
Fターム[4F207AJ05]の内容
プラスチック等の押出成形 (29,461) | 装置又は装置部材の材料の特徴 (436) | 材質の特徴 (210) | ゴム(←シリコーンゴム) (24)
Fターム[4F207AJ05]に分類される特許
1 - 20 / 24
表面保護フィルムの製造方法
【課題】フィルムの片面に微粘着性を有し、フィルムをロール状に巻き取ったり、又は積み重ねたりする際にブロッキングし難く、およびフィルムのフィッシュアイを低減することができる表面保護フィルムの製造方法を提供する。
【解決手段】結晶性または半結晶性である熱可塑性樹脂をTダイから溶融押出しすることによって、熱可塑性樹脂溶融膜を得る工程(工程1)、該熱可塑性樹脂溶融膜を、特定の金属製冷却ロールと、特定の弾性ロールとで挟圧する際に、挟圧される部分の該熱可塑性樹脂溶融膜の幅を、該金属製冷却ロールの面長より小さく、該弾性ロールの面長より大きくなるように調整して挟圧することによって、フィルムを得る工程(工程2)、および該フィルムを巻き取る工程(工程3)を有する、フィルム厚みが30μm未満である表面保護フィルムの製造方法。
(もっと読む)
樹脂フィルムの製造装置および樹脂フィルム

【課題】 欠陥部分の発生を抑制し、品質を向上させることが可能な樹脂フィルムの製造装置および当該製造装置で製造された樹脂フィルムを提供する。
【解決手段】 ゴムロール3は、ロール状の鉄心31と鉄心31の表面に設けられるゴム層32とからなる。さらにゴム層32は2層からなり、鉄心31に近い側に設けられる内層32aと、内層32aの外側に設けられる外層32bとからなる。内層32aを、デュロメータ硬さがA60〜A80のHTVシリコーンゴムまたはRTVシリコーンゴムのいずれかで形成し、外層32bを、デュロメータ硬さがA70〜A80のRTVシリコーンゴムで形成する。
(もっと読む)
押出成形用エンボス型ロール、及びそれを用いたエチレン系共重合体樹脂シートの製造方法
【課題】 添加剤を含有するエチレン系共重合体樹脂シートの成形においても、ラバーとられが発生せず、生産性を低下させないうえ、エンボス加工性などに優れた押出成形用エンボス型ロール、及びそれを用いたエチレン系共重合体樹脂シートの製造方法を提供する。
【解決手段】 エチレン系共重合体樹脂シートの押出成形用エンボス型ロールであって、軸芯部の外周にシリコーンゴム層、接着層およびフッ素樹脂層が順次積層されてなり、かつ、算術平均粗さ(Ra)が5.0μm以上であり、最大高さ粗さ(Rz)が25〜40μmであることを特徴とする。このとき、シリコーンゴムのJIS K 6253 デュロメータ タイプAによるゴム硬度が30〜80であることが好ましい。
(もっと読む)
スリーブゴムロールおよびその製造方法
【課題】熱伝導性の良いゴムを使用することでスリーブ表面の高効率で且つ迅速な加熱・冷却が可能となり、被成型物の巻き付きを未然に防止できるようにする。
【解決手段】加熱・冷却可能な軸芯部2の表面にゴムロール4を介してスリーブ5を外嵌し、ゴムロール4内に熱伝導金属6を混入して成るスリーブゴムロール1を形成する。軸芯部2は、金属ロール内管2aと金属ロール外管2bとの間に加熱・冷却媒体流路Pを形成して成る。軸芯部2とスリーブ5との間には、当該軸芯部2に対するスリーブ5の位置ズレを元位置に自己復帰するためのテンションバネ12a,12b使用によるズレ防止装置11を備える。スリーブゴムロール1の製造に際し、熱伝導金属を混入して成るゴムロール4を形成し、ゴムロール4内に、加熱・冷却熱媒体流路Pを形成して成る軸芯部2を挿入してから、ゴムロール4に加熱膨張させたスリーブ5を外嵌する。
(もっと読む)
薄膜シート成形用ロール及びシート成形装置
【課題】ラバーロール内蔵タイプの薄膜シート成形用ロールにおいて、構造が簡単で取り扱いやすく、薄膜シートを効率よく容易に成形できるようにすること。
【解決手段】弾性変形可能な金属薄膜からなる金属製弾性外筒102の内部にラバーロール106を収容すると共に、両軸部105に回転可能な状態で装着され弾性変形自在のラバー部材B110を外周部に被覆された小側板109と、金属製弾性外筒102の内周部と嵌め合い状態にあるラバー部材C115を外周部に被覆され半径方向自在に摺動可能な状態で小側板109の外周部に装着された大側板114と、大側板114の外周部と金属製弾性外筒102の内周部との間に環状シール部材C116とを設ける。
(もっと読む)
表面保護フィルムの製造方法
【課題】フィルムの片面に微粘着性を有し、ブロッキングし難く、およびフィッシュアイを低減することができる表面保護フィルムの製造方法を提供する。
【解決手段】熱可塑性樹脂溶融膜を、要件(1)、(2)を満足する金属製冷却ロールと、要件(3)〜(5)を満足する弾性ロールとで挟圧する際に、挟圧される部分の該熱可塑性樹脂溶融膜の幅を、該冷却ロールの面長より小さく、該弾性ロールの面長より大きくなるように調整して挟圧する工程を有する表面保護フィルムの製造方法。
要件(1):表面粗さが、2.0μm以上である
要件(2):表面温度が、水蒸気が結露する温度+1℃以上熱可塑性樹脂の結晶化温度−40℃以下である
要件(3):表面が金属製であり、かつ鏡面である
要件(4):表面温度が、水蒸気が結露する温度+1℃以上熱可塑性樹脂の結晶化温度−50℃以下である
要件(5):面長が金属製冷却ロールの面長より小さい
(もっと読む)
傾斜型位相差フィルムの製造方法、光学部材及び液晶表示装置
【課題】液晶表示装置における視認性の視角変化による低下を広範囲の方位で防止でき、品質に優れる大面積物も容易に安定して形成できる傾斜型位相差フィルムの製造方法を開発して、広い視角範囲でコントラストや白黒表示等の視認性に優れる液晶表示装置を得ること。
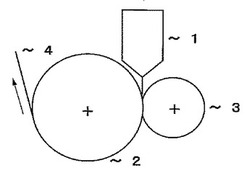
【解決手段】表面を金属でコートしたゴムロール(3)と金属ロール(4)との間に、熱可塑性樹脂による透光性フィルム(2)を溶融押出法によりTダイから供給して通過させ、当該フィルムにおける光軸を厚さ方向に対して傾斜させる工程を少なくとも有する傾斜型位相差フィルム(5)の製造方法、その方法による傾斜型位相差フィルムの1枚又は2枚以上と偏光板との積層体からなる光学部材及び前記方法による傾斜型位相差フィルムの1枚若しくは2枚以上又はそれと偏光板を液晶セルの少なくとも片側に有する液晶表示装置。
(もっと読む)
特に粉末材料の、粉末材料を加工する装置への給送装置
特に粉末材料の、粉末材料を加工する装置、特に押出し機への給送装置であって、材料を収容する収容エリアを具備した筐体を含み、該収容エリアは側方に少なくとも1つの柔軟な壁を有し、該壁は少なくとも1つの、壁とかみ合う可動性の機械的要素を使用して可動である装置において、前記要素(19)が壁(8、9)の長手方向に可動であり、その際前記壁外面(12、13)が起伏箇所(14、15)を備えており、該起伏箇所を介して前記要素(19)が動かされ、および/または該要素が運動する場合に回転する要素(19)が非円形である給送装置。 (もっと読む)
光学フィルム、光学フィルムの製造方法、それを用いた偏光板、及び液晶表示装置
【課題】ヘーズが低く、製造中に破断故障が発生しない光学フィルム、光学フィルムの製造方法、それを用いた偏光板、及び当該偏光板を用いた液晶表示装置を提供する。
【解決手段】置換度2.0〜3.0のセルロースエステル(CE)と、前記セルロースエステル(CE)とは異なる、下記一般式(G−1)または(G−2)で表される繰り返し単位を有するセルロースエステル(GCE)と、アクリル樹脂とを含有することを特徴とする光学フィルム。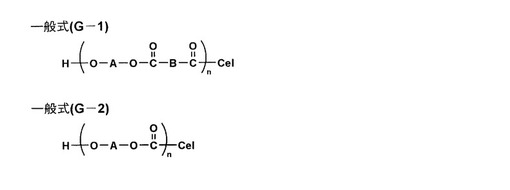 (もっと読む)
(もっと読む)
樹脂シートの製造装置
【課題】一方の表面に凹凸が形成された樹脂シートを高い形状精度で製造し得る製造装置を提供する。
【解決手段】製造装置1は、押出ダイ10と、金属製の加熱ロール11b及び冷却ロール13と、加熱ロール11bと冷却ロール13とに巻き掛けられている金属製の賦形ベルト14と、圧着ロール11aと、剥離ロール15と、加熱ロール11bを加熱するヒーター11b1とを備えている。賦形ベルト14の外側の表面には、樹脂シート17の表面に形成される凹凸に対応した形状の凹凸が形成されている。賦形ベルト14の内側の表面の上には、樹脂コート層が形成されている。
(もっと読む)
フィルムの製造方法、フィルム、偏光板、及び液晶表示板用フィルム
【課題】 溶融粘度の低い熱可塑性樹脂を使用する場合でも、面内のレターデーションの発現の低下を防止でき、光軸の傾斜が可能なフィルムの製造方法およびそのフィルムを提供する。
【解決手段】 熱可塑性樹脂を含有する組成物をダイ16から溶融押出しし、溶融押出しされた溶融物12Aを、挟圧装置を構成するタッチロール28とキャスティングロール18の間に連続的に挟圧してフィルム状に成形される。このとき、溶融物の溶融粘度が20〜800Pa・sであり、タッチロール28とキャスティングロール18により挟圧される溶融物12Aのニップ幅が2mmより大きく5mm未満になるように挟圧する。
(もっと読む)
フィルムとその製造方法、液晶表示板用光学補償フィルム、偏光板および液晶表示装置
【課題】大きな位相差を有し、光軸傾斜構造が大きく、さらに光学均一性に優れるフィルムおよびその製造方法を提供する。
【解決手段】挟圧装置を構成する第一挟圧面と第二挟圧面の間に熱可塑性樹脂を含有する組成物の溶融物を通過させてフィルム状に連続的に成形する工程を含むフィルムの製造方法であって、前記第一挟圧面または前記第二挟圧面の少なくとも一方がクラウンを有し、前記第一挟圧面および前記第二挟圧面がともに金属製且つ剛性であり、前記第一挟圧面と前記第二挟圧面により該溶融物を20〜500MPaの圧力で狭圧し、前記第一挟圧面の移動速度を前記第二挟圧面の移動速度よりも速くするフィルムの製造方法。
(もっと読む)
熱可塑性樹脂シートの製造装置、製造方法及びそれにより得られた熱可塑性樹脂シート
【課題】残留位相差が小さく優れた光学特性を有し、しかも表面平滑性が高く、液晶表示素子などに用いられる光学シートとして好適な熱可塑性樹脂シート、その製造装置およびその製造方法を提供する。
【解決手段】製造装置1にベルト15及び第三の冷却ロール13間に加わる線圧を制御するニップ圧力制御手段と、第三の冷却ロール13の周面131の温度を制御するロール温度制御手段と、ベルト15の温度を制御するベルト温度制御手段と、を設けた。そのため、ロール温度制御手段が周面131の温度を制御しつつ、ベルト温度制御手段がベルト15の温度を制御し、さらに、ニップ圧力制御手段がベルト15および第三の冷却ロール13間の線圧も制御するので、残留位相差および表面粗さが小さく、表面平滑性が高いシートが安定的に得られる。
(もっと読む)
塗布方法および塗布装置
【課題】ウェブへの塗布において、高速塗布時でも塗布部分での気泡の噛み込みを防止し、気泡起因で発生する塗布欠点の発生を抑制することが可能な塗布方法および装置を提供すること。
【解決手段】カバーで覆われた容器内において塗液に浸された塗工バーを、支持体で支えつつ塗布する塗布方法において、カバーから塗工バーに向かって延びる弾性ブレードを用いる。
(もっと読む)
アクリル樹脂積層フィルム、その製造方法、及びこれを積層した積層体
【課題】良好な艶消し外観を有し、印刷適性に優れると共に、表面硬度、耐成形白化性、かつ、成形時のトリミング加工性に優れたアクリル樹脂積層フィルムを提供する。
【解決手段】アクリル樹脂層(A)とアクリル樹脂層(B)を積層してなるアクリル樹脂積層フィルムであって、アクリル樹脂層(A)のアクリル樹脂層(B)が積層されていない側の面の算術平均粗さが0.01μm以上0.1μm未満であり、アクリル樹脂層(B)のアクリル樹脂層(A)が積層されていない側の面の60°表面光沢度が60%未満であり、アクリル樹脂層(A)を構成するアクリル樹脂組成物のゴム含有率が25質量%以上40質量%未満、かつ、ゲル含有率が45質量%以上70質量%未満であることを特徴とするアクリル樹脂積層フィルム;その製造方法;及びこれを積層した積層体。
(もっと読む)
熱可塑性合成樹脂製シート又はフイルムの製造方法およびその装置
【課題】第2の支持ローラを移動させてキャスティングローラの外周面に対して接近離反することにより、熱可塑性合成樹脂製シート又はフイルムの種類に応じてキャスティングローラ外周面又は成形スリーブ表面に対する熱可塑性合成樹脂製シート又はフイルムが密着接触する距離を適宜調整可能とする。
【解決手段】フイルム若しくはシートFの種類を変更し、例えばアクリルのようにキャスティングローラ12の外周面と成形スリーブ15の表面からの剥離抵抗が大きい場合には、支持レバー26を回動することで第2の支持ローラ17を移動させてキャスティングローラ12の外周面から遠ざけて、キャスティングローラ12外周面、成形スリーブ15表面に対するこのシート又はフイルムFの密着接触距離Sを短く調整し、キャスティングローラ12外周面から、成形された熱可塑性合成樹脂製シート又はフイルムを引き取る。
(もっと読む)
薄膜シート成形用ロール
【課題】 薄膜シートを効率よく容易に成形することができるシンプルな構造で安価な薄膜シート成形用ロールを提供する。
【解決手段】 弾性変形が可能な金属薄膜からなる金属製弾性外筒102と、該金属製弾性外筒102の内部に、上記金属製弾性外筒102の両端部を閉塞する弾性変形自在の環状シール部材103と、冷却流体の流路を形成し上記金属弾性外筒102を内部から押圧する弾性変形自在の被覆部材104を外周部に有する内筒105を、備えてなるものである。
(もっと読む)
薄膜成形用タッチロールおよび薄膜成形機
【課題】
光学フィルムライクの成膜において、厚さ約0.1mm以下、目標としては0.02mm以下の樹脂薄膜を均質平滑に冷却固化成形することが可能な成形装置を提供する。
【解決手段】
ロールの表面に鏡面で薄肉の金属スリーブを有し、その内層にはゴム材に準ずる弾性体で且つ高い熱伝導率を有する高熱伝導材を、必要最小限の厚さで支持体となるロール芯金に積層一体形成し、芯金の内部に設けた冷却水通路に通水して冷却能力をもたせた金属スリーブ付き高熱伝導ゴム弾性タッチロールを用いて、溶融樹脂薄膜を主冷却ロールと適性圧力で挟圧することにより、厚さ約0.1mm以下、目標としては0.02mm以下の樹脂薄膜を均質平滑に冷却固化成形することが可能なタッチロールとその成形装置を提供する。
(もっと読む)
薄膜シート成形用ロール
【課題】 薄膜シートを効率よく容易に成形することができる薄膜シート成形用ロールを提供する。
【解決手段】 弾性変形が可能な金属薄膜からなる金属製弾性外筒102と、該金属製弾性外筒102の内側に弾性変形が可能な弾性体チューブ103と、該弾性体チューブ103の両端部を閉塞する鏡板部104と、上記弾性体チューブ103の内部に回転可能な押付けロール108とを備えると共に、冷却水を貯留可能な空間を弾性部材と凹部材112とで形成するチャンバー部111を前記金属製弾性外筒102の外周部に備えてなるものである。
(もっと読む)
光触媒法用の成形型を製造するためのゾル−ゲル法
本発明は光触媒反応に使用される成形型(2)を製造するためのゾル−ゲル法に関する。本発明はまた、工業的な引抜き法、押出し法、及び成形法に関し、その際、本発明によるゾル−ゲル法を用いて製造された成形型(2)の使用が構想される。本方法は、ゲル化されたゾルを提供し、溶剤の抜出しによりゲルを乾燥させ、次いで加熱によりゲルを高密度化/焼結させて、紫外線を透過させることが可能なガラス質の粘稠度を有する透明な成形型(2)を形成させる。  (もっと読む)
(もっと読む)
1 - 20 / 24
[ Back to top ]