
Fターム[4F207AD01]の内容
プラスチック等の押出成形 (29,461) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (721) | 材料 (268)
Fターム[4F207AD01]の下位に属するFターム
Fターム[4F207AD01]に分類される特許
1 - 8 / 8
電線の製造方法、及び電線
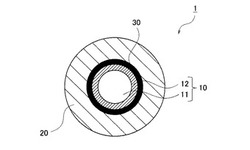
【課題】金属被膜繊維の断線の可能性を低減することが可能な電線の製造方法、及び、金属膜の剥離の可能性を低減することが可能な電線を提供する。
【解決手段】電線1の製造方法は、抗張力繊維11の外周に金属膜12を形成した金属被膜繊維10上に絶縁層20を被覆してなる電線1の製造方法であって、押出機による絶縁層20の被覆前に、金属被膜繊維10の外周に潤滑剤を塗布する工程を有する。また、電線1は、抗張力繊維11の外周に金属膜12を形成した金属被膜繊維10と、金属被膜繊維10の外周を覆う絶縁層20と、金属被膜繊維10と絶縁層20との間に介在され、液体潤滑剤からなる潤滑剤層30とを備える。
(もっと読む)
ポリエステル樹脂の製造方法、太陽電池用保護シート、及び太陽電池モジュール

【課題】待機運転中の真空ブレイクを防ぎ、ベントアップを抑えたポリエステル樹脂の製造方法を提供する。
【解決手段】ポリエステル原料樹脂を溶融混練し、溶融ポリエステル樹脂の押出量Q[kg/h]を、単位押出量Y[kg/hr/rpm]が下記関係式で表される領域を満たす範囲でスクリュ回転数Nを調節し、QminからQ0へ増加させて溶融押出を行なう〔Yunder=3.4×10−6×D3、Yover=6.6×10−6×D3、D:スクリュ径mm、Q0、Qmin:生産運転時又は待機運転時の押出量、a:生産運転時の押出量におけるQ/Nの下限を定める数値〕。・(Y−Yunder)/Q≦(Yover−Yunder)/Q0・(Y−a×Yunder)/(Q−Q0)≧(Yover−Yunder)/Q0
(もっと読む)
長尺材の製造方法
【課題】グラデーションを有する長尺材を提供する長尺材の製造方法を提供することを目的とする。
【解決手段】木粉と樹脂とを含む押出材10を押出成形して成形品本体13を形成し、木粉と樹脂とを含む表層材25と顔料20,23を混合して得られた被覆材27で、前記成形品本体13を被覆して同一断面を有する長尺材55を成形する成形工程を備え、
前記表層材25と前記顔料20,23の混合比率を前記成形工程中に変更する(ステップS4)ことを特徴とする。
(もっと読む)
自動車用オープニングシール及びその製造方法
【課題】特にコーナー部に組付けた状態で中空シール部に発生する伸縮状態を大きく軽減させることのできる自動車用オープニングシール及びその製造方法を提供する。
【解決手段】自動車用オープニングシール10に埋設されたワイヤー芯材20の車外側の非熱溶融糸221を、略U字形状に折り曲げられたワイヤー本体21の車外側肩口21aを形成する折り曲げ開始位置21cから、中空シール部12の内方側の付け根12aにおけるドア内周側の点51を垂下した位置52までの範囲R1に配置し、車内側の非熱溶融糸222を、ワイヤー本体21の車内側肩口21bを形成する折り曲げ開始位置21eから、爪部13の付け根における車内側側壁11bの開放端部側の点53をワイヤー本体21に対して垂下した位置54までの範囲F1に配置した。
(もっと読む)
型内装飾用複合材料の製造方法
【課題】型内装飾用複合材料の製造方法の提供。
【解決手段】複合材料を提供するのに用いられ、該複合材料は生物材料層(1)及び該生物材料層(1)の表面に付着した保護層(4)で構成される型内装飾用複合材料の製造方法において、該生物材料層(1)を所定の運行経路上で輸送する該生物材料層(1)の提供工程と、熱溶状態の保護層(4)を熱押出して熱押出した保護層(4)を該生物材料層(1)の運行経路上で該生物材料層(1)と接触させる熱押出工程と、熱押出された保護層(4)を冷却して該生物材料層(1)に付着させて該複合材料を形成する冷却工程と、を包含する。これにより、保護層(4)を熱溶状態で生物材料層(1)と接合でき、並びに生物材料層(1)に冷却付着させ、該複合材料を形成し、両者の間の気泡の発生を減らす。
(もっと読む)
木芯プラスチック成形体の製造方法と木芯プラスチック成形体の製造装置
【課題】プラスチックの内面に気泡ができる欠点を解消して、木質系芯材の表面をプラスチックで綺麗に被覆する。木質系芯材の表面にしっかりと強固にプラスチックを結合させる。
【解決手段】木芯プラスチック成形体の製造方法は、横断面形状を同一形状とする木質系芯材1を金型3の成形穴10に供給して押し出すと共に、金型3の成形穴10の内面に、加熱して溶融状態となった熱可塑性のプラスチック2を押し出して木質系芯材1の表面に付着させて、金型3の成形穴10から押し出しされる木質系芯材1の表面を熱可塑性のプラスチック2で被覆する。さらに、この製造方法は、金型3の成形穴10の内面であって、溶融プラスチック2Aを表面に付着する成形部11よりも挿入側に、木質系芯材1の表面を真空脱気する真空脱気室6を設けて、真空脱気室6で表面を真空脱気した木質系芯材1の表面に、成形部11で溶融状態の熱可塑性のプラスチック2を付着する。
(もっと読む)
広幅の形状保持シートの製造方法
【課題】 本発明は、容易に広幅の形状保持シートを製造することができる方法を提供する。
【解決手段】 180度及び90度に折曲げて1分間保持した後解放し、解放後5分経過した時の折曲げ戻り角度θが共に20度以下である形状保持性を有する複数の延伸ポリオレフィン系樹脂(溶融温度T1 )シートの側端部同士を突合し、該複数の延伸ポリオレフィン系樹脂シートと第2のポリオレフィン系樹脂(溶融温度T2 )シートとの間に第3のポリオレフィン系樹脂(溶融温度T3 )シートを溶融押出して、積層融着する広幅の形状保持シートの製造方法であって、各ポリオレフィン系樹脂の溶融温度がT1 ≧T2 ≧T3 であることを特徴とする広幅の形状保持シートの製造方法。
(もっと読む)
導電性ゴムローラの製造装置
【課題】本発明は、電子写真装置の帯電部材として用いた場合に良好な画像が得られる導電性ゴムローラを長時間安定して押出すことができ、体積固有抵抗の異なるゴム材料を連続して押出し機に投入した場合に周方向の抵抗ムラが悪化する時間を短縮できる導電性ゴムローラの製造装置を提供することを目的とする。
【解決手段】クロスヘッドダイを使用した導電性ゴムローラの製造において、ゴム材料が経由する環状流路の表面に形成された樹脂層の水の接触角が100度以上であり、かつ、該樹脂層を構成する樹脂は、ロックウエル硬さがM100以上M130以下である樹脂、又は該樹脂とフッ素樹脂との複合樹脂であることを特徴とする導電性ゴムローラの製造装置、及び該製造装置を用いた製造方法により得る。
(もっと読む)
1 - 8 / 8
[ Back to top ]