
Fターム[4F207AD27]の内容
プラスチック等の押出成形 (29,461) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (721) | 前処理、処理 (28)
Fターム[4F207AD27]の下位に属するFターム
粗面化 (2)
予熱(←温度調整) (3)
予冷却
エネルギー線処理 (4)
化学的処理(←酸洗、脱脂、エッチング) (3)
プライマー処理、下塗り (6)
Fターム[4F207AD27]に分類される特許
1 - 10 / 10
基材をコーティングするための方法および装置
採光断熱材の製造装置及び製造方法
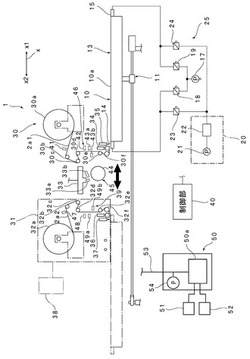
【課題】直線状の樹脂製スペーサを確実に形成することができ、高い良品率で製造可能な採光断熱材の製造装置及び製造方法を提供する。
【解決手段】製造装置1は、相互に平行に形成されている複数の樹脂製スペーサ2bを介して積層された複数の透光性シート2aを備える採光断熱材2の製造装置である。製造装置1は、透光性シート2aを供給するシート供給機構31と、透光性シート2aが固定されるテーブル10と、透光性シート2aに対して溶融樹脂33cを吐出することにより樹脂製スペーサ2bを形成する吐出機構33と、除電機構39とを備えている。除電機構39は、吐出機構33から吐出された溶融樹脂33cが透光性シート2aに接触する前に、透光性シート2aを除電する機構である。
(もっと読む)
ニップル及び光ファイバケーブル製造方法

【課題】外周が丸形状で、シースと押さえテープ間に隙間がないCスロット型光ファイバケーブルを製造することができ、Cスロット型光ファイバケーブルの押出成型時にCスロットコアの回転を抑制することができるニップルを提供する。
【解決手段】Cスロットコア22に設けられた1つのスロット21に光ファイバ心線30を収納し、スロット21に光ファイバ心線30を収納するために開口された開口部21a周辺の厚さが、開口部21aと対向する側であるCスロットコア22の底部21b周辺の厚さよりも厚くなるように、Cスロットコア22の外周にシース26を被覆させる押出工程における押出機を構成するニップル10において、押出工程における押し出される側の断面形状が、開口部21a周辺に該当する箇所は平面部10aであり、開口部21a周辺以外に該当する箇所は湾曲部10bであるニップル。
(もっと読む)
ポリアミド系透湿防水性布帛の製造方法
【課題】従来技術の有する問題点を解決でき、さらに厚み感がなく、衣料としたときの着用感に優れ、またコスト面でも透湿性能の面でも有利なポリアミド系透湿防水性布帛を製造できるようにする。
【解決手段】ポリアミド繊維を含んだ基布にポリイソシアネート系化合物をその含有率が0.03〜2質量%となるように付与し、その後、ポリイソシアネート系化合物を付与した基布に、ハードセングメント組成がナイロン6、ナイロン11、ナイロン12等のポリアミドであり、ソフトセグメント組成がエチレングリコール、プロピレングリコール等のポリアルキレングリコールであるポリエーテルブロックアミド共重合体を含んだ熱可塑性ポリアミド系エラストマーフィルムを直接押出して積層形態とし、さらに、積層形態のフィルムと基布とを熱圧着により一体化する。
(もっと読む)
薄層樹脂被覆鋼管およびその製造方法
【課題】被覆樹脂層全体の厚さを300μm以下に押出し成形して成り、使用済み後は鋼管と樹脂を分離することなく、そのまま廃棄処分することができる薄層樹脂被覆鋼管およびその製造方法を提供する。
【解決手段】電縫鋼管10の表面の溶接ビートが除去処理され、次いでサイジングミルにより鋼管10の外周面の真円度を数十ミクロン単位に高める成形加工が行なわれ、この鋼管10の外周面に接着剤が塗布され、その上に多層ダイスにより鋼管10全周面へ均等厚さに押出された被覆樹脂層2を順次に複数層被覆して、被覆樹脂層2全体の厚さが300μm以下に押出し成形され、管軸方向に均等断面に構成されている。
(もっと読む)
太陽電池モジュール用裏面一体化シートの製造方法
【課題】バックシート及び裏面側充填材を積層させて一体化シートを作製する場合に、一体化シートの反りを抑制できる太陽電池モジュール用裏面一体化シートの製造方法を提供する。
【解決手段】太陽電池モジュールの裏面側に使用されるバックシートと、裏面側の充填材とを積層する太陽電池モジュール用裏面一体化シートの製造方法であって、バックシートの積層面側には、150℃における熱収縮率が1.5%以下の耐熱非伸張基材が設けられており、積層はバックシート上に充填材を構成する樹脂組成物を厚さ30μmから1000μmで溶融押し出しする溶融押し出し法である。この組みあわせにより一体化シートの反りを抑制できる。
(もっと読む)
複合押出成形品及びその製造方法
【課題】装飾カバー部とモール本体部とを一体化したベルトモールディングの湾曲や反りを防止しながら端末に加工や処理を容易に施すことができるようにする。
【解決手段】ベルトモールディング10は、モール本体部12の外面形状のうちの装飾カバー部11の内面に対向する部分が装飾カバー部11の内面形状の相似的縮小形に形成されて、装飾カバー部11の内部空間内にモール本体部12の一部が非接着状態で嵌め込まれていて、装飾カバー部11とモール本体部12がそれぞれ相手部材に対して長手方向には移動が許容されて長手方向と交差する方向には移動が阻止されている。更に、モール本体部12の押出成形後の冷却に伴う長手方向の収縮によりモール本体部12の長さが装飾カバー部11の長さよりも短くなることで、装飾カバー部11の端末に装飾カバー部11の内部空間内にモール本体部12が存在しない端末段差部が形成されている。
(もっと読む)
芯材及びその製造方法と製造装置並びに押出成形品の製造方法
【課題】ウェザーストリップに埋設される芯材において、芯材が横断面U字状にロール成形加工される際の芯材片部の捩れ変形による不具合を防止できるようにする。
【解決手段】スリット加工により芯材素材の長手方向に所定間隔で複数のスリットを形成して各スリット間に芯材片部22を形成した後、圧延加工よりスリットを長手方向に拡大して空間部24を形成することで長手方向に芯材片部22と空間部24を交互に設けた芯材16を形成する。この際、スリット加工と同時に予備捻り加工を行って予め特定方向に芯材片部22を捻り塑性変形させることで、その後、芯材16が横断面U字状にロール成形加工されたときの芯材片部22の捩れ変形によって、予備捻り加工による芯材片部22の捻り塑性変形を矯正して芯材片部22の幅方向端末が長手方向で一直線になるように加工して、長手方向で隣り合う芯材片部22の縁部間に段差が生じることを回避する。
(もっと読む)
芯材及びその製造方法と製造装置並びに押出成形品及びその製造方法
【課題】ウェザーストリップに埋設される芯材において、芯材に空間部が形成された際に芯材片部の縁に生じたバリに起因する不具合を防止できるようにする。
【解決手段】打ち抜き加工により芯材素材の長手方向に所定間隔で複数の空間部24を形成することで長手方向に芯材片部22と空間部24とを交互に設けた形状の芯材16を矯正ローラ38に供給し、この矯正ローラ38を回転駆動して該矯正ローラ38の間に芯材16を挟んで加圧しながら長手方向に連続して移動させることで、空間部24が形成された際に芯材片部22の縁に沿って板厚方向に突出して生じたバリ26を空間部24内に向けて塑性変形させる矯正加工を行って、芯材16の表面にバリ26が突出しないようにする。この際、バリ26が外周側となるように芯材16を長手方向で湾曲させた状態で矯正ローラ38の間に挟むことでバリ26を空間部24内へ向けて効果的に変形させる。
(もっと読む)
真空成形品の立体表面に図を被覆する方法
真空成形品の立体表面に図を被覆する方法には、1)希望の図を凹版印刷でプラスチックフィルムに印刷する、2)図の印刷されたプラスチックフィルムをプラスチック板材またはプラスチックシート材と加熱加圧法で複合して、図に形成したインク層をプラスチックフィルムとプラスチック板材またはプラスチックシート材の間に積層する、3)熱成型法を利用して、図の複合されたプラスチック板材またはプラスチックシート材を希望の立体形に加工する。本発明は、1)表面に図が付いて、立体表面の有するプラスチック部品が製造することができる、2)特定の熱転写設備を使う必要がなく、離型剤を使う必要もない、3)完成品にある図の正確さが高く、変形しない、4)環境への汚染の避けることもできる。 (もっと読む)
1 - 10 / 10
[ Back to top ]