量を加えた大きさの伝達トルク容量を有するものを用いることで、金型キャビティC内への充填完了により大きなトルクが摩擦クラッチ12に入力されると、摩擦クラッチ12が滑って、ボールねじ機構4側には摩擦クラッチ12の設定トルク容量分のトルクしか伝達されず、これによりキャビティCに発生するサージ圧が低く抑えられる。
(もっと読む)
合成樹脂を可塑化し射出するための機械の駆動装置
合成樹脂を可塑化し射出する機械に用いる駆動装置(1)は、回転軸線(4)を中心に回転可能な中空軸(6)を備え、第1回転方向と第2回転方向に駆動できる主駆動部(2)を備える。軸方向に2分割された第1部分領域(8)と第2部分領域(9)を備えた内側収容領域(7)が、中空軸(6)で形成されている。少なくとも部分的に第1部分領域(8)内に配置された回転伝達手段(10、14)が、専ら第1回転方向での中空軸(6)の回転運動を、回転軸線(4)を中心に回転可能な押出しスクリュー(16)に伝達すべく設けられている。少なくとも部分的に第2部分領域(9)内に配置された転換手段(12、19、20)が、第1と第2回転方向での中空軸(6)の回転運動を、回転軸線(4)を中心として回転可能で軸方向において両方向に移動可能な支え軸(11)に伝達しかつ伝達回転運動を支え軸(11)の軸方向運動に転換すべく設けられている。  (もっと読む)
(もっと読む)
回転駆動装置
【課題】部品点数を少なくして構造を簡素化することにより、小型化及び軽量化を図ることができる回転駆動装置を提供すること。
【解決手段】軸13を回転させる回転用モータ17と、軸13を軸方向に摺動させる摺動用モータ18とを、軸13と同軸上に設けるようにした。
(もっと読む)
型締装置の型厚調整装置
【課題】特別な動作シーケンスを必要としない簡単な構成で、タイバーナットのねじのリード角による成形中の型締力変化を防止することができる型締装置の型厚調整装置を提供する。
【解決手段】タイバー(不図示)に螺合し、ハウジング(不図示)に対してタイバーの長手方向に位置決めされるタイバーナット15の、ハウジングに接触する面15aには、放射状溝21が形成されている。
(もっと読む)
電動式竪型型締装置
【課題】ベルト破断対策を講じた、小型で且つ安価な型締装置を提供すること。
【解決手段】圧受盤16の上方に開口する凹部32を形成し、この凹部32にボールねじ軸20及び一対のガイドバー33、33を立て、ボールねじ軸20にボールナット34をねじ込み、このボールナット34にクロスヘッド35を取付け、このクロスヘッド35から延ばしたフランジ部36、36をガイドバー33、33に嵌合し、ガイドバー33、33の上端及びボールねじ軸20の上部を門形ブラケット18に支持させ、ボールねじ軸20の上端にブレーキ手段40を直接取付けた。
【効果】ボールねじ軸の回転を阻止するブレーキ手段をボールねじ軸に直接設けたので、ベルトの上方にブレーキ手段を配置することが可能となり、型締装置の小型化を図ることができる。また、ブレーキ手段をボールねじ軸に直接設けることで部品点数が削減され、型締装置のコストダウンを図ることができる。
(もっと読む)
電動竪型射出成形機
【課題】 電動竪型射出成形機において、振動による射出装置の横振れを最小としながら、ノズル回りへのアクセス性を改善し、ベルト切損時の射出装置の自重による不時の落下を防止し、さらには射出装置上昇下降用の高価なボールねじの長さの最小化を図る。
【解決手段】 4本の射出装置のガイドバーの内、少なくとも2本を中空構造とし、その内部に射出装置上昇下降駆動用のボールねじ軸41を収納、またこのボールねじ軸41の1本に駆動用のブレーキ付モータ51をベルトを介さず直結。さらに、使用するスクリューシリンダ部25の径の違いによる全長の差分を長さ調整部70a、70bを設けて吸収し、上昇下降駆動用ボールねじ41の長さを最短とした。
(もっと読む)
射出成形機の圧力異常検出装置
【課題】 射出圧力異常によりる金型やノズル部の破損をより正確に防止する。
【解決手段】 射出スクリュ位置Xa、射出速度Va、射出圧力Paを読み取る(S2)。設定されている機械固有の減速度Aに補正量αを加算した補正減速度と読み取った射出速度Vaにより、現時点で射出動作を停止し急減速させた時の速度が0となるまでの減速距離Dを求める(S6)。求めた減速距離Dに射出スクリュ位置の変化量に対する射出圧力の変化量を乗じて予測圧力上昇量(D・ΔP/ΔX)を求める。該予測圧力上昇量に現在射出圧力Paを加算して、現時点で急減速したときの予測射出圧力Pa*を求める(S7)。該予測圧力上昇量Pa*が設定限界圧力Pmaxを越えるときは(S8)、射出動作を停止し、急減速させる。射出圧力が設定限界圧力を大きく越えることはないから、金型やノズル部の破損をより正確に防止できる。
(もっと読む)
多軸駆動装置
【課題】 各軸や被駆動体等に無理な外力を作用させることなく該被駆動体を円滑に非常停止させること。
【解決手段】 複数の軸14A,14Bの回転もしくは移動により軸14A,14Bの軸線方向に移動される被駆動体11と、各軸14A,14Bをそれぞれを回転もしくは移動させる複数の駆動手段15A,15Bと、各軸14A,14Bにおける被駆動体11の位置相互のずれがなくなるように駆動手段15A,15Bを同期制御し、かつ、非常停止時に所定の減速パターンに基づいて駆動手段15A,15Bを制御する制御手段20と、を備える。
(もっと読む)
1 - 20 / 22
[ Back to top ]